全自动压力仪表检定装置的研究
2018-02-23李程吕晓东赵丹
李程 吕晓东 赵丹


摘 要:依据《JJG52-2013弹性元件式一般压力表、压力真空表和真空表》检定规程的要求,为确保压力表测量结果的可靠性、准确性,需要对压力表进行周期检定。传统的检定方式效率偏低,且诸多人为因素会对测量结果产生影响。而全自动压力仪表检定装置,通过成熟的自动控制技术,使压力表的检定达到了精度高、速度快等目标。本文针对该装置的构建、控压技術、指针式压力表图像识别及非线性补偿等相关技术进行了研究。
关键词:压力检定;压力控制;压力仪表;非线性补偿
中图分类号:TP274.2 文献标识码:A 文章编号:1671-2064(2018)24-0046-02
0 引言
当前,在压力表检定过程中主要运用的是压力泵、校验仪等单独的设备组合而成的检定装置,检定人员在操作设备方面,要求相对较高,且使用过程中会掺杂人为因素等影响量,影响测量结果。所以全自动压力仪表检定装置的研究是以实现压力表全自动检定为目标,搭建与《JJG52 -2013弹性元件式一般压力表、压力真空表和真空表检定规程》高度匹配的自动化仪器。以此提升检定工作的可靠性、准确性。
1 系统整体设计
如图1所示,该检定装置主要由五个部分组成,压力自动发生装置、标准压力测量装置、CCD自动摄像系统,数据采集器、PC机。
1.1 系统工作原理
当“开始检定”命令发出以后,压力自动发生装置中的步进电机驱动连杆,达到预设压力点,标准压力测量装置将其转换成电信号,传送给计算机。计算机将信号反馈至CCD自动摄像系统,对压力表显示的数值进行拍摄、读取,随后电控轻敲系统对被检表进行轻敲,再次对读数进行识别,识别后的数据传输至数据采集器,与标准压力值进行对比,得到压力表的示值误差。再由计算机软件对数据进行处理,传输至打印机,完成结果的打印工作。
1.2 系统的技术指标及设备选型
目前,使用中的压力表多数处于0~60MPa量程以内、准确度等级为1.6级以下的一般压力表。结合规程要求,该装置的测量范围为0~60MPa,准确度优于0.05%FS。
本文所述装置选型:(1)压力自动发生装置选择86BYG 250B型号步进电机;(2)标准压力测量装置选择CDP型号0.05级智能数字压力模块(不同量程共8支,本文以0~25MPa模块为例进行实验);(3)CCD自动摄像系统选择TGX13型号工业相机;(4)图像采集卡选择MV-VGA200E型号采集卡;(5)数据采集器为PCI信号采集其;(6)软件部分为多单位联合完成。
2 标准压力的控制方法
PID控制方法可快速实现到达设定压力点的响应,具有良好的动态响应特性,但有超调现象存在。模糊控制方法具有较快的响应速度,但越到后期,响应的速度逐渐减慢,且当和设定值极为接近时,运行速度更慢。所以本文应用了结合PID控制方法和模糊控制方法的定步长式标准压力控制方法。如图2所示,压力发生阶段从0点开始到(Pi-PA)点,压力控制方式为PID控制方法,此时可稳定而迅速的对(Pi-PA)点压力进行控制。压力上升阶段从(Pi-PA)点到Pi点,压力控制方式为通过输入固定脉冲控制步进电机驱动连杆,此时响应速度得到显著提升。压力稳定阶段,压力控制方式为模糊控制方法,实现压力无超调的稳定在设定点Pi。综上所述,利用定步长式压力控制方法能够实现标准压力准确、稳定、快速无超调的控制。
3 指针式压力表的图像识别
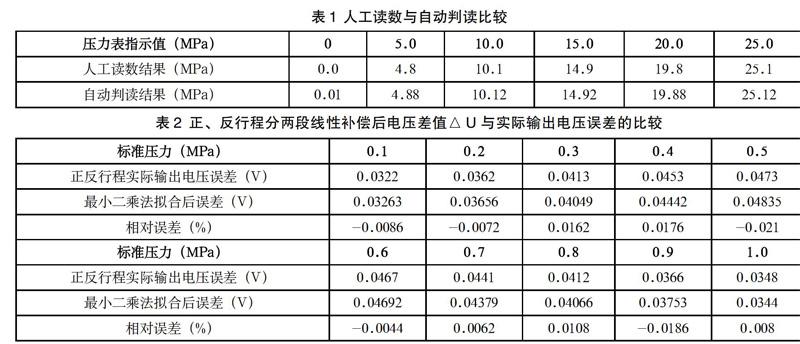
指针式压力表图像识别过程如图3所示,当摄像系统拍摄图像后,对图像进行二值化转换。对其示值进行判读时,结合图像处理技术对初始刻度线与指针的夹角、终止刻度线与夹角进行计算。因为表盘的刻度分布极为均匀,因此当量程给定时,可结合上述两个角的关系,对压力表示值进行读取。本文以0~25MPa,1.6级工作压力表为例,进行实验操作,所得结果如表1所示。
其允许误差为±0.4MPa,自动判读结果最大示值误差为0.12MPa,符合规程要求。
4 标准压力传感器的非线性补偿
传感器的输出属于非线性输出,本文通过分两段的线性补偿方法,以0~1MPa的标准压力传感器为例,对其正、反行程输出电压进行线性补偿,分段位置为0.5MPa压力处。公式(1)之中,x以及y分别代表压力以及输出电压误差。
y=-0.0393x+0.0287 (0.1 y=-0.0313x+0.0657 (0.6 由表2所得,分两段进行线性补偿,使误差处于±0.05%内,符合规程要求。 5 结语 本文对全自动化压力检定装置的技术难点进行了研究。结合《JJG52-2013弹性元件式一般压力表、压力真空表和真空表检定规程》的相关要求,应用了定步长式标准压力控制方法,实现了稳定、准确、无超调的控压过程。同时运用图像处理系统对压力仪表示值如何实现自动判读进行了研究,使该装置更准确、快速的对指针式压力仪表的示值误差进行自动读取。最后对传感器的输出进行了非线性补偿,通过分两段线性补偿方式,进一步提升了传感器的准确度,使该装置实现了压力表全自动检定的目标。 参考文献 [1]金志.全自动压力标定装置的性能分析[C].压力测量技术及仪表学术交流会议.论文集,青岛:中国计量出版社,1990:25-26. [2]胡少宏,解则晓.智能压力计[J].自动化仪表,1994(11):23-25+48-49. [3]伊振基.指针式仪表的自动检定问题[J].成都科技大学学报,1984(01):109-115. [4]李晓洁,袁琳.指针式压力表全自动检定系统的设计与实现[J].西北电力技术,2004(04):23-25+5. [5]余英林.数字图象处理与模式识别[M].广州:华南理工大学出版社,1990. [6]雷家勇,达飞鹏,孟广猛.图像处理中圆心算法研究[J].计算机与现代化,2005(03):25-26+34. [7]杨公源.机电控制技术及应用[M].北京:电子工业出版社,2005:16-18. [8]李诚人.现代机电控制系统[M].西安:西北工业大学出版社,1999:25-32. [9]夏勇.压阻式压力传感器温度补偿的研究与实现[D].西北工业大学,2006. [10]宁志刚,汪仁煌,唐冬,李貌.基于图像处理的高精度仪表判读方法[J].传感器与微系统,2006(03):32-34+37. [11]JJF1033—2016,计量标准考核规范[S].北京:中国计量出版社,2016. [12]JJG52—2013,弹性元件式一般压力表、压力真空表和真空表[S].北京:中国计量出版社,2012.
