铸造企业环保问题的有效解决方案
2018-01-28吴长松重庆长江造型材料集团股份有限公司重庆400709
吴长松(重庆长江造型材料(集团)股份有限公司,重庆 400709)
1 铸造行业的现状
铸造行业属于高能耗、污染严重的行业,铸造企业在生产过程中对环境污染最严重的是固体废弃物和空气污染。根据CFA,中国铸造行业2013年排放污染物总量约为:废气(450~900)亿m3,粉尘220万t,废砂5000万t,废渣1 300万t.尽管中国已经是铸造大国,但铸造业的污染控制技术和设施还较为落后,铸造企业用于环保的投资占铸造厂设备投资的比例只是发达国家铸造企业同类投资的四分之一,针对铸造企业的环保问题给出切实可行的解决方案是非常必要和迫切的。
2 铸造企业排放的空气污染与治理
铸造厂空气污染的特点:污染源分散,浓度较低,气体量大。例如,在砂型铸造工艺中产生的主要污染物及其来源如表1所示。在美国环保局列出的总共188种危险空气污染物(Hazardous Air Pollutant,HAP)中,铸造废气中已经检测出的有40多种,对环境和人体健康都有巨大危害。

表1 典型砂型铸造工艺中的主要污染物及来源
由于污染源分散,单纯的末端处理难以达到很好的处理效果。通过使用更为清洁的原材料替代传统的高污染原材料,从源头上削减铸造过程产生的空气污染物,才是真正的环保解决方案。例如,长江康特环保型覆膜砂及长江赛特新型无机粘结剂湿态砂具有很好的环保特性。
2.1 长江康特环保型覆膜砂
长江康特环保型低臭味覆膜砂是以硅砂为骨料、专用改性酚醛树脂为黏结剂、无氨低氨固化剂以及复合固化促进剂为助剂,采用特有制砂工艺复合制备的新型铸造用覆膜砂。相对于传统工艺和使用乌洛托品制成的覆膜砂,长江环保型低臭味覆膜砂很少或者不会产生臭味气体,同时具有防脱壳、低膨胀、低臭味、溃散性好等特点:
1)低臭味性:制芯时较普通树脂覆膜砂的恶臭气相物氨气(ammonia gas)排放量低85%以上;
2)浇注时的高温热裂解气相物排放量低30%左右;
3)低发气量:较普通树脂覆膜砂降低发气量10%左右;
4)低膨胀性:较普通树脂覆膜砂的热膨胀性低5%左右;
5)良好的出砂性:较普通树脂覆膜砂清砂更容易,清砂时间可缩短30%左右;
6)使用简便:是普通覆膜砂的换代产品,铸造企业的工艺和设备不需要做任何调整变化。
2.2 长江赛特新型无机黏结剂湿态砂
基于黏结剂技术的基本理论和技术方法,长江材料开发了世界领先的新型水基型无机黏结剂。在920℃居里点热裂解气相有机物测试结果如图1,相对有机树脂砂,采用长江赛特CITEK无机黏结剂制备的湿态砂气相污染物减少92%以上,基本杜绝了铸造有害气体的产生。
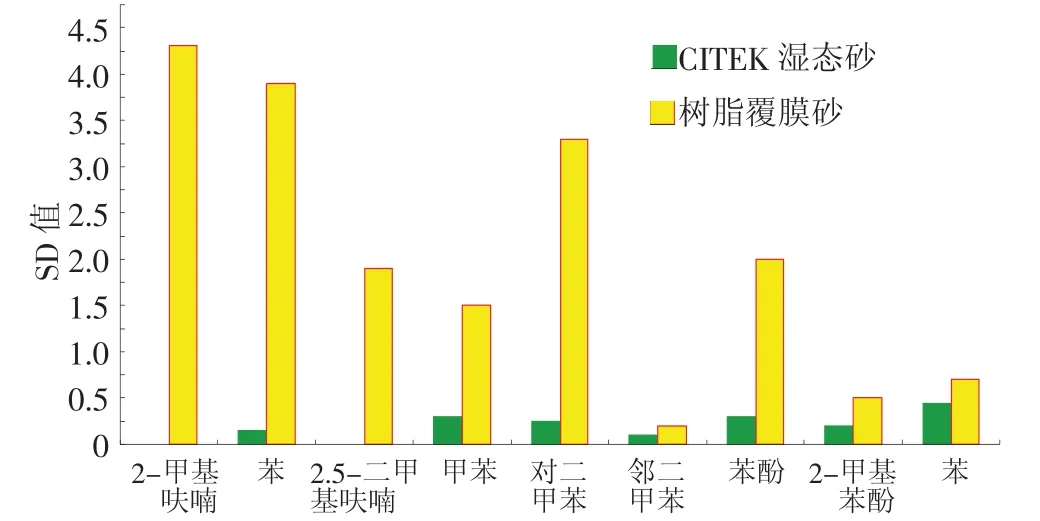
图1 CITEK湿态砂与树脂覆膜砂气相有机物检测结果
长江赛特CITEK无机黏结剂在重庆、成都等地有色铸造厂家得到推广应用,通过其在铸铝发动机的缸盖组芯的等芯件规模化制芯、浇注生产的应用验证,可以得到以下结论:
1)无机黏结剂的环保性能优越,是一种可以实现绿色铸造的新材料技术;
2)无机湿态砂完全可以用于铸铝件制芯、浇注规模化生产;
3)无机湿态砂应用于铸铝件浇注后清砂非常容易,与树脂覆膜砂相比其清砂时间仅为树脂覆膜砂的三分之一左右,溃散性很好;
4)无机湿态砂因其浇注过程中黏结剂不会在高温下燃烧发热,是一个吸热过程具有激冷效用。因此,根据不同的砂铝比可以在不同程度上改善铸件的金相组织,提高铸件的强度;
5)无机湿态砂发气量较树脂覆膜砂大大降低(相同黏结剂量比至少低60%以上),可以大大改善铸件质量,避免气废,降低生产成本。
铸铝中应用无机湿态砂仅需要适当调整工艺过程,部分改造射芯设备,适当添置或改造必要的烘(储)芯装备,通过控制和建立无机湿态砂相应的准时供货制度,覆膜砂制造企业完全可以采取传统覆膜砂的供应体系进行运行,不需要铸造企业再像采用冷芯盒工艺、呋喃工艺那样自己混砂而增大企业投资负担和环保处理负担,是一种能适应中国现有企业特色极具推广意义的绿色铸造新技术、新产品。
3 铸造废砂的污染与治理
铸造企业在生产过程中对环境污染最严重、数量最大的是废砂。
3.1 铸造废砂的污染与危害
废砂的危害包括扬尘污染、化学污染、土壤砂化、占用土地和浪费硅砂资源。
扬尘污染:废砂中所含的大量细小的颗粒(包括PM2.5),裸露在外会随风飘散,形成极大危害;
化学污染:废砂中含有持久性有害有机污染物质,填埋弃置的废砂将长期污染土壤和水体。
3.2 铸造废砂循环再生处理
3.2.1 铸造废砂零排放再生处理特点
技术上:热法再生降低了再生砂的热膨胀系数,提高了砂粒表面的活化。高质量的再生降低了再生砂中的细粉含量,从而可以减少型砂中树脂加入量,降低铸件表面上的脉纹、气孔等铸造缺陷;
经济上:使用再生砂,可大幅度降低新砂用量,保护砂资源,节约运输成本。减少铸件的铸造缺陷,从而降低铸件的综合成本。降低CO2排放成本。
从环保角度上,政府法规越来越严,废砂无序倾倒将导致企业严重后果。废砂再生处理可大大降低随意抛弃排放含有害物质的混合废砂,大大减少对土壤和水源产生的污染。
3.2.2 通常再生技术
通常的再生技术有热法再生、机械再生及湿法再生,但都存在一些问题。
1)纯热法再生只处理单纯的树脂砂,不能处理潮膜砂等;
2)纯机械再生:只处理单一废砂,再生效果差;
3)湿法(又称水洗法)再生,占地面积大,投资及运行成本高;残余树脂和死黏土不能处理掉;冬季结冻;洗砂水和淤泥的二次污染严重,环保问题比较大;国外已经摒弃湿法再生,只有部分水玻璃砂使用。
3.2.3 长江材料的热法+机械联合再生技术
长江材料的热法+机械联合再生技术是一种新的技术,可处理各种废砂(树脂砂,潮膜砂,无机砂),混合砂再生砂质量高;再生砂替代新砂制芯高效低耗;余热重复利用可实现零排放;可进行粉尘再利用,废气处理。
3.3 废砂再生处理的问题
国内再生设备、技术、工艺良莠不齐,致使再生砂质量、再生成本、环保措施等参差不齐。很多企业不熟悉再生技术,造成设备利用率低,再生砂质量差,综合成本高,二次污染严重等问题。再生处理中主要有污染物的迁移变化(有机污染物、重金属)和二次污染物(废气、粉尘)。
长江材料对再生过程中产生的废气全部进行了无害化处理,从根本上杜绝了空气的二次污染。同时长江材料严格规范二次废弃物的分离与收集,对物料分类,避免传输及处理程中的二次污染,对粉尘进行无害化处理和再利用,从根本上达到零排放。
4 绿色铸造一站式服务模式
长江材料在铸造企业附近投资建设一站式集中生产服务基地,提供原砂配送、普通覆膜砂、低臭味覆膜砂、无机黏结剂及其湿态砂、砂芯制作、废砂回收再生处理等技术、产品及服务。铸造企业只需提出产品和技术要求,长江材料就把砂或者砂芯送到铸造企业,再将废砂运回到长江基地再生处理,把处理后符合技术要求的再生砂制作成相应产品,送回到铸造企业,如此循环。图2为一站式服务模式。

图2 一站式服务模式
铸造企业专注于铸造生产与产品开发,无需考虑与砂相关的投资与生产管理问题,没有再生砂质量、设备维修等问题;没有废砂、废气排放问题。
长江造型的专业化、规模化生产,有利于二次废弃物的处理,大大减少二次污染。
长江材料绿色铸造一站式服务模式将减少地区的排放污染,也有利于政府环保部门对铸造废气废砂处理的监控管理。
5 结 论
我国铸造业在生产过程中会产生严重的固体废弃物和空气污染物,对环境和人体健康都有巨大危害,但多数铸造企业的污染控制技术和设施还较为落后。本文介绍的几种实用的绿色环保解决方案,特别是重庆长江造型材料集团股份有限公司的绿色铸造一站式服务模式,通过给铸造企业提供清洁环保的型砂(芯)材料和技术,从源头上削减铸造过程产生的污染物,加上先进的铸造废砂再生处理技术,使铸造企业能真正达到绿色铸造的环保要求。
