物料在线温度监测系统改进
2018-03-02许旭
许旭
(河北白沙烟草有限责任公司保定卷烟厂,河北 保定 071000)
当前,国内烟草行业的竞争日益激烈,稳定的卷烟产品质量是烟草企业赢得消费者信任的关键。智能化、高精度的计量仪表在烟草生产线中得到了广泛应用。
温度是制丝工艺众多参数中最为重要的一项指标。烟丝生产过程中,烟丝的实际加工温度直接影响了烟丝的吸味、水分的扩散速率、香精香料的渗透率,决定了成品烟丝的品质是否均一、准确。实时监测关键工序设备出口的物料温度,可以判断出物料实际加工过程的现状,为加工过程的控制参数调整提供准确的依据,逐步实现制丝生产由结果控制向过程控制、由指标控制向参数控制的转变。
1 存在问题
目前制丝设备关键点采用红外测温仪,用于监测物料温度。其主要存在以下问题。
(1)红外测温仪是利用红外辐射的热效应,通过温差电效应、热释电效应和热敏电阻等来测量所吸收的红外辐射,间接地测量辐射红外光物体的温度,容易受物体发射率、测温距离、烟尘和水蒸汽等外界因素的影响,真实温度加上环温才能最终得到被测物体的实际温度。由于车间现场的环境温湿度变化较大,导致测量误差较大。
(2)受安装条件的影响,目前的红外温控仪主要安装在振槽上,位置距离加温设备落料口较远,时间滞后性较大,只能监测物料表层温度,不能反映物料真实温度及加工过程的温度,物料温度监测存在差异。
(3)红外测温仪采用独立485总线,与车间现用网络兼容性较差,温度监测数据不能储存,不能实现历史追溯。
2 改进方法
目前,制丝线普遍采用Profibus总线技术,解决了工业现场的智能化仪器仪表、控制器、执行机构等现场设备间的数字通信,以及现场控制设备和高级控制系统之间的信息传递问题,是一种国际化、开放式、不依赖于设备生产商的现场总线标准,可实现现场设备层到车间级监控的分散式数字控制、监测和现场通信网络,物料在线监测系统就是基于现场总线技术开发的。
(1)根据制丝线上物料的形状及输送设备、温度监测点的要求,选用Pt100铂热电阻作为测温元件。主要是:将温度变量转换为可传送的标准化输出信号,标准化输出信号主要为0~10mA和4~20mA(或1~5V)的直流电信号,符合Profibus总线技术的技术标准;Pt100温度传感器采用高纯度铂丝绕制而成,具有测温精度高、性能稳定、复现性好、抗氧化等优点,在基准、实验室和工业中被广泛应用,它的测量精度较高。物料在线温度监测系统结构如图1所示。
(2)为了使测量点尽可能接近物料落料点,以便真实反映物料的温度,最大可能的降低外界环境温度的影响,根据Pt100传感器的尺寸,设计了固定块,将传感器水平装入固定块的槽内,并保证水平放置的传感器探头有½漏出,安装槽其余的空隙使用环氧树脂胶填满,然后将此固定块安装在物料落料点处的振槽的槽体表面。这样传感器就可以监测物料的内部温度。如图2。
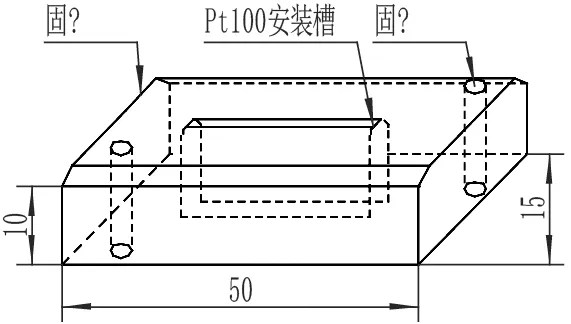
图1 Pt100固定支架结构图

图2 Pt100温度传感器
(3)将温度传感器的导线接入PLC的模拟输入模块的接线端子,温度转化成4~20mA的直流电信号传入PLC采集器,编制了PLC采集程序:


(4)确定函数关系式,上位机显示温度与现场实际温度显示误差范围≤0.5℃,PLC的I/O模块的输入4~20mA 对应实际温度 10~100℃。
(5)为了便于监测数据查询、观测,设定了基于wincc系统下的温度趋势图显示参数配置表,如图3、4、5。

图3 趋势图颜色

图4 趋势图采样周期
3 改进效果
对烘丝后的物料温度进行了统计,连续监测误差小于±0.5,实现了对温度检测的连续监测,见表1。经过三个月的设备运行情况统计,加装的温度检测系统运行良好,未发生故障。
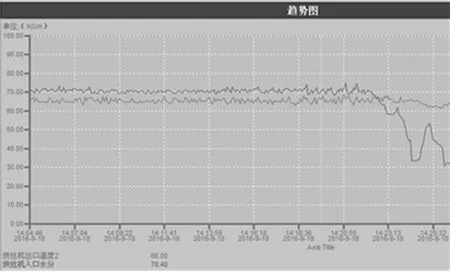
图5 温度检测趋势图
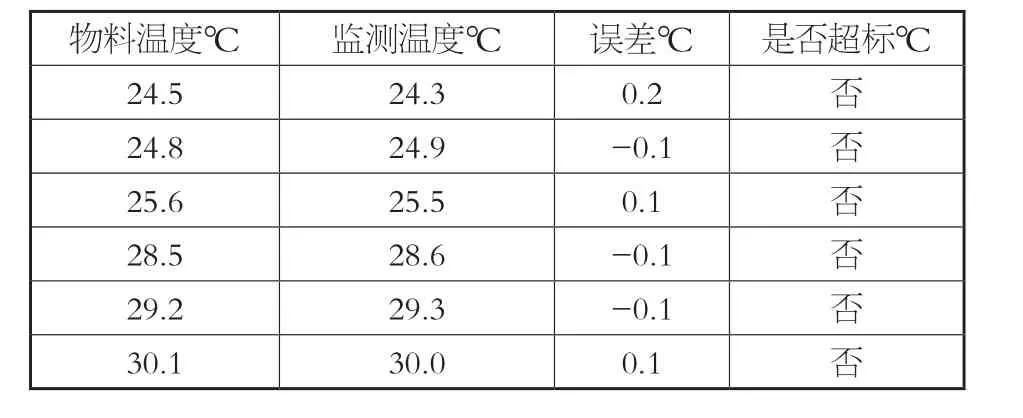
表1 显示温度与检测温度对比表
[1]张毅.自动检测技术及仪表控制系统[J].化学工业出版社,2012.
[2]于光明,孙秀梅.机械基础[J].机械工业出版社,2015.
[3]陈良元.卷烟生产工艺技术[M].郑州:河南科学技术出版社,2002.