电动轮廓仪示值误差测量结果不确定度的评定
2018-02-08黄荣辉
黄荣辉
摘要:表面粗糙度反映的是工件表面微观几何形状的误差,是几何测量的重要领域,在对表面粗糙度进行多参数定量评定过程中,电动轮廓仪的使用最为广泛,本文重点介绍了触针式电动轮廓仪示值误差测量结果不确定度的评定,对表面粗糙度标准的推广及电动轮廓仪技术的发展有着重大的现实意义。
Abstract: The surface roughness reflects the error of the microscopic geometry of the workpiece surface, which is an important field of geometric measurement. In the process of multi-parameter quantitative evaluation of surface roughness, electric profiler is the most widely used. It is of great practical significance to evaluate the uncertainty of the surface roughness standard and the development of the electric profiler technology.
关键词:电动轮廓仪;不确定度;误差
Key words: electric profiler;uncertainty;error
中图分类号:TG84 文献标识码:A 文章编号:1006-4311(2017)35-0149-02
1 概述
1.1 测量方法:参照JJF1105-2003《触针式表面粗糙度测量仪校准规范》。
1.2 测量环境:温度(20±3)℃,平衡温度时间不少于4h。
1.3 测量标准:Ra0.08,Ra0.40,Ra5.5μm多刻线标准样板,测量不确定度(5~3)%,包含因子k=3。
1.4 被测对象:触针式电动轮廓仪(见图1),最大允许示值誤差有三种,分别为±7%,±10%,±15%。
1.5 测量过程:用一组多刻线样板,分别依次对各挡垂直放大率和各行程长度(切除长度)进行测量,在样板工作区域内的三个不同位置上各测量三次。取其平均值作为测量结果。
2 数学模型
3 输入量的标准不确定度评定
3.1 输入量Ra的标准不确定度u(Ra)的评定
输入量Ra的不确定度来源主要是电动轮廓仪测量的重复性,可以通过连续测量得到测量列,采用A类方法进行评定。
3.2 输入量Ra0的标准不确定度u(Ra0)的评定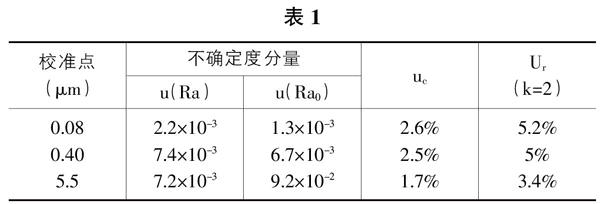
参考文献:
[1]酆智伶.T20型电动轮廓仪升降系统机械故障分析及修理[J].计量技术,2002(11):55-56.
[2]王运凯.基于电动轮廓仪的智能化数据采集系统研究[D].山东理工大学,2008.
[3]姚灵.大中型精密钢球专用电动轮廓仪的设计[J].上海计量测试,2009,36(1):2-4.endprint
