采用磁性加工工具的厚壁圆管内面磁力研磨加工法的研究
2018-03-02刘江楠邹艳华龚佑发
刘江楠,邹艳华,龚佑发
(1.营口理工学院 机械与动力工程系,辽宁 营口 115014;2.日本宇都宫大学 工学部,日本枥木县宇都宫市,321-8585;3.鞍钢招标有限公司,辽宁 鞍山 114033)
厚壁圆管(厚度在10~20mm之间)内表面的加工,采用以往的磁力研磨加工方法由于加工部位的磁场强度变弱,需要长时间进行加工甚至陷入不能进行加工的状态。而厚壁圆管的应用,例如储存煤气的液化气罐、储存高纯度流体用的液化气罐和高纯度流体输送管道等,如果在液化气罐和输送管道的内面的表面粗糙度大的情况下,污染物堆积在内面的微小凹凸里就会发生腐蚀,以致产生龟裂、破断等危险的情况,如果在核能关联产业中导致放射性物质的泄漏就将是恶性的事件,因此,为了防止污染物在容器和输送管道内面的附着和滞留对内面的精密加工是必要的。在本次研究中,由于采用磁性加工工具,有效的增强了磁场强度,因此,可以实现厚壁圆管内面的精密加工。以SUS304不锈钢圆管(89.1×79.1×200mm)为例,实验研究了粗加工阶段与精加工阶段对厚壁圆管内面的表面粗糙度和圆度的变化规律。
1 加工原理
采用磁性加工工具的磁力研磨加工法(如图1所示)是通过磁性研磨浆,利用磁力来代替以往机械加工加工力的新的加工技术,是在加工区域,通过加工单元上的磁铁与磁性加工工具产生的磁场来保持磁性磨粒和加工对象之间产生相对运动,对工作物表面进行精密加工的方法。在利用磁性加工工具的磁力研磨加工法中,磁性加工工具由磁铁和磁性材料的刚体组成,因为磁性材料具有高的磁化率,所以磁性加工工具就具有较高的磁力。本加工法的特点为由于可以产生高的吸引磁力,磁性加工工具和工作物外侧设置的磁极之间可以实现远距离的控制,而且磁性加工工具追随磁极的旋转运动而旋转,与工作物之间产生相对的运动,在磁性加工工具的表面供给必要的磁性磨粒与研磨材料,这样就实现了厚壁圆管内面的精密加工。
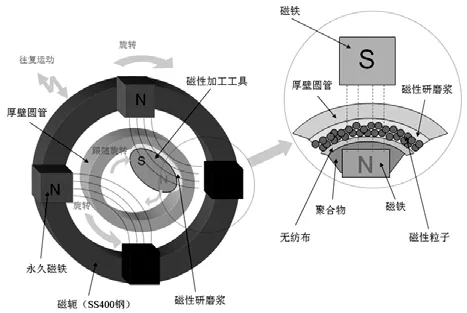
图1 厚壁圆管内面的加工原理
2 实验装置
图2为实验装置结构图。在本次研究中,所使用是自行设计的可以自动完成圆管内面加工的实验装置。加工单元为4个永久磁铁固定在磁轭上,并放置在往复运动台上。加工对象SUS304不锈钢钢管装夹在左侧的三爪卡盘上。用永久磁铁作为磁极可以保证加工时的磁场稳定,并且磁铁的尺寸较大(50×35×26mm)在加工区域所产生的磁力也较大,但是作为加工厚壁圆管内面的充足的磁力(加工力)是因为采用磁性加工工具而获得的。4个磁极是沿磁轭的圆周以N-S-S-N的形式排列的,并且可以改变磁极布置圆周直径的大小。与以往的实验装置相比,此实验装置可以实现加工对象和加工单元的自动旋转以及往复运动台的自动往复运动。因此,可以实现厚壁圆管内面的自动加工。
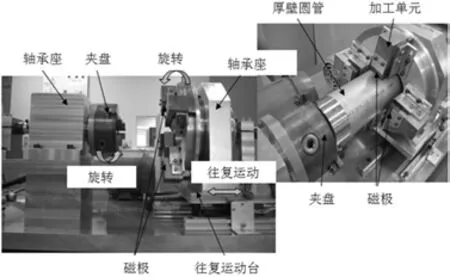
图2 实验装置实物图
3 实验条件
实验条件如表1所示。本次实验采用了包含粗加工阶段和精加工阶段的多阶段加工。由于作为实验加工对象的SUS304不锈钢钢管的内面比较粗糙,并且内面形状也不规整,因此,在粗加工阶段用直径比较大的磁性粒子与研磨材料,而在精加工阶段逐渐减小磁性粒子与研磨材料的直径。SUS304不锈钢钢管的旋转速度为88r/min,加工单元的进给速度为38mm/s,旋转速度为254 r/min,加工区域为80mm。
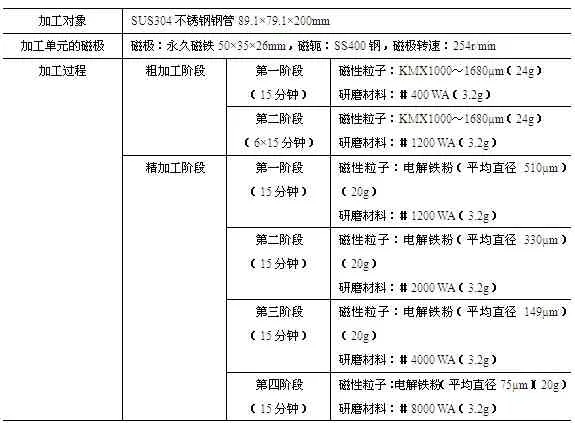
表1 实验条件
在粗加工阶段的加工时间为105分钟,经过粗加工后厚壁圆管内面的圆度得到了很好的改善。在精加工阶段加工时间为60分钟,厚壁圆管内面的粗糙度得到了很好的改善。实验时15分钟为一个阶段,每阶段停一次,将SUS304不锈钢钢管用超声波清洗机洗净,然后进行粗糙度和圆度的测量。磁性粒子、研磨材料和水溶性研磨液每个阶段更换一次。
4 实验结果与分析
4.1 粗加工阶段的结果分析
粗加工阶段厚壁圆管内面的粗糙度Ra和加工去除量M随时间的变化曲线如图3所示。实验结果表明,内面的粗糙度在加工的前30分钟改善的比较快,在后续的几个阶段中并没有得到较大的改善。在粗加工阶段厚壁圆管内面的粗糙度由4.9µmRa改善到0.13µmRa。
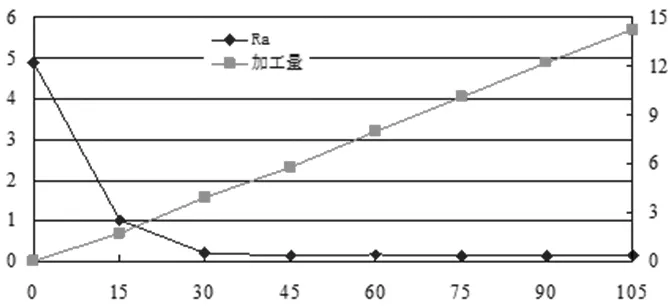
图3 粗加工阶段的粗糙度与加工量
图4所示为粗加工阶段每个阶段厚壁圆管内面的圆度的测量数据。实验结果表明,在粗加工阶段圆管内面的圆度由206µm改善到19µm,使圆管内面的形状精度得到了大幅度的提高。
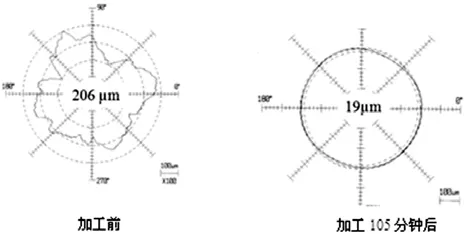
图4 粗加工阶段圆度的变化
4.2 精加工阶段的结果分析
精加工阶段厚壁圆管内面的粗糙度Ra和加工去除量M随时间的变化曲线如图5所示。实验结果表明,在精加工阶段厚壁圆管内面的粗糙度由0.13µmRa改善到 0.01µmRa。
图6所示为加工前与加工后的厚壁圆管内面的圆度数据。实验结果表明,在粗加工与精加工的165分钟后,厚壁圆管内面的圆度由加工前的206µm被改善到加工后的13µm。通过本研究可以证明采用此方法可以有效的对厚壁不锈钢钢管进行内面的精密加工。
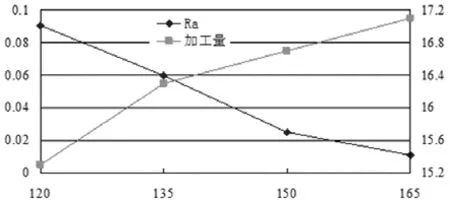
图5 精加工阶段的粗糙度与加工量

图6 加工前后圆度的比较
5 结语
(1)设计了厚壁圆管内面磁力研磨加工的实验装置,实现了加工对象与加工单元的相对转动和往复运动台的自动往复运动。
(2)在粗加工阶段,厚壁圆管内面的圆度得到了很好的改善,由于使用的磁性粒子和研磨材料的粒径大,所以材料去除量大,对形状精度的改善是有利的。
(3)在精加工阶段,厚壁圆管内面的粗糙度得到了很好的改善,由于使用的磁性粒子和研磨材料的粒径比较小,所以材料去除量相对也小,但对表面精度的改善是有利的。
(4)实验表明,采用磁性加工工具的磁力研磨加工法可以对厚壁圆管内面进行精密加工。
[1]H. Yamaguchi, T. Shinmura and T. Kaneko, Development of a New Internal Finishing Process Applying Magnetic Abrasive Finishing by Use of Pole Rotation System [J]. Jpn. Soc. Prec. Eng.30 4 (1996), pp. 317–322 [in Japanese] .
[2]Yanhua Zou and T. Shinmura, Study on Magnetic Field Assisted Machining Process Using Magnetic Machining Jig [J].Japan for Abrasive Technology, 48 8 (2004), pp. 444-449. [in Japanese]
[3]H. Yamaguchi and T. Shinmura, Study on a new internal finishing process by the application of magnetic abrasive machiningdiscussion of the roundness [J]. Jpn. Soc. Prec. Eng. 62 11 (1996),pp. 1617–1621 [in Japanese] .
[4]YanhuaZou, JiangnanLiu and Takeo Shinmura,Study on Internal Magnetic Field Assisted Finishing Process Using a Magnetic Machining Jig for Thick Non-Ferromagnetic Tube [J]. Advanced Materials Research Vol. 325 (2011) pp 530-535.