一起发电机定子铁芯松动故障分析与处理
2018-02-22周文良
周文良
(中国华电集团有限公司望亭发电厂,江苏 苏州 215155)
0 引言
某电厂1号机组发电机为通用电气公司生产的390H-V942型全氢冷发电机。2017年3月,在发电机抽转子检修时发现定子铁芯松动,部分通风槽钢断裂,铁芯被击伤。经统计,该机组从上次大修后至2017-02-26中班停机检修,累计运行2 949 h,启动次数136次。
1 状态评估和修理方案选择
1.1 发电机定子状态评估
经检查,发电机定子铁芯通风槽钢有6根飞出,7根断裂。发电机定子膛内有多处铁芯被断裂飞出的通风槽钢击伤,如图1所示。
发电机定子线圈未发现击伤,定子直流电阻、绝缘电阻、交直流耐压试验按DL/T 596—1996《电力设备预防性试验规程》均合格。
1.2 修理方案
要解决铁芯松动问题,必须将线圈全部拆除、重新更换损坏部件并重新叠压,其关键处理工艺在于叠压。针对这个问题,有3种处理方案:
(1) 定子返厂修理;
(2) 定子整体更换;
(3) 定子现场处理。
前2种方案处理比较彻底,可以在制造厂内进行。发电机定子铁芯都是竖直叠压的,但受到电厂现有汽机房行车起重能力和起吊高度限制,现场不具备定子起吊条件,国内也没有定制、使用专用竖式起重机械的经验。经综合考虑,决定采取用1 000 t卧式油压机在现场叠装修复的方案。

图1 发电机定子膛内情况
在整个施工过程中,一共进行了3次铁芯叠压(松开定位筋螺母后、叠片后冷压和加热后热压)、3次铁损试验(铁芯修复前、铁芯修复后和打槽楔后)、4次加热固化(铁芯冷态压紧后、下层线圈安装后、上层线圈安装后和最后完工后)、4次定子线圈耐压试验(第1次是对已拆出的定子线圈逐根耐压试验,以决定留用数量和更换数量;第2次是定子复装下层线圈就位后耐压试验;第3次是上层线圈下完线后,定子进行上、下层线圈整体耐压试验;第4次是所有定子安装工序完工后,进行三相分相交流耐压试验,并在1.05UN下观察整机电晕情况)。
2 解体检查
2017-04-01至2017-05-19,对1号发电机铁芯进行解体检查,拆除汽侧、励侧两端压圈、压指和阶梯段铁芯。铁芯解体发现的情况如图2,3所示。

图2 压圈上定位筋横断面压痕

图3 汽侧压圈
2.1 解体过程中发现的铁芯问题
(1) 在汽侧压圈18个螺孔中,从励侧方向观察,共有7个螺孔有压痕(见图3a灰色圆圈部分),压痕深1—2 mm不等,压痕形状与定位筋横断面形状吻合。经分析,认定该部分压圈在制造厂压制时压到了定位筋。
(2) 将汽侧、励侧两端冲片拆出后,发现中间轭部有通风槽钢压痕(见图4),齿部及背部无压痕。

图4 冲片压痕
2.2 原因分析
390H发电机的铁芯由154个本体铁芯段(约202 356个铁芯冲片和2 790个通风槽钢)和汽、励两端每侧6个阶梯铁芯段(约8 352个铁芯冲片和90个通风槽钢)叠装而成。制造时,铁芯叠压是垂直进行的;叠装时,需要对铁芯片进行周期性压紧操作。铁芯的压紧力是通过汽、励两端压圈和18根定位筋来维持的。
对解体过程中发现的问题进行如下分析。
(1) 安装压圈上有压痕的6根定位筋偏向了汽侧,使定位筋横断面高于其他12个定位筋横断面;同时,冲片叠的长度不够使压圈直接压在定位筋鸽尾上,实际上并没通过压指压紧铁芯,造成整个铁芯未能按设计要求压紧,这是引起铁芯松动的根本原因。汽端端部阶梯型硅钢片(即项号片)松动,硅钢片磨损产生铁粉,遇油成泥状,硅钢片失去紧力后振动加剧,导致通风槽钢疲劳开裂,甚至飞出。
(2) 冲片是由一定宽度的硅钢板卷材冲制而成的,矽钢板在扎制过程中就存在中间厚、两边薄的问题,冲片冲制的方向正好与其一致,从而使冲片轭部厚和齿部、背部薄。如果在叠装时不采取措施,就可能出现铁芯齿部和轭部松的情况。
3 采取措施及处理过程
3.1 铁芯击伤和松动的处理措施
铁芯击伤后,可通过铁损试验确诊位置,再采取酸洗、插片、涂胶、固化处理,消除短路点。
铁芯松动后,可采取以下2项措施,解决汽端压圈没有压紧铁芯及铁芯齿部、背部松的问题。
(1)加长铁芯。与原尺寸相比,修复后的铁芯长度平均加长14 mm,其中:励端平均加长4 mm,汽端平均加长10 mm,具体数据如表1所示。

表1 铁芯修复前后的长度 mm
(2) 补偿垫片。在阶梯段汽、励端各加3层背部垫片(厚度共约1 mm)作为铁芯背部补偿冲片;汽端加1层齿部楔形垫片,作为铁芯齿部补偿垫片。
3.2 铁芯的主要修复过程
取出全部线棒后,做第1次铁损试验。励磁线圈9匝接6 kV电源,电流275 A,磁通1.4T,试验时间60 min。通过红外热成像仪发现铁芯有6处过热点,均位于通风槽钢击伤部位,做好标记,等待处理。
用卧式油压机加压910 t,在保压情况下将发电机两端定位筋螺母松开。去掉加压装置后,用特殊工装吊出汽、励两端大压圈。更换汽、励两端阶梯铁芯(即项号片);更换汽、励两端第1段主铁芯;按工艺规程修理上述6处发热点。回装大压圈及加压装置(见图5),先在室温下加压至910 t,保压把紧定位筋螺母,然后将铁芯加热至130—140 ℃,热态下再次加压至910 t,把紧定位筋螺母并锁死。加热目的是使新换铁芯冲片漆膜收缩,使项号片固化后贴接。
拆出卧式加压工装后,做第2次铁芯磁化试验。经处理后,原6处热点已经全部合格达标。打完定子槽楔后,做第3次铁损试验,修复后的铁芯质量为优良。
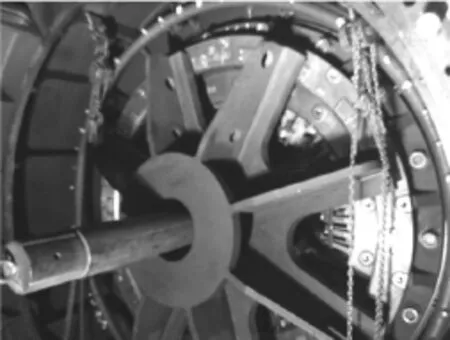
图5 发电机铁芯卧式叠压
4 运行效果检查及评估
2017-07-12,该发电机重新投入运行;2018-05-07,该发电机停机抽转子。经该电厂和修理方联合检查,得出以下结论:
(1) 经过近10个月的运行,定子铁芯直线段未发现松动,原过热点已消除,温升正常,未发现新的过热点;
(2) 受现场施工工艺条件及工期紧张限制,修复后的定子绕组渐伸线局部绑紧带和垫块有松动迹象。待记录位置后,再对其重新加固处理。
总体而言,此次定子铁芯松动修理是成功的。
5 结束语
定子铁芯故障是发电机的典型故障之一,常见的定子铁芯故障有端部铁芯松动、端部铁芯断齿、端部铁芯通风槽钢断裂、铁芯运行时噪声大、穿心螺杆松、铁芯定位筋螺母松动、铁芯硅钢片短路熔化等。若铁芯松动或短路太严重,现场将难以将其修理;对大型发电机而言,定子运输、定子安装的成本很高,也很困难。而大部分铁芯故障与制造工艺有关,在新机制造工艺中,定子铁芯质量是关键,现场重新收紧铁芯难度较大,应在监造过程加强技术监督。新机运行1年后的首次大修应对铁芯进行重点检查。
提出定子铁芯击伤和松动后的处理措施,可有效解决铁芯短路及汽端压圈没有压紧铁芯、铁芯齿部和背部松动等问题,为一线人员解决类似问题提供了参考。此外,现场修复进口原装大型燃气轮机发电机的定子铁芯技术难度很大,在国内外均为罕见,此次处理经验可供同类发电机借鉴。