装配式预制构件粗糙面施工技术研究与应用
2018-02-21印宝权吴勇
印宝权,吴勇
(1.广州城建职业学院,广东 广州 510925;2.广东中建科技有限公司,广东 东莞 523550)
1 工程概述
随着我国建筑业科技的发展、市场的需求与政策的导向,以装配式建筑为代表的建筑工业化以其高效、环保、构件尺寸精准、品质高、外观质量好、安装精度高、湿作业少、节约劳动力、施工效率高、投资回收快等特点作为一种新的生产方式受到越来越多的关注、支持和推广。
深圳市某项目为华南地区装配式建筑中装配率最高的项目,总用地面积11164.76 m²,共3栋塔楼(1#楼、2#楼、3#楼),建筑高度分别为92.8 m(1#楼、2#楼)、95.9 m(3#楼),总建筑面积64050 m²。本工程预制范围从地上三层开始,主要预制构件包括:预制墙板、预制叠合梁、叠合板、预制楼梯、预制阳台、预制空调板等。经计算,本工程预制率达50%,装配率达70%左右,预制构件总方量约7500 m³。其中预制墙板3561件,叠合梁1764件,叠合板2374件,合计7699件。
2 研究背景
2.1 设计要求与标准规范
根据设计文件的要求,本工程预制墙板、叠合梁、叠合板有结合面部位均需进行粗糙化处理。其中,预制墙板为3561件,按设计文件要求,该构件制作过程中上表面、侧面均为粗糙面,凹凸深度不小于6 mm。叠合梁1764件,构件上表面为粗糙面,凹凸深度不小于6 mm。
JGJ1-2014《装配式混凝土结构技术规程》的2.1.9条规定混凝土粗糙面是预制构件结合面上的凹凸不平或者骨料显露的表面,简称粗糙面。
该规程第6.5.5条的规定,预制构件与后浇混凝土、灌浆料、坐浆材料的结合面应设置粗糙面、键槽,并应符合下列规定。
(1)预制板与后浇混凝土叠合层之间的结合面应设置粗糙面。
(2)预制剪力墙顶部和底部与后浇混凝土的结合面应设置粗糙面;侧面与后浇混凝土的结合面应设置粗糙面,也可以设置键槽。
(3)粗糙面的面积不宜小于结合面的80%,预制板的粗糙面凹凸深度不应小于4 mm,预制梁端、预制柱端、预制墙端的粗糙面凹凸深度不应小于6 mm。
根据JGJ1-2014《装配式混凝土结构技术规程》的规定,预制构件在工厂生产加工时应对预制构件与后浇混凝土、灌浆料、坐浆材料的结合面部位及叠合板的顶部进行粗糙面加工,预制构件进入施工现场要由相关单位对其粗糙面进行验收,确保粗糙面能满足设计要求。
2.2 现场施工情况
在构件生产的混凝土浇筑环节,必不可少的一个工序是结合面的粗糙化处理,而本工序实施的好坏直接关系到构件后期使用过程的受力情况。按设计文件的要求,本工程粗糙面的成型方法为水洗成型。技术人员预先在结合面模板上涂刷缓凝剂,在水平结合面喷洒缓凝剂。脱模后用高压水枪对构件结合面进行冲洗,由于构件表面的混凝土中渗透有缓凝剂,表面混凝土的凝结时间将比构件内部混凝土的凝结时间长,操作人员利用时间差对构件表面进行冲洗,去除了构件表面的细骨料和浮浆,使粗骨料裸露出来形成粗糙面。但是由于混凝土在一次成型浇筑过程中因重力原因粗骨料下沉,导致构件上部无满足粗糙面成型的粗骨料,水洗过程中无法冲刷出粗糙度符合要求的粗糙面。经研究,选择结合面混凝土分层浇捣面层加铺粗骨料的施工方法能解决水洗面粗糙度不高的问题。
2.3 国内外研究现状
国外对装配式建筑的相关研究相对较早,20世纪初欧洲开展了大量的研究并开发了大规模的装配式混凝土住宅。英国标准将预制构件结合面分为非常粗糙、粗糙、光滑、非常光滑四类,并将结合面表面特征分为凹坑等六种情形,针对各种情形规定了其粗糙度的量测与评价方法。欧洲规范规定了非常粗糙等四种结合面的初步成型方法与检验标准。美国规范明确构件受剪承载力与结合面特征时列举了整体现浇混凝土、未专门进行结合面处理、粗糙面凹凸深度6 mm等三种粗糙面的情形。
国内建筑工业化、装配化近几年得到了进一步的发展,国家、地方政府对装配式建筑的研发与应用给予了大力支持,国内一大批学者开始研究预制装配式建筑,从装配式建筑在工业建筑中的重要性,发展现状与未来趋势到装配式建筑的构件设计标准、构件的工业化生产、施工关键技术都有涉及。杨靖[1]指出了我国建筑工业化与产业化未来的发展方向——装配式住宅。王小艳[2]研究了BIM技术在装配式混凝土结构建筑中的全过程协同应用。窦晓玉[3]等人分析解读了装配式建筑产业链各相关企业的现状和未来可继续发展方向。
我国《混凝土结构设计规范》(GB50010-2010)和《装配式混凝土结构技术规程》(JGJ1-2014)规定了预制构件的结合面应设置粗糙面的要求,提出了“制作时应按设计要求进行粗糙面处理”“可采用化学处理、拉毛或凿毛等方法制作粗糙面”“粗糙面面积不宜小于结合面的80%”等要求。国家标准《混凝土结构工程施工质量验收规范》(GB50204-2015)中将“预制构件的粗糙面质量”作为预制构件进场的一项验收内容。国内各装配式构件生产厂也非常重视构件结合面的粗糙化处理施工过程与成品质量,大多采用凿毛、拉毛、印花、水洗等工艺来完成构件结合面的粗糙化处理。
吴虎[4]对缓凝剂水冲凿毛工艺技术进行了总结,石磊[5]等人分析了未设置粗糙面的原因及对策,赵勇[6]等人结合当前各种粗糙面处理工艺讨论了预制构件结合面粗糙度的量测方法和评价方法。
3 构件结合面粗糙化施工方法选择
3.1 凿毛法
目前我国常用的混凝土结合面处理方法之一为凿面处理,通常分为人工凿毛法和机械凿毛法。人工凿毛利用人力和手工机具对混凝土构件表面进行凿化处理,此法劳动强度大、工作效率低、人工成本高,机械凿毛采用机械设备对混凝土构件表面进行凿化处理,此法噪音非常大,且伴随着重大粉尘污染。此外,这两种方法均会对混凝土结合面产生扰动,结构上易产生微裂缝等现象。因此凿毛法具有一定的局限性,不提倡在较大面积的结合面粗糙化处理中使用。
3.2 定制模板法
对部分构件粗糙面处理采用定制模板,在模板上设有各种刻痕,脱模后刻痕就存留在了预制构件的结合面上。但是此法技术要求较高,刻痕过浅则达不到规范规定的粗糙度要求,刻痕过深则不利于构件脱模。因此采用带刻痕的定制模板制作预制构件需谨慎使用。
3.3 拉毛法
部分构件结合面采用拉毛法进行处理,如叠合板的上表面等。这种方法简单易行,设备简易,操作起来几乎不受限制,若实行机械化拉毛的流水生产线则会效率更高,因此实施效果较好,使用范围相对较广,实施过程需注意好拉毛后浮渣的清理。但对于存在钢筋外露的构件表面则无法采用拉毛法来实施,因此拉毛法具有较大的局限性。
3.4 水洗法
预先在结合面模板上涂刷缓凝剂,在水平结合面喷洒缓凝剂,脱模后用高压水枪对构件结合面进行冲洗,由于构件表面的混凝土中渗透有缓凝剂,表面混凝土的凝结时间将比构件内部混凝土的凝结时间长,操作人员利用时间差对构件表面进行冲洗,去除了构件表面的细骨料和浮浆,使粗骨料裸露出来形成粗糙面。这种方法是目前构件结合面粗糙化处理最理想的方法,水洗法不产生灰尘污染,且一般情况下水洗面粗糙度高,因此国内大部分生产车间已将水洗法作为标准方法在构件生产过程中实施。
但是对于厚度较大的构件,完成混凝土浇筑、振捣后,由于重力的作用,粗骨料会下沉,构件上表面粗骨料减少,水洗过程中则无法冲刷出粗糙度符合要求的粗糙面。此时必需增加凿毛等其他方式来完成粗糙面的处理,此外水洗过程都是通过人工手动完成,工人长期接触带缓凝剂的水泥浆对人体有害,产生的污水需经过处理以后才能排放,冲刷掉的部分材料属于浪费部分。因此水洗方法也具有较大的局限性。
3.5 结合面混凝土分层浇捣施工技术
本工程在尝试多种方法进行构件粗糙面施工均宣告失败后,通过研究找到了失败的原因——混凝土在一次成型浇筑过程中因重力原因粗骨料下沉,构件上部无满足粗糙面成型的粗骨料。因此,研发构件混凝土分层浇捣面层加铺粗骨料的施工方法,从而解决粗糙面粗糙度不高的问题。

图1 构件分层浇筑现场图Fig. 1 Site map of component laminated pouring

图2 构件粗糙面成型现场图Fig. 2 Site map of component rough surface molding
4 粗糙面混凝土分层浇筑施工技术原理
针对构件上表面结合面无法冲刷出粗糙度符合设计要求、规范规定的粗糙面,原因是混凝土浇筑、振捣后,由于重力的作用,粗骨料下沉,导致上表面粗骨料少引起的。结合面混凝土分层浇筑施工技术是为保证装配式预制凸窗结构骨料均匀性和结合面粗糙度而研制的一种混凝土浇筑方法,原理是:
① 将构件原本需要一次浇筑成型的混凝土分两层进行浇筑,首先浇筑底层混凝土,振捣密实后静养一段时间,在这部分混凝土初凝之前再浇筑面层混凝土。
② 在第二次浇筑混凝土之前采用混凝土砂浆分离器分离出一小部分粗骨料,待二次浇筑部分完成并振捣密实以后直接将分离出来的粗骨料加铺到构件表面,拍实或稍加振捣即可。
该工艺特点是通过分层浇筑混凝土,相比一次成型而言,每次浇筑量减少,浇筑厚度不大,静养后浇筑上层混凝土,粗骨料下沉的情况会减少很多,保证了结构内部的均匀性,一定程度上增加构件的强度和耐久性。采用分层浇筑的方式也降低了构件使用过程中的裂缝开展情况。最后加铺一层粗骨料,保证了结构表面的粗糙度。
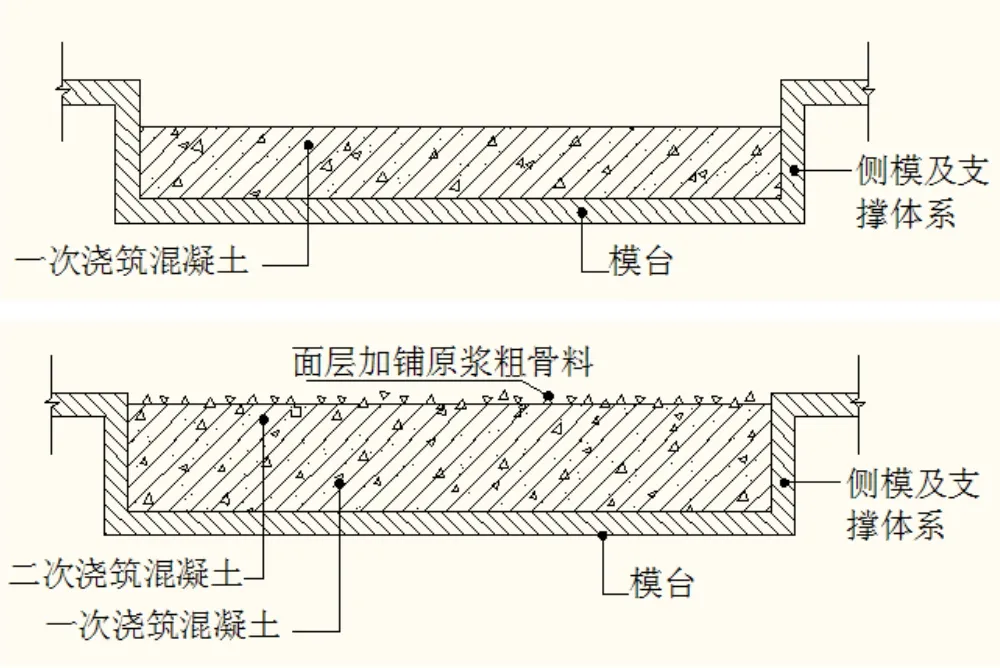
图3 构件分层浇筑施工技术原理示意图Fig. 3 Schematic diagram of component layered pouring construction technology
5 实验性粗糙面混凝土分层浇筑施工技术
确定好构件采用分层浇筑施工的方法以后,为解决“构件分层浇筑的上下层混凝土最佳厚度比”“构件分层浇筑的上下层混凝土浇筑时间间隔”“构件上表面加铺骨料的选择”等疑问,作者制作了9组共27个混凝土标准试块进行了实验,对理论研究的结果进行了论证,以期用于实际工程中。
此后,为了验证本施工技术成型的构件结合面受力性能和粗糙度,制了7组共21个混凝土试块分别模拟新旧混凝土结合面受力性能(4组试块)和粗糙度(3组试块)对比,通过这两个实验,验证了通过本施工技术构件成型效果的可行性。
5.1 构件上下层混凝土浇筑分层面的选择
实验过程中,由于没有相似的经验借鉴,作者制作了五组对比试块,上下层混凝土厚度分别为150 mm+0 mm、140 mm+10 mm、120 mm+30 mm、100 mm+50 mm、75 mm+75 mm,静置在相同条件下养护。
经过对立方体试压,分层浇筑混凝土试块与一次成型的混凝土试块相比,抗压强度略有增加。经过对试块竖向切开观察,“100 mm+50 mm”组试块截面的骨料均匀性最好。

图4 构件分层面厚度对比试块Fig. 4 The reference blocks for layer thickness of member
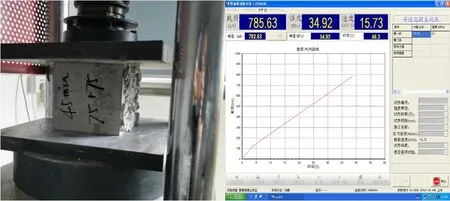
图5 试块结合面试压过程Fig. 5 Test block combined with interview pressure process
5.2 构件上下层混凝土浇筑时间间隔的选择
实验过程中,作者制作了五组对比试块(与上一试验共用一组),对上下层混凝土厚度分别为“75 mm+75 mm”组试块分别做了静置45 min、60 min、75 min、90 min、2 h后浇筑上层混凝土,然后置于相同条件下养护。
经过对立方体试压,静置2 h后浇筑上层混凝土的试块抗压强度明显低于其他组试块。可见,上层混凝土的浇筑一定要在下层混凝土初凝之前。静置60 min和静置75 min后浇筑上层混凝土的试块抗压强度最高。
5.3 构件上表面加铺骨料的选择
构件上表面即为结合面(粗糙面),根据设计要求和标准规定,该结合面的粗糙度不得小于6 mm,考虑到骨料一部分要嵌入到构件中,表层骨料的选择应在10~20 mm之间,建议采用专用的混凝土砂浆分离器将大骨料分离一部分出来使用。
5.4 模拟构件结合面受力性能对比实验
为了验证本施工技术成型的构件在施工现场安装后结合面受力性能,作者制作了4组共12个混凝土试块模拟新旧混凝土结合面受力性能对比实验,构件制作过程中,只浇筑一部分混凝土(75 mm高试块),该部分构件上表面粗糙面分别通过三种方式成型(模拟预制构件上表面粗糙面),即加铺原浆粗骨料、加铺洗净粗骨料、喷缓凝剂水洗成型,养护7天以上,然后浇筑上层混凝土(模拟构件现浇混凝土部分),同时,制作一组一次性成型的同尺寸试块,4组试块同条件养护7天以上,试压其结合面的受压性能。

表1 模拟构件结合面抗压强度对比实验结果Table 1 Strength comparison experiment results of component surface
4组试块通过同条件养护7天以上,通过试压对比,结合面3种方式成型的试块受力性能差别不大,洗净粗骨料成型的受压性能稍低。同时,与同条件养护一次成型的试块强度相比,带有结合面的试块强度略低。本实验论证了通过构件分层浇筑成型的可行性。

图6 模拟构件结合面受力性能试块试压过程Fig. 6 Force performance test process of component surface
5.5 模拟构件结合面粗糙度对比实验
现场安装的装配式预制构件形状不统一,且较多为异形构件,其粗糙度不易测量,通常情况下直接通过目测法进行定性检查。为了验证本施工技术成型的构件表面粗糙度质量,作者制作了3组共9个混凝土试块模拟构件结合面粗糙化处理,该三组构件上表面粗糙面分别通过三种方式成型,即加铺原浆粗骨料、加铺洗净粗骨料、喷刷缓凝剂水洗成型,然后养护。通过对比实验,该三组试件粗糙度均能满足设计要求和规范规定,但喷刷缓凝剂水洗成型的方法繁琐,耗材稍多,对环境造成一定的污染,而加铺原浆粗骨料和加铺洗净粗骨料工艺简单、效果好、成品质量高。
6 结合面混凝土分层浇捣施工工艺流程
预制墙板、叠合梁、叠合板等构件表面或侧面都需要进行粗糙面的处理,下图为预制构件结合面混凝土分层浇捣施工工艺流程。
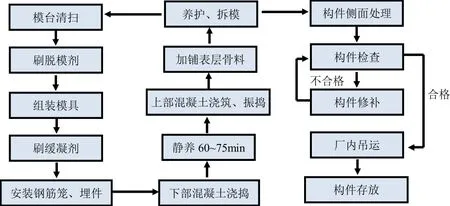
图7 预制构件生产工艺流程图Fig. 7 Process flow chart of prefabricated component production
6.1 具体施工技术
6.1.1 模台清扫
驱动装置驱动底模至清理工位,清扫机大件挡板挡住大块的混凝土块,防止大块混凝土进入清理机内部损坏设备。立式旋清电机组对底面进行精细化清理,把附着在底板表面的小块混凝土残余清理干净。风刀对底模表面进行最终清理,清洗机底部废料回收箱收集清理的混凝土废渣,并输送到车间外部存放处理,模具清理需要人工进行清理。
6.1.2 刷脱模剂
驱动装置驱动底模至刷脱模剂工位,人工涂刷脱模剂,如无特殊要求采用水性脱模剂。
6.1.3 组装模具
组模时驱动装置将完成划线工序的底模驱动至模具组装工位,模板内表面要手工刷涂界面剂;同时,绑扎完毕的钢筋笼也吊运到此工位,作业人员在模台上进行钢筋笼及模板组模作业,模板在模台上的位置以预先画好的线条为基准进行调整,并进行尺寸校核,确保组模后的位置准确。
6.1.4 刷缓凝剂
驱动装置驱动底模至刷缓凝剂工位,侧模上采用人工涂刷缓凝剂。
6.1.5 钢筋笼、预埋件安装
驱动装置将完成模具组装工序的底模驱动至预埋件安装工位,按照图纸的要求,安装好钢筋笼,将连接套筒固定在模板及钢筋笼上;利用磁性底座将套筒软管固定在模台表面;将简易工装连同预埋件(主要指斜支撑固定埋件、固定现浇混凝土模板埋件)安装在模具上,利用磁性底座将预埋件与底模固定并安装锚筋,完成后拆除简易工装;安装水电盒、穿线管、门窗口防腐木块等预埋件。
6.1.6 下部分混凝土浇筑及振捣
驱动装置将完成套筒和预埋件安装工序的底模驱动至震动平台并锁紧底模,中央控制室控制搅拌站开始拌制混凝土,此时应完成构件下部分混凝土的工程量,完成拌制后下料至混凝土运输小车,小车通过空中轨道运行至布料机上方并向布料机投料,布料机扫描到基准点开始自动布料,布料完成后震动平台开始工作至混凝土表面无明显气泡时停止工作。
6.1.7 上部分混凝土浇筑及振捣
构件静养60~75 min后,中央控制室控制搅拌站开始拌制混凝土,此时应完成构件上部分混凝土的工程量,完成拌制后采用混凝土砂浆分离器过滤出一小部分粗骨料备用,量控制在能满足构件结合面铺满即可,剩余部分下料至混凝土运输小车,小车通过空中轨道运行至布料机上方并向布料机投料,布料完成后震动平台开始工作至混凝土表面无明显气泡时停止工作。
6.1.8 加铺构件表层粗骨料
构件上部分混凝土完成浇筑、振捣后,将混凝土砂浆分离器过滤出的粗骨料铺至构件上表面,用抹子轻轻拍至一半裸露即形成粗糙面,或开启附着式振动台轻微振动,骨料一半裸露即可。
6.1.9 构件养护
构件夏天可进行自然养护,进入冬季后为提高混凝土早期强度,构件进入养护窑养护。驱动装置将完成磨光工序的底模驱动至堆码机,堆码机将底模连同预制构件输送至空闲养护单元内,在蒸养8~10小时后,再由堆码机将平台从蒸养窑内取出将其送入生产线,进入到下一道工序。
6.1.10 构件拆模
将拆下的边模由两人抬起轻放到边模清扫区,并送至钢筋骨架绑扎区域。拆卸下来的所有的工装、螺栓、各种零件等必须放到指定位置。模具拆除完毕后,将底模周围的卫生打扫干净,再用电动扳手拆卸侧模的紧固螺栓,打开磁盒磁性开关后将磁盒拆卸,确保都完全拆卸后将边模平行向外移出,防止边模在此过程中变形。
6.1.11 构件检查与修补
构件拆模后检查构件截面尺寸,检查构件的外观质量(变形、缺陷、损伤等),检查构件的型号与数量,检查预埋件的位置与质量,同时做好构件表面清理。
构件修补将预制构件上铁模接缝处凸出的混凝土用打磨机打磨平整,凹陷处修补平整,将蜂窝处的浮料凿除。用钢丝刷刷除表面的水泥浆,用水将蜂窝处杂物冲洗干净。
6.1.12 厂内吊运
构件起吊时保持水平,慢速起吊并注意观察,下落时平缓,落架时防止摇摆碰撞、损伤货品棱角或表面。构件厂内吊运应轻起轻落,存放时对称放置存放架。
6.1.13 构件存放
预制混凝土构件的存放应设置专用堆场。预制混凝土构件应按品种、规格、装车顺序分别设置堆垛。存放堆垛宜设置在吊装机械工作范围内并避开人行通道。堆场中预制构件堆放以装车次序为原则,对所有构件编号。
预制墙板宜采用堆放架插放或靠放,存放架应具有足够的承载力和刚度。预制墙板采用靠放时,用槽钢制作满足刚度要求的三角支架,对称堆放,外饰面朝外,倾斜度保持在5°~10°之间,墙板搁支点应设在墙板底部两端处,搁支点可采用柔性材料。
6.2 质量控制
6.2.1 质量控制标准
该技术必须遵循《装配式混凝土结构技术规程》(JGJ1-2014)、《装配式混凝土建筑技术规范》(征求意见稿)、《装配式混凝土建筑技术标准》(GB/T51231-2016)、《混凝土结构工程施工规范》(GB 50666-2011)、《混凝土结构工程施工质量验收规范》(GB 50204-2015)、《预制混凝土剪力墙外墙板》(15G365-1)、《装配式混凝土结构表示方法及示例(剪力墙结构)》(15G107-1)等规范标准。
6.2.2 生产材料质量控制措施
所用水泥宜采用强度等级不低于42.5级硅酸盐水泥、普通硅酸盐水泥,质量应符合《通用硅酸盐水泥》(GB175-2007)的规定,严禁使用含氯化物的水泥。细集料宜采用中砂,细度模数为2.3~3.0,质量应符合《普通混凝土用砂、石质量及检验方法标准》(JGJ 52-2006)的规定,不得使用海砂。粗集料采用碎石,其颗粒级配为5~25 mm,混凝土拌合用水的PH值应不小于4.5。混凝土外加剂的静浆流动性不应小于200 mm,质量应符合现行国家标准《混凝土外加剂》(GB8076-2008)的规定,严禁使用氯盐类外加剂或其他对钢筋有腐蚀作用的外加剂。混凝土外加剂的应用应符合《混凝土外加剂应用技术规范》(GB 50119-2013)等和有关环境保护的规定。掺和料粉煤灰应采用符合现行国家标准《用于水泥和混凝土中的粉煤灰》(GB1596-2017)等的规定不低于I级技术要求的粉煤灰,掺用矿物掺合料的质量应符合现行国家标准《用于水泥和混凝土中的粉煤灰》(GB1596-2017)的规定,矿物掺合料的掺量应通过试验确定。
6.2.3 构件外观质量验收标准
预制构件外观质量不宜有露筋、蜂窝、孔洞、外形缺陷、外形缺陷等一般缺陷,对于已经出现的一般缺陷,应按技术处理方案进行处理,并重新检查验收。构件结合面应满足粗糙面不小于结合面的80%,凹凸深度不小于6 mm的要求。
6.3 安全措施
6.3.1 作业人员管理
对操作人员进行监督检查,保证持证上岗率为100%,对操作人员按规定发放使用劳保用品;所有作业人员必须严格按照各自安全操作规程和安全部门所定的安全措施进行;制定安全生产的教育与培训计划,对新进厂的职工及时进行安全教育,进行岗位培训;对全体作业人员进行安全施工技术交底,并进行经常性安全教育;建立完善的联检制度,定期进行安全检查,对存在安全隐患问题要及时采取措施整改。
6.3.2 用电安全措施
现场用电要统一调配, 不许乱拉乱接.要求随时检查线路是否有漏电,带电部位作业必需作好监护,任何可能带电的金属导体都要作好防护,严禁对带电体直接作业;电焊机必须一机一闸一保护,外壳接地;手持式电动工具的外壳、手柄、负荷线插头、开关等必须完好无损,使用前应做空载检查,运转正常方可使用;漏电保护器必须做定期检查,以保证灵敏可靠;严禁私拉乱扯手持电动工具的电源电缆,停送电必需按规定办理手续。
6.3.3 构件生产人员安全防护
模台上的材料、半成品和成品构件应分类摆放整齐且重心平稳可靠;码放构件的场地应坚实平整,码放后应支撑牢固、稳定以免构件松动滑下伤人;构件组对时,应对周围环境进行安全确认,对大型构件的组对要采取安装临时支撑等措施,确保其稳定性;夜间施工时,制作平台应设有充足的照明设施;必要时作业人员要配备手持照明工具。
6.3.4 厂内吊运安全防护
龙门吊操作人员应身体健康,必须经过安全技术培训持证上岗;龙门吊严禁超额定载重量使用;作业人员严禁站在龙门吊轨道上操作,其他人员也严禁站在轨道上进行作业;作业前必须检查吊索具、绳扣等起重工具是否完好,根据所吊构件重量按吊装性能选用吊索具;构件在吊装过程中应有溜绳,防止构件旋转或碰撞伤人;吊装作业严格执行“十不吊”原则;穿绳时要确定吊物重心,选好挂绳位置;穿绳应用铁钩,不得将手臂伸到吊物下面;吊运棱角坚硬或易滑的吊物,必须加衬垫、有套索;试吊时吊绳套挂牢固,起重机缓慢起升,将吊绳绷紧稍停,起升不得过高;如发现吊物重心偏移或与其他物件粘连等情况时,必须立即停止起吊,采取措施确认安全后方可起吊。
7 总结与展望
将构件原本需要一次浇筑成型的混凝土分两层进行浇筑,首先浇筑下半部分混凝土(构件高度的2/3),振捣密实后静养60 min到75 min,再浇筑上半部分的混凝土。在浇筑上半部分混凝土之前采用混凝土砂浆分离器分离出一小部分粗骨料,待上部分混凝土浇筑完成并振捣密实以后直接将分离出来的粗骨料加铺到构件表面,拍实或稍加振捣即可。
通过混凝土的分层浇筑,有效避免了混凝土振捣过程中粗骨料下沉等问题,保证了构件结构的均匀性。同时增加了构件的强度和耐久性,降低了构件使用过程中的裂缝开展情况。静养60 min到75 min,既能保证两次浇筑混凝土的整体性,又能最大限度降低粗骨料下沉的情况,从而保证构件成型的质量。加铺原浆骨料,保证了构件结合面的粗糙度,面层与构件的连接性好,整体性强。
该技术优化了工艺流程,施工简单,效果明显,更能保证装配式预制构件粗糙面的施工质量。采用“粗糙面混凝土分层浇筑施工技术”所生产的预制墙板、叠合梁等所有构件均已经过多个工程使用,使用效果佳,获得业主的一致好评。
该技术通过裕璟幸福家园等多个项目的实践应用,证明该技术能有效确保构件的质量和构件结合面的粗糙度要求,保证质量、节约工期、加快工程的形象进度、节能环保,具有明显的社会、经济和环保效益及广阔的推广应用前景。