型钢煤气柜并网优化控制技术的应用
2018-02-28吴光宇周西涛
吴光宇 周西涛
摘要 本文依据煤气柜运行的历史数据,发现影响煤气柜回收速率各因素间的数学关系。通过PLC系统依据各气柜当前柜容调节其各自的回收速率,实现双气柜的在线并网运行。
【关键词】煤气回收速率 煤气柜并网
影响双煤气柜并网运行顺利与否的重要原因是两个并网煤气柜的回收速率是否一致。深入学习煤气柜的生产工艺,总结煤气柜的运行积累的生产经验,发现影响煤气柜回收速率的各种因素,通过设备改造和自控系统的优化,消除和控制影响气柜回收速率的因素,实现双柜的并网运行。
1 影响煤气回收速率的因素
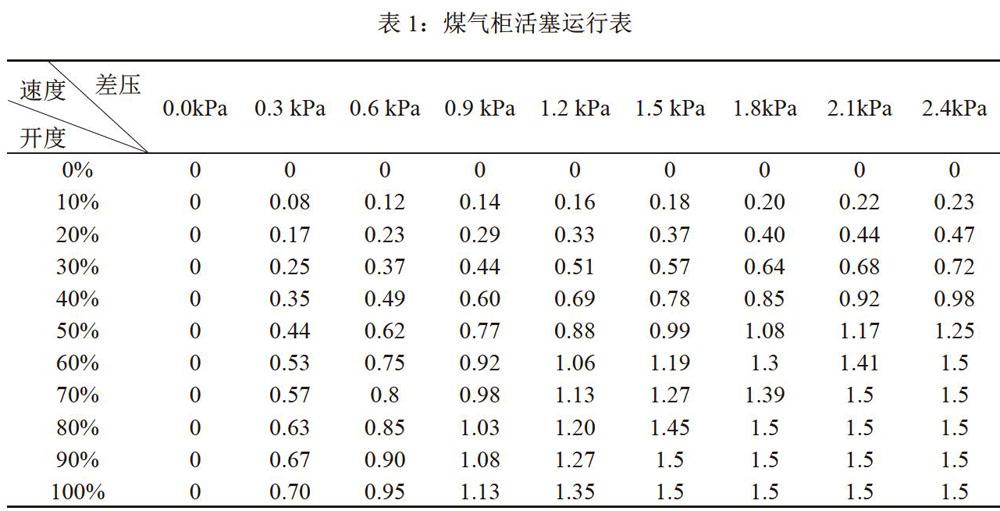
根据煤气柜运行历史数据,列出煤气柜活塞运行速度(最大量程1.5m/s)、进出口调节阀开度、柜内气体与煤气管网压力差关系表,见表1。
其中差压用p表示,速度用s表示,进出口调节阀开度用m表示。
当0.6kPa
m≈0.63÷p
当p>0.9kPa时
m≈0.61÷√p
在气柜入口阀门开度一定的条件下,影响煤气柜回收速率的原因是煤气管网与煤气柜柜内的气体压差。决定管网与柜内气体差压的因素有:Pl煤气柜的设计压力,即煤气柜活塞悬浮时候柜内气体的理论压力。P2管道压损,是煤气流经并网接点与煤气柜之间管道时,全程阻力造成的压力损失之和。影响压力损失的因素有:管道长度、管道弯头数量、管道上的阀门。
2 设备优化
莱钢集团型钢能源动力厂的16.5万立方米气柜原运行压力为8.15kPa,8万立方米煤气柜为3.OkPa。两座气柜的压力不一致,运行中压力小的气柜回收速率更快。为了使两座气柜的回收速率基本一致,首先使兩座气柜的运行压力一致。则降低16.5万立方米气柜的活塞配重,使其运行压力降至3.OkPa。
由于管道的压损也是影响管网与柜内差压的重要因素之一。为了16.5万柜与8万柜的差压保持一致,要选择合适的并网点,要满足:
(1)转炉到两个气柜的管道材质一致;
(2)转炉到两座煤气柜的管道距离相差不大:
(3)转炉到两座煤气柜的管道路径上的弯头数量相差不大。
3 并网控制
煤气柜主要用来存储煤气,并无实质性煤气消耗,其主要参数为煤气的流入量和流出量。其模型表达式为:
上式中,Qin为煤气流入量,Qout为煤气流出量,k表示流量变化与缓冲单元变化的比例系数,Ah表示煤气缓冲单元的高度变化量。
据煤气柜运行历史数据,列出煤气柜活塞运行速度进口调节阀开度、柜内气体压力与煤气管网压力差关系根据差压一定情况下,速度与阀门开度在70%以内大约程线性关系,70%到100%程序非线性关系。
由此可见,在大部分开度内,活塞速度与阀门的开度是成正比例的关系,即煤气柜的柜容变换率与阀门的开度成正比例关系。16 5万煤气柜改造后,可以利用的存储容积也为8万立方米。为平衡两个气柜的回收量,高柜位气柜的阀门需要关小,减少煤气的流入量。低柜位气柜的阀门需要开大,提高煤气的流入了。令h1为8万柜柜位,m1为8万柜入口阀门开度;h2为16.5万柜柜位,m2为16.5万柜入口阀门开度,则:
ml =h2/(h1+h2)
m2=hl/(h1+h2)
这样柜位越高,煤气的流入量越小;柜位越小,煤气的流入量越大。能有效平衡两座气柜的柜容,使两座气柜的柜容基本一致,最大化利用气柜的存空间和回收能了,同时保证了管网煤气通过的截面积,不会出现两个气柜的阀门开度都很小造成管道压力过高放散的情况。
4 结束语
本项目通过改造16.5万煤气柜本体和转炉煤气系统的管道,将16.5万煤气柜改为可以回收存储转炉煤气的煤气柜。同时将转炉煤气并入混合煤气的并网点改在高焦混合煤气加压站处。将转炉煤气加压站与混合煤气加压站合并一处,方便煤气的统一调配,为转炉煤气回收水平进一步提高创造了条件。自动控制系统的优化实现了煤气柜的集中控制,减少了人员配置,方便了煤气的混合调配。控制系统的自动化水平很高,仪表系统测量精确。改造完成后实现双煤气柜的在线并网运行,提高了转炉煤气的回收利用率,改善了型钢煤气柜系统设备闲置率高的问题。该项目从现场设备改造到系统网络搭建,再到控制软件的开发,从开始到实施各个阶段,一直得到各级领导的大力支持,以及煤气柜运行人员、电气、仪表等各方面技术人员的大力支持,在项目实施过程中各专业间多次交流,在相关施工方的密切配合下,使本项目达到较高技术水平。本项目实施后,整个煤气控制系统的各个环节之间衔接更加紧密。使得仪控系统数据参数更加可信,控制更加可靠、安全,达到了预期的效果。
系统的投运,在减少煤气排放,发展循环经济方面做出了巨大的贡献,给整个厂区的煤气用户带来了巨大的经济效益。
参考文献
[1]丁昊,某钢厂转炉煤气回收并网系统优化改造实践[J].机电信息,2016.
