卧式车床的电气研究与西门子PLC
2018-03-01刘野
刘 野
(中捷机床有限公司 辽宁 沈阳 110142)
1 西门子PLC
西门子PLC是德国西门子公司针对于生产控制而研发的产品,在冶金、化工、机械等领域广泛应用,主要的产品有S7-200、S7-300、S7-400、工业网络、HMI人机界面、工业软件等,如图1。

图1 西门子PLC
S7-200可编程控制器是一个超小型小型的设备,同时还带有自动检测、监控等,单机和网络都可以实现控制。
S7-300是一个小型的PLC,同时本身模块可以进行随意组合,具备高速的运算,对于S7-300系统集合了人机界面操作,这样就会减少软件的编程,与S7-200相比,还带有数据处理传送系统,可以更好的监控和诊断系统的运行情况。
S7-400为无风扇设计,可靠性更稳定,是一种高性能的可编程控制器,如果需要控制系统扩大和升级,只要增加一个模板就可以。
工业通讯网络,这个是西门子自动化系统的基础,是一个网络平台。
人机界面软件,包含两种分别为机器级ProTool和监控级WinCC,ProTool使用范围广,从操作面板到标准PC都可以应用,WinCC是一个面向监控和数据采集的软件。
2 设备软件
编程软件是要是协助操作者对机器进行控制,是设备的翻译员,同时还具有对设备进行参数设计与加密的功能,实现输入、编辑、编译的功能。
指令系统包含指令树、状态图、状态栏等,指令树是项目对象和程序编程器的树形视图,状态栏是输入、输出和变量的监视图,状态栏是提供操作时候的信息栏。
监视系统用来选择程序数据显示窗口显示不同程序编辑器,例如语句、梯形体等,可以对数据、符号进行设定,同时还可以对系统快、交叉引用以及通讯参数进行设置。
仿真软件(如图2),是模拟生产时候的控制状态,所具有的功能有PLC寄存器、硬件诊断、变量监控、程序调试等。

图2 S7-200仿真软件
软件设计时候,要保证机床编程使用后定时精度和定时范围的准确性,定时器有1ms、10ms和100ms,保证机床数控装置的精度,才能保证机床加工的精度。
3 电气控制原理分析
对于卧式车床的电气控制系统,系统中包含主电路和控制电路,主电路(如图3)中有三种电机,分别控制车床的主轴,溜板的运动以及冷却系统电机。
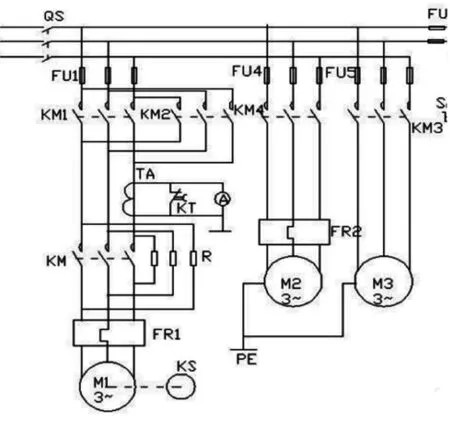
图3 主电路图
对于机床的主电路研究,最基本的就是主轴的正反转,因为卧式车床在加工时候,需要主轴进行正反转运动,如上图线路图所示,主轴的电机为M1,当KM1闭合,KM2断开时候,主轴电机M1为正转,反过来KM1断开,KM2闭合,主轴为反转。
在卧式车床的电气控制系统中,有绕组电流监控装置,也就是电流表A,它是监控M1电机主电路中绕组电流的,这个原理为TA线圈在主线路中有一相与之连接,当电流中有电流时候,产生感应电流,这时候KT为常闭状态,如果KT断开,A表就会检测到绕组电流。
KS的作用是对主电路中的M1电机的转速进行监控,电机M2控制的为冷却液,机床在进切削时候,闭合KM4,电机工作,M3为溜板箱运动的电机,通过闭合KM3进行控制,由于移动时候可以是点动,所以在电路中不设置过载保护,只有短路保护。
车床的控制电路主要是对主轴电动机的制动、反转制动、移动电机的制动、照明系统等的电路控制,对于卧式车床的电气控制系统的设计要避免主轴电机启动后行程自锁,同时还需要对布线进行设计,例如在电气柜外部布线时候,需要在管道或者机床底座内走线,不应该产生线头。
4 结语
可编程控制系统的设计要采用接线少、体积和功耗要小、控制反应速度快,可靠性高,同时控制逻辑要简单,操作性要强,配备适当的控制系统,将卧式车床控制功能和自动化生产水平得到提高,对于PLC软件设计,要通过I/O点数和性价比等因素,降低成本,选取合理的控制装置,综合分配PLC地址和梯形图,实现卧式车床的自动化控制。
[1]高凌云.基于PLC的气动自动生产线研究[D].西南石油大学,2011.
[2]范永胜.电气控制与PLC应用[M].北京:中国电力出版社,2007.
[3]廖常初.可编程控制器的编辑方法与工程应用[M].重庆:重庆大学出版社,2001.
[4]郑风翼.图解PLC控制系统梯形图和语句表[M].北京:人.