PLC可编程控制器在冷凝水回收器中的应用
2018-02-27李传世
李传世

摘要
目前,PLC在国内外已广泛应用于钢铁、石油、化工、机械制造、轻纺及环保等各个行业。PLC不仅用于开关量控制,还用于模拟量控制,取代了传统、复杂的继电器电路,实现逻辑控制、顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。PLC已日益成为工业控制装置家族中一个重要的角色。
【关键词】冷凝水 回收 互为备用
蒸汽在传输过程中及散热设备中,靠水蒸汽凝结成水放出热量,提供热源,同时形成大量的冷凝水。使用冷凝水回收器收集冷凝水并加以利用,是减少资源浪费的重要手段,对于环境保护也有重要的作用。
本文着重介绍了PLC在冷凝水回收器中的应用,利用PLC的开关量控制功能,取代传统、复杂的继电器电路,控制冷凝水回收器水泵的手动及自动运行,故障报警,实现双泵自动切换、互为备用、无人值守功能。
1 冷凝水回收器的工作原理和结构
1.1 冷凝水回收器工作原理
暖气片等用蒸汽设备产生的冷凝水,通过管道,疏水阀进入冷凝水回收器的容器罐,容器灌不断收集冷凝水,待水位达到一定高度,液位传感器便将信号传至冷凝水回收器控制箱,启动水泵工作,将冷凝水打回锅炉房除氧器灌,进行回收处理、再利用,达到节约资源的目的。
1.2 控制箱结构
本装置共有两台电机泵,一用一备,互为备用,每台电机泵的电机功率为2.2KW。由于采用了PLC控制,减少了继电器及控制线路配线,使控制箱的体积大大减小,变成了壁挂式控制箱。
2 电气控制系统
(1)冷凝水回收器有两台电机泵,一用一备,互为备用。
(2)手动操作。自动/手动开关打在手动位置时,按1#手启按钮,1#泵运行,按1#停机按钮,1#泵停止;按2#手启按钮,2#泵运行,按2#停機按钮,2#泵停止。
手动功能适用于运行调试或自动运行故障时的临时手动运行。
(3)自动操作。手动/自动开关打在自动位置。当液位上升到上限位或设定位置时,1#泵启动运行,当液位下降到下限位或设定值时,1#泵停止;当液位再次上到上限位或设定位置时,2#泵启动运行,当液位下降到下限位或设定值时,2#泵停止,依次交替工作。
当1#泵启动不成功时,自动启动2#泵;同样,当2#泵启动不成功时,自动启动1#泵。
(4)超高、超低水位报警。
(5)严禁水泵无水空转。
3 主回路及控制回路原理图
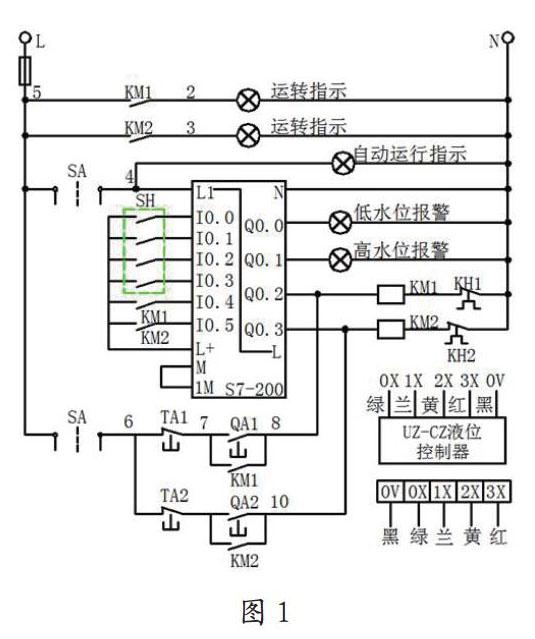
3.1 原理图
如图1所示。
3.2 控制图要点
(1)图中设SA手动、自动转换开关,用于在手动和自动运行之间切换,手动位置用于调试或自动控制出现故障时使用;自动位置用于正常工作时使用。
(2)液位控制器输出4个位置,其中0V黑色线为共用线,3X红色线为上上限水位;2X黄色线为上限水位;1X兰色线为下限水位;0X绿色线为下下限水位。
(3)KH1、KH2为热继电器,其常闭辅助触点串联在接触器线圈回路中,不仅对泵的运行起到保护作用,并且KM1、KM2常开辅助触点输入到PLC中参与编程,与PLC程序配合,达到一台泵故障时,另一台泵能够自动启动,实现互为备用、两台泵依次交替工作的目的。
4 程序设计
4.1 输入点地址分配
10.0:超低水位(下下限)输入
10.1:超高水位(上上限)输入
10.2:高水位(泵启动)输入
10.3:低水位(泵停止)输入
10.5:1#泵启停状态输入
10.6:2#泵启停状态输入
4.2 输出点地址分配
Q0.0:超低水位输出
Q0.1:超高水位输出
Q0.2:1#泵启动输出
Q0.3:2#泵启动输出
4.3 程序编写
如图2所示。
4.4 程序要点
(1)利用SM0.1首次扫描置1功能,将PLC内部继电器M0.0置1,使一号泵处于选择状态。
(2)一号泵动作后,利用置位和复位继电器使M0.0置0,使M0.1置1,使二号泵处于选择状态,一号泵处于备用状态;二号泵动作后,利用置位和复位继电器使M0.0置1,使M0.1置0,使一号泵处于选择状态,二号泵处于备用状态,达到依次交替工作的目的。
(3)利用KM1的常开触点使一号泵保持运行,若KM1不动作,表示一号泵故障,M0.1置1,二号泵启动;利用KM2的常开触点使二号泵保持运行,若KM2不动作,表示二号泵故障,M0.0置1,一号泵启动,达到互为备用的目的。
(4)高水位继电器动作时,表示系统出现故障,水位只升不降,需要检修。
(5)低水位继电器动作时,表示水泵不停,控制系统故障,水泵无水空转,可能会损坏水泵,需要检修。
5 结束语
PLC可编程控制器可取代复杂的继电器控制电路,而且一个触点可多次使用,编程灵活。应用在冷凝水回收器中,能够实现2台水泵自动交替工作,还实现了互为备用的功能,其中一台水泵故障时,能够自动启动另一台水泵,而在传统的继电器电路中则很难实现,往往使用手动选择的方法实现该功能。
PLC可编程控制器可靠性高,较继电器电路故障率低,继电器电路经常发生线圈烧坏、接触不良、触点粘连等故障,而PLC中则很少出现,能够减少大量的维修时间及维修成本。
参考文献
[1]廖常初.PLC编程及应用(第三版)[M].北京:机械工业出版社,2008.
[2]田淑珍.S7-200 PLC原理及应用[M].北宋机械工业出版社,2009.
[3]张运刚等.PLC技术与应用[M].北京:人民邮电出版社,2007.
