钛合金干涉螺栓应力波安装质量模拟研究
2018-02-28曹增强杨晓娜左杨杰仇继伟
曹增强, 杨晓娜,左杨杰,仇继伟
(现代设计与集成制造教育部重点实验室(西北工业大学),西安 710072)
机械连接具有高可靠性、便拆卸、传载大等优点,是现代飞机装配最主要的连接方式之一[1-3].干涉螺接方法可成倍提高接头的疲劳寿命[4-5],钛合金高锁螺栓以其高比强度、长疲劳寿命等优点被广泛应用于干涉螺接结构中,例如B747装配过程中钛合金高锁螺栓的使用数量达到4万枚[6].
钛合金干涉高锁螺栓的安装质量对于接头强度和疲劳寿命具有重要影响[7-8].普通的安装方法包括冷缩和强迫安装.其中,冷缩法利用冷却液对干涉螺栓实施冷缩安装,成本较高,可安装干涉量小,如液氮冷却安装;强迫安装利用拉、压等方式完成干涉螺栓安装,安装过程视为准静态过程,操作简便,成本较低,但安装损伤较大,可安装干涉量小,如压力机安装、拉枪安装等.对于强迫安装方法,姜杰凤等[9-10]利用数值模拟和实验对M8钛合金高锁螺栓压铆安装工艺进行了研究,发现安装孔出口0.2×120°倒角可有效减小凸瘤并降低局部应力集中.Brady等[11]研究发现,干涉量较大时强迫安装容易造成孔口裂纹; Li等[12]亦发现,钛合金干涉高锁螺栓强迫安装易造成复合材料结构孔壁局部分层.然而,随着大型军用和民用飞机的兴起,大直径、厚夹层、高干涉量钛合金高锁螺栓需求不断增加,普通方法难以满足其安装要求.应力波安装是解决此类问题的有效方法,其安装干涉量大、安装损伤小[13-14],但其安装机理目前尚不完全清楚,对于安装工艺的系统分析尤其缺乏,导致这一工艺的应用受到限制.
本文建立了夹层厚度29 mm的M8钛合金高锁螺栓应力波安装模型,对其安装工艺参数进行分析,并进行了相应的安装试验验证,为钛合金高锁螺栓应力波安装的工程应用提供工艺指导.
1 安装模拟
利用ABAQUS/Explicit分析模块建立钛合金高锁螺栓应力波安装模型,对比分析干涉量、摩擦因数和安装次数对安装阻力和凸瘤的影响,优化安装工艺.
1.1 几何模型
图1为有限元模型的几何结构示意图,其中:d为高锁螺栓直径,L为高锁螺栓光杆长度,t1、t2为单层板厚度,D为安装孔直径,W为层板宽度,e为孔边距.几何模型详细参数见表1.参照我国某型号飞机厚夹层接头,选用M8的Ti-6Al-4V平头高锁螺栓为安装对象,为了保证收敛性和降低运算量,模型中忽略螺栓螺纹部分,选用双层7075-T651铝合金层板,安装孔入口处倒0.8 mm圆角.安装模型名义宽径比W/d=6,名义端距比e/d=4,可忽略边距效应[15].如表2所示,对3组典型的相对干涉量I进行模拟分析,其中,I满足
(1)

图1 钛合金高锁螺栓安装模型几何结构示意图
Fig.1 Geometry model of titanium hi-lock bolt installation

表1 试样几何参数

表2 数值模拟中的相对干涉量
1.2 模拟过程
钛合金高锁螺栓安装模型的网格划分和边界条件如图2所示.为提高运算效率,取1/4试样建模,采用具有增强沙漏控制的三维8节点线性减缩积分单元C3D8RT划分网格,对螺栓与孔壁的接触部分进行网格加密.在Interaction模块中,为防止材料之间互相嵌入,在螺栓光杆及导入部和叠层板孔壁、上层板下表面和下层板上表面之间定义为主被动面接触对.模拟采用库伦摩擦模型τ=μσ,模型中将摩擦因数简化为固定值μ=0.05,该值是在含有润滑剂情况下所得试验数据的中间值[16].
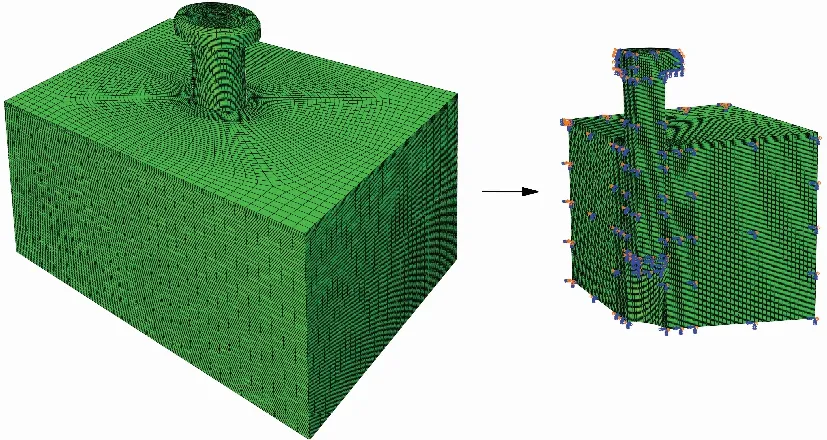
图2 安装模型网格划分和边界条件
Fig.2 Meshing and boundary conditions of titanium hi-lock bolt installation model
在Step模块中,通过设置历史变量输出读取接触处的安装阻力分布.对模型长度方向的端面施加固定约束,对对称面施加对称约束,上层板顶面施加均布载荷q=2 MPa,模拟叠层板的预紧压力.采用热力耦合动态分析步,根据加载试验结果将分析步时长设置为2 ms,为高锁螺栓建立参考点并将其与螺栓头顶面耦合约束.考虑到应力波安装速度高,且螺杆长度相对较短,将安装过程简化为动态匀速加载,对参考点施加均匀位移载荷.
M8钛合金高锁螺栓与试样材料属性见表3和表4[17],其中:E为弹性模量,υ为泊松比,ρ为材料密度,σr0.2为材料屈服强度,σb为材料抗拉强度,α为热膨胀系数,λ为热传导率,c为比热容.
表3钛合金高锁螺栓和铝合金层板材料力学性能
Table 3 Mechanical properties of titanium hi-lock bolt and aluminum sample
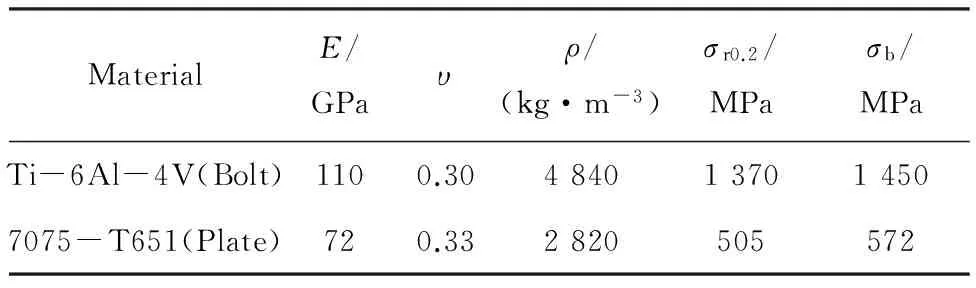
MaterialE/GPaυρ/(kg·m-3)σr0.2/MPaσb/MPaTi-6Al-4V(Bolt)1100.304840137014507075-T651(Plate)720.332820505572
表4钛合金高锁螺栓和铝合金层板材料物理性能
Table 4 Physical properties of titanium hi-lock bolt and aluminum sample

Materialα/(10-6K-1)λ/(W·m-1·K-1)c/(J·kg-1·K-1)Ti-6Al-4V(Bolt)8.815.29607075-T651(Plate)20.5130.02562
2 试验验证
为了对有限元分析结果进行验证,利用西北工业大学生产的EMR-1000半自动化电磁铆接设备进行M8的Ti-6Al-4V平头高锁螺栓安装试验,安装设备和试样如图3所示.其中,安装枪重20 kg,电磁铆接设备放电回路电感28 μH,放电电容18.8 mF,等效电阻23 mΩ,线圈匝数为34匝.试件材料和厚度与有限元模拟时的相同,试件两端通过螺栓连接固定以避免安装孔错位,试件长280 mm,宽92 mm.每组试件设计10个螺栓安装孔,宽度方向孔距42 mm,长度方向孔距50 mm,边距效应可以忽略.安装过程中,以螺栓头与试件表面目测贴合作为安装成功判断标准.为了保证干涉量的准确度,安装孔采用1次钻孔+3次铰孔的方式加工.参数研究中每组参数做3次试验,以减小偶然误差.
试验中,利用石英压力传感器对安装阻力进行测量.安装结束后,利用IFM-G4表面质量测量仪对安装孔出口处进行扫描,测量最大安装凸瘤高度.利用线切割技术解剖试件,采用SEM扫描电镜对安装表面形貌进行观察.由于上层板件所受安装挤压时间最长,孔壁变形最明显,因此试验观察点位选取上层板件中间孔壁位置.

图3 安装设备和试样
3 结果与讨论
3.1 安装阻力
安装干涉紧固件时,干涉量引起安装阻力,过高的安装阻力导致安装困难,甚至造成紧固件无法安装.图4为1.0%、1.5%和2.0%干涉量下模拟和试验的安装阻力变化曲线.由图4可知:安装阻力模拟值与试验值变化趋势一致,安装阻力随安装位移的增加而增加;由于试验过程中应力波在叠层板之间不断反射叠加,试验值呈波动上升且高于模拟值,模拟值呈平滑上升;干涉量的增加引起安装阻力斜率上升,并导致更高的最终安装阻力.对比姜杰凤等[9]的研究结果,应力波安装方法最终安装阻力明显小于相同条件下静态安装阻力,1.0%、1.5%和2.0%干涉量最终安装阻力模拟值分别为3.67、4.28和4.63 kN,与试验值相对误差分别为8.25%、24.11%和24.22%.
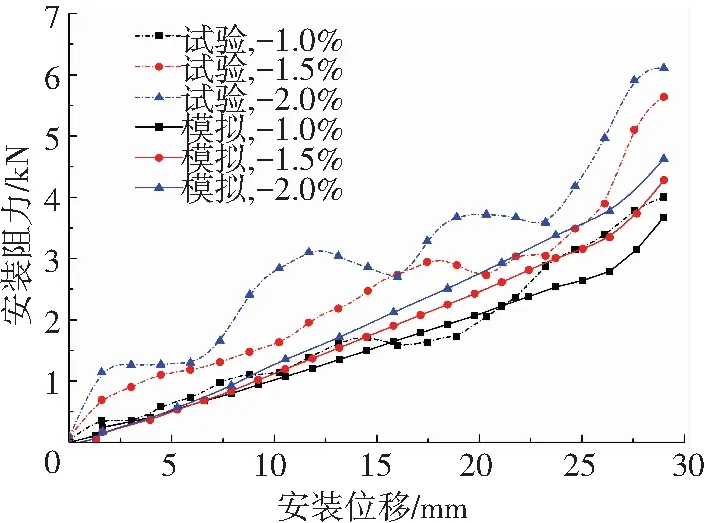
图4 不同干涉量下模拟和试验得到的安装阻力
Fig.4 Simulation and test results of the installation resistance at different interference fit sizes
安装接触面摩擦因数对安装摩擦阻力有重要影响,然而试验中摩擦因数的影响因素复杂,难以定量研究,本文利用数值模拟对摩擦因数μ=0.05、0.10和0.15进行研究,结果见图5.由图5可知:1.0%、1.5%和2.0%干涉量下,最终安装阻力对摩擦因数均十分敏感;μ=0.15时最终安装阻力分别达到μ=0.05时的2.95倍、3.02倍和3.17倍.综上所述,降低安装接触面摩擦因数对降低安装阻力的有显著效果,工程应用中应通过提高孔壁和螺栓表面光洁度、增加润滑剂等方式降低安装阻力.
实际工程中,由于高干涉量、厚夹层等原因导致安装阻力过大,紧固件无法一次安装到位,需要二次甚至多次安装.

图5干涉量1.0%、1.5%和2.0%下摩擦因数μ=0.05、0.10和0.15时的最终安装阻力模拟值分布
Fig.5 Peak value distributions of installation resistance at interference fit size 1.0%, 1.5%, and 2.0% corresponding toμ=0.05, 0.10 and 0.15, respectively in simulations
二次安装过程中,由于安装次数之间存在时间间隔,孔壁材料发生冷作硬化,紧固件杆与安装孔壁接触面的粘着效应增加,再次安装时需要大幅度提高加载幅值以驱动紧固件安装.图6为高干涉量2.0%下一次安装和首次安装70%后再次安装的安装阻力试验和模拟结果对比图.
由图6可知:二次安装下初始安装阻力陡然上升,需要大幅度增加安装应力波幅值驱动螺栓安装,安装难度明显提高; 二次安装时最终安装阻力的模拟值和试验值较一次安装分别提高了14.6%和14.5%,模拟值得到验证.因此,工程应用中应避免使用二次或多次安装,以减小安装难度.
3.2 最大凸瘤高度
凸瘤是导致接头应力集中的重要原因之一,同时引起叠层板局部分离,加快局部摩损腐蚀,易成为连接接头损伤的萌生点.在相同安装情况下,凸瘤越高,应力集中越明显,最大凸瘤高度是安装质量的间接评估标准之一.本文中最大凸瘤高度的模拟值通过读取安装孔出口处节点沿安装方向的最大位移获得,最大凸瘤高度的试验值利用IFM-G4表面质量测量仪测量安装孔出口处材料相对未变形试件表面凸出的最大值获得.
不同干涉量下的最大凸瘤高度模拟值及试验验证如图7(a)所示,可知:最大凸瘤高度随干涉量增大呈线性增长,模拟值与试验值较吻合;干涉量2.0%时,最大凸瘤高度模拟值达到0.073 mm.图7(b)为摩擦因数对最大凸瘤高度影响的模拟结果,由图可知:当干涉量为1.0%和1.5%时,摩擦因数增大,最大凸瘤高度增加不明显;当干涉量为2.0%时,最大凸瘤高度对摩擦因数十分敏感,μ由0.05增加到0.15时,最大凸瘤高度由0.073 mm急剧增加到0.201 mm.
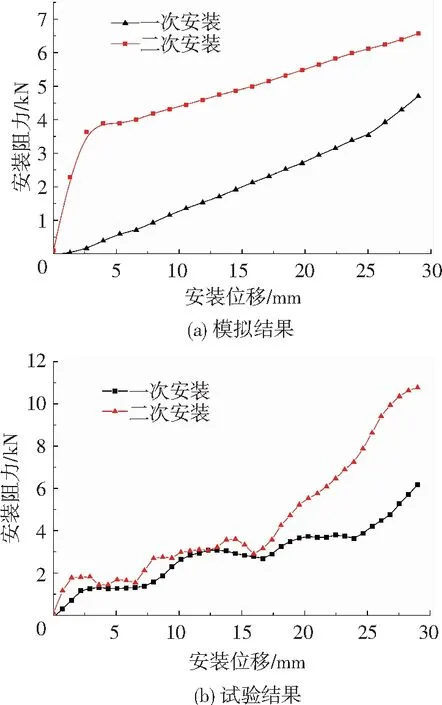
图62.0%干涉量下一次和二次安装时的安装阻力对比
Fig.6 Comparison of installation resistances driving by one time and two times at interference fit size 2.0%:(a) simulation results; (b) test results
对于多次安装,紧固件表面润滑油遭到破坏,再次安装时摩擦系数增大,安装孔壁表面剪切损伤增加,孔壁材料随着安装方向的流动性增多,形成较高凸瘤.对干涉量2.0%下的一次安装和二次安装最大凸瘤高度进行试验测量,结果发现,二次安装下最大凸瘤高度是一次安装的1.6倍,最大凸瘤高度高达0.116 mm.由此可见,工程实践中应尽量选取许用范围内较低安装干涉量,避免二次安装紧固件.1.0%~1.5%干涉量下,摩擦因数可选用0.1~0.15,以获得较好的经济性和实用性,高干涉量时(如2.0%),建议采用摩擦因数0.05~0.1以降低最大凸瘤高度.
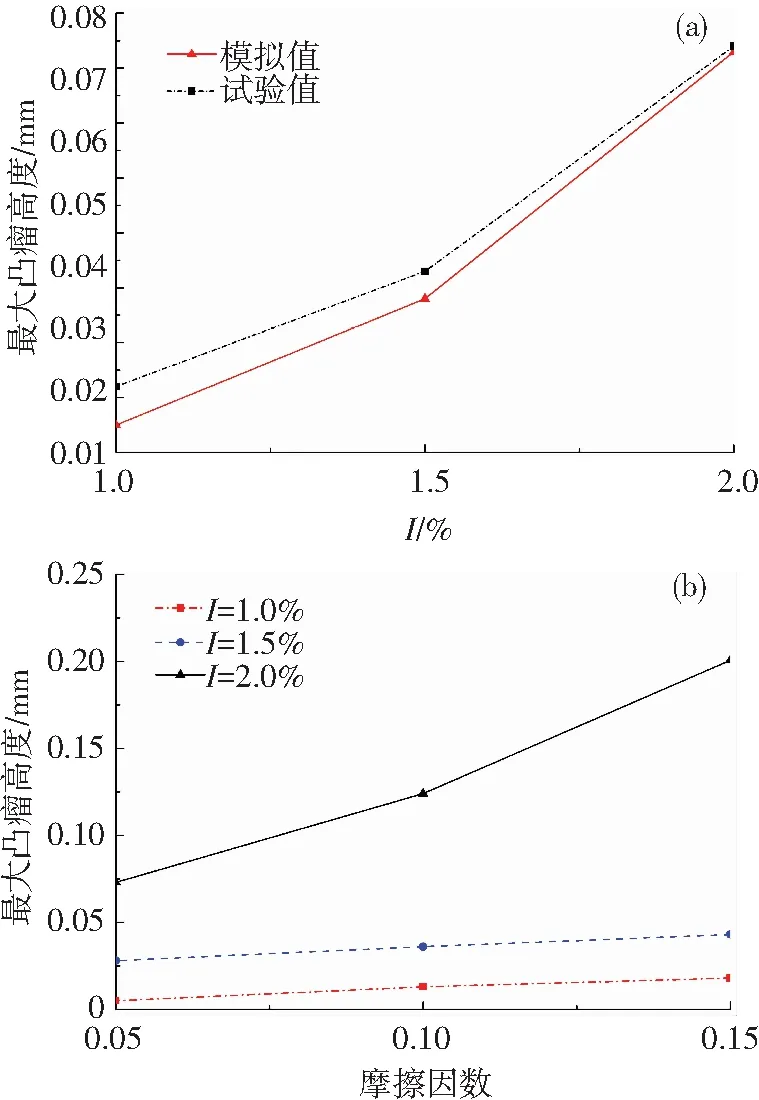
图7 干涉量(a)和摩擦因数(b)对最大凸瘤高度的影响
Fig.7 Influence of interference fit size (a) and friction coefficient (b) on peek protuberance height
3.3 孔壁表面形貌
安装孔壁表面质量是衡量紧固件安装接头质量的重要指标之一.紧固件动态安装过程中,螺栓对孔壁进行挤压,孔壁发生弹塑性变形.合适的挤压可实现孔壁强化,抑制微小裂纹扩张,增加接头疲劳寿命.高锁螺栓安装前孔壁形貌如图8所示,安装前孔壁铰孔痕迹清晰,沿安装方向呈阶梯状分布,孔壁凹坑明显,表面质量较差.
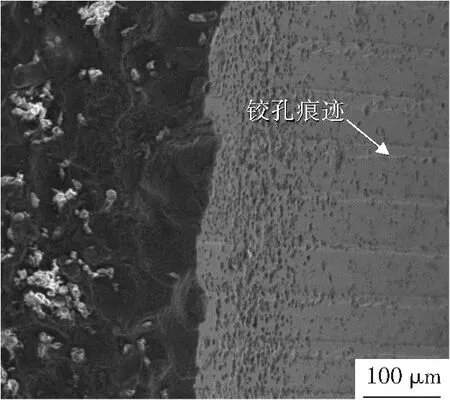
图8 安装前孔壁表面形貌
图9为不同干涉量下螺栓安装后上层板件孔壁等效塑性应变模拟值分布和试验得到的表面形貌对比.由图9可知:干涉量1.0%时,安装孔壁开始发生小量挤压,孔壁塑性变形很小,开始形成贯通压痕,铰孔痕迹依然可见;干涉量1.5%时,孔壁挤压程度加深,孔壁塑性变形明显,铰孔痕迹消失,孔壁形成清晰均匀的贯通压痕;当干涉量增加到2.0%时,孔壁发生大量塑性变形,安装孔出口观查到孔壁材料挤出,孔壁发生切削损伤,表面形成明显犁沟,拉伸载荷下犁沟凹陷处易引起应力集中,不利于接头传载.综上考虑,1.5%干涉量下孔壁表面质量优于1.0%和2.0%干涉量.
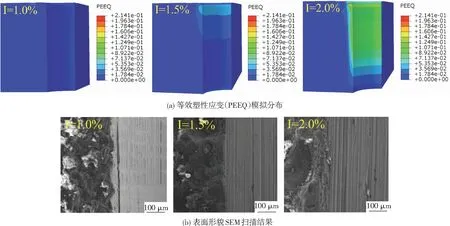
图9 干涉量对安装孔壁变形的影响
Fig.9 Influence of interference fit size on surface quality of installation hole:(a) distribution of equivalent plastic strain (PEEQ) in simulation; (b) surface quality of installation hole examinated by SEM
干涉量2.0%下,二次安装孔壁表面形貌如图10所示,可以看出,与一次安装相比,二次安装由于安装次数存在时间间隔,首次安装后孔壁表面易发生冷作硬化,形成明显表面层叠累积,但此现象对接头强度和疲劳寿命的影响有待进一步研究.
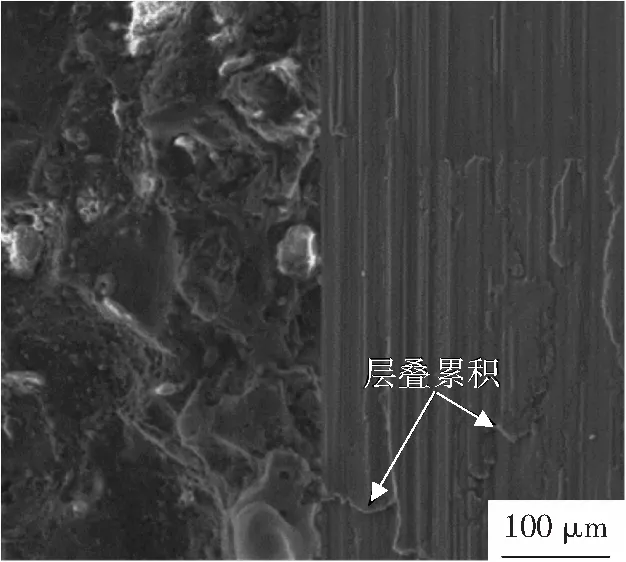
图10 二次安装下孔壁表面形貌
Fig.10 Surface quality of installation hole examinated by SEM driving by two times
4 结 论
1)本文建立了M8厚夹层钛合金高锁螺栓应力波安装模型,结合试验对其主要安装工艺参数进行了对比分析,验证了有限元模型的正确性.
2)同等条件下,应力波安装阻力低于强迫安装,增加干涉量将引起安装阻力显著上升;低干涉量下,安装阻力受摩擦因数影响不明显,选用摩擦因数0.1~0.15具有较好经济性和实用性;高干涉量下,安装阻力对摩擦因数十分敏感,建议采用摩擦因数0.05~0.1以有效降低安装难度和最大凸瘤高度.
3)1.0%干涉量下孔壁仅发生小量塑性变形,并开始形成贯通压痕,但铰孔痕迹依然可见;2.0%干涉量时孔壁发生大量塑性变形,孔壁发生划伤,犁沟清晰可见;1.5%干涉量下孔壁挤压塑性变形明显,铰孔痕迹消失,孔壁形成清晰均匀的贯通压痕,孔壁表面质量最优.
4)二次安装导致最终安装阻力大幅上升,最大凸瘤高度是一次安装的1.6倍,安装孔壁形成明显表面层叠累积,工程应用中应避免使用.
[1] RAMAMURTHY T S. Analysis of interference fit pin joints subjected to bearing bypass loads[J]. Aiaa Journal, 2015, 28(10):1800-1805.
[2] 姚星宇, 王建军, 翟学. 航空发动机螺栓连接薄层单元建模方法[J]. 北京航空航天大学学报, 2015, 41(12):2269-2279.
YAO Xingyu, WANG Jianjun, ZHAI Xue.Modeling method of bolted joints of aero-engine based on thin-layer element[J]. Journal of Beijing University of Aeronautics and Astronautics, 2015, 41(12):2269-2279.
[3] 曹春平,王国杰,孙宇,等.VLF-RRIM复合材料多螺栓连接承载分布研究[J].材料科学与工艺,2015, 23(2):81-85.
CAO Chunping, WANG Guojie, SUN Yu, et al.Research on the load distribution of multiple bolted connection between VFI-RRIM composites and alloy plate[J]. Materials Science & Technology, 2015, 23(2):81-85.
DOI: 10.11951/j.issn.1005-0299. 20150214.
[4] ZHANG Q, CAO Z, WEI F, et al. Mechanical analysis of a pin interference-fitted sheet under tensile loading[J]. Journal of Aerospace Engineering, 2016, 29(4):04015085.
DOI:10.1061/(ASCE)AS.1943-5525.0000592.
[5] LÜ X, ZHAO J, LI H, et al. Effect of interference fits on the fatigue lives of bolted composite joints[J]. Journal of Shanghai Jiaotong University, 2016, 21(6):648-654.
DOI: 10.1007/s12204-016-1777-1.
[6] 赵庆云,刘风雷,刘华东.世界先进航空紧固件进展[J]. 航空制造技术,2009(3):54-56.
ZHAO Qingyun, LIU Fenglei, LIU Huadong. Development of advanced aerospace fastener[J]. Aeronautical Manufacturing Technology, 2009(3):54-56.
[7] 赵庆云, 陈群志, 黄宏, 等. 7050-T7451干涉螺接双剪接头疲劳寿命与失效模式研究[J]. 机械科学与技术, 2015, 34(5):808-811.
ZHAO Qingyun, CHEN Qunzhi, HUANG Hong, et al. Fatigue life and failure analysis of 7050-T7451 interference-fit double-shear bolted joints[J]. Mechanical Science & Technology for Aerospace Engineering, 2015, 34(5): 808-811.
[8] SONG D, LI Y, ZHANG K, et al. Micromechanical analysis for microscopic damage initiation in fiber/epoxy composite during interference-fit pin installation[J]. Materials & Design, 2016, 89:36-49.
DOI: 10.1016/j.matdes.2015.09.118.
[9] 姜杰凤,董辉跃,毕运波.高锁螺栓干涉配合安装工艺参数对凸瘤的影响分析[J].航空学报, 2013, 34(4): 936-945.
JIANG Jiefeng, DONG Huiyue, BI Yunbo. Analysis of process parameters influencing protuberance during interference fit installation of hi-lock bolts[J]. Acta Aeronautica Et Astronautica Sinica, 2013, 34(4): 936-945.
DOI:10.7527/S1000-6893. 2013.0154.
[10] 姜杰凤, 董辉跃, 柯映林. 高锁螺栓干涉连接中极限干涉量[J]. 机械科学与技术, 2013, 49(3): 146-152. DOI:10.3901/JME.2013.03.145.
JIANG Jiefeng, DONG Huiyue, KE Yinglin. Maximum interference fit size of Hi-lock bolted joints[J]. Mechanical Science and Technology for Aerospace Engineering, 2013, 49(3):146-152.
[11] BRADY B G. Cracking during the installation of interference fit fasteners and bucked rivets in 7050-T7XXX machined aluminum parts[C]// Proceedings of IMECE2006, Chicago: ASME, 2006: 1-7.
[12] LI J, LI Y, et al. Interface damage behavior during interference-fit bolt installation process for CFRP/Ti alloy joining structure [J]. Fatigue & Fracture of Engineering Materials & Structures, 2015, 38(11): 1359-1371.
DOI: 10.1111/ffe.12313.
[13] CAO Z Q, QIN Q H. A study on driving interference-fit fastener using stress wave[J]. Materials Science Forum, 2006, 532-533: 1-4.
DOI: 10.4028/www.scientific.net/MSF.532-533.1.
[14] DENG J H, YU H P, LI C F. Numerical and experimental investigation of electromagnetic riveting[J]. Materials Science and Engineering, 2009, 499(1/2): 242-247.
DOI: 10.1016/j.msea.2008.05.049.
[16] SAMUEL BAHA I I, KLAPP O, HESEBECK O. Simulation of the solid rivet installation process[J]. Sae International Journal of Aerospace, 2010, 3(1):411-416.
[17] MCCARTHY C T, MCCARTHY M A, STANLEY W F, et al. Experiences with modeling friction in composite bolted joints[J]. Journal of Composite Materials, 2005, 39(21): 1881-1908.
DOI: 10.1177/0021998305051805.