铸管装备喷锌机升级
2018-01-28闫现臣张三辉夏召孟郭磊雷新兴河北工程技术有限公司河北邯郸056107
闫现臣,刘 斌,张三辉,夏召孟,王 嵩,郭磊雷(新兴河北工程技术有限公司,河北邯郸 056107)
球墨铸铁生产时,为保证和提高球墨铸铁管使用年限,铸管外壁喷涂一层锌。锌层质量和厚度影响防腐效果。
球墨铸铁管外壁锌层一般采用电弧喷涂工艺完成,采用球墨铸铁管生产专用喷锌机。其中常用电弧喷涂系统的主要技术参数:电流650 A,喷涂量70 kg/h.新国际标准要求球墨铸铁管外壁防腐锌层厚度为200 g/m2,旧标准要求为130 g/m2.现用设备不能满足生产和质量要求。
本文主要对新开发技术进行描述,并对电弧喷涂系统响应部件进行分析。
1 电弧创新点
电弧喷涂技术参数:2 000 A,喷锌能力130 kg·h/台。短行程离线喷锌。采用电弧喷枪不动、铸管移动的喷锌方式。喷枪沿铸管径向移动程序控制。喷锌过程在封闭的隔音罩内完成。工作过程喷锌室成负压状态,无锌粉外溢。噪音控制在95分贝以内(设备周边1.5 m处)。
锌丝桶更换不停机,设置锌丝对焊机;锌丝桶旋转;锌丝消耗计量。
铸管进入喷锌机前,测量铸管直径和长度。
喷枪开停时间根据铸管长度、小车位置及速度、拖轮转速确定。
2 电弧喷涂系统常见问题及对策
现用设备存在问题如表1所示,喷锌机通过采取措施改造后可以解决这些问题。改造后的喷锌机如图1所示。
3 电弧喷涂系统
3.1 枪头
枪头是喷涂系统关键部件之一,主要组成部件:枪头体、导电嘴、导电杆。数沉积率、喷涂量、稳定运行都与枪头有关。导电嘴形状如表2.导电嘴材料与性能如表3所示。

图1 新喷锌机结构
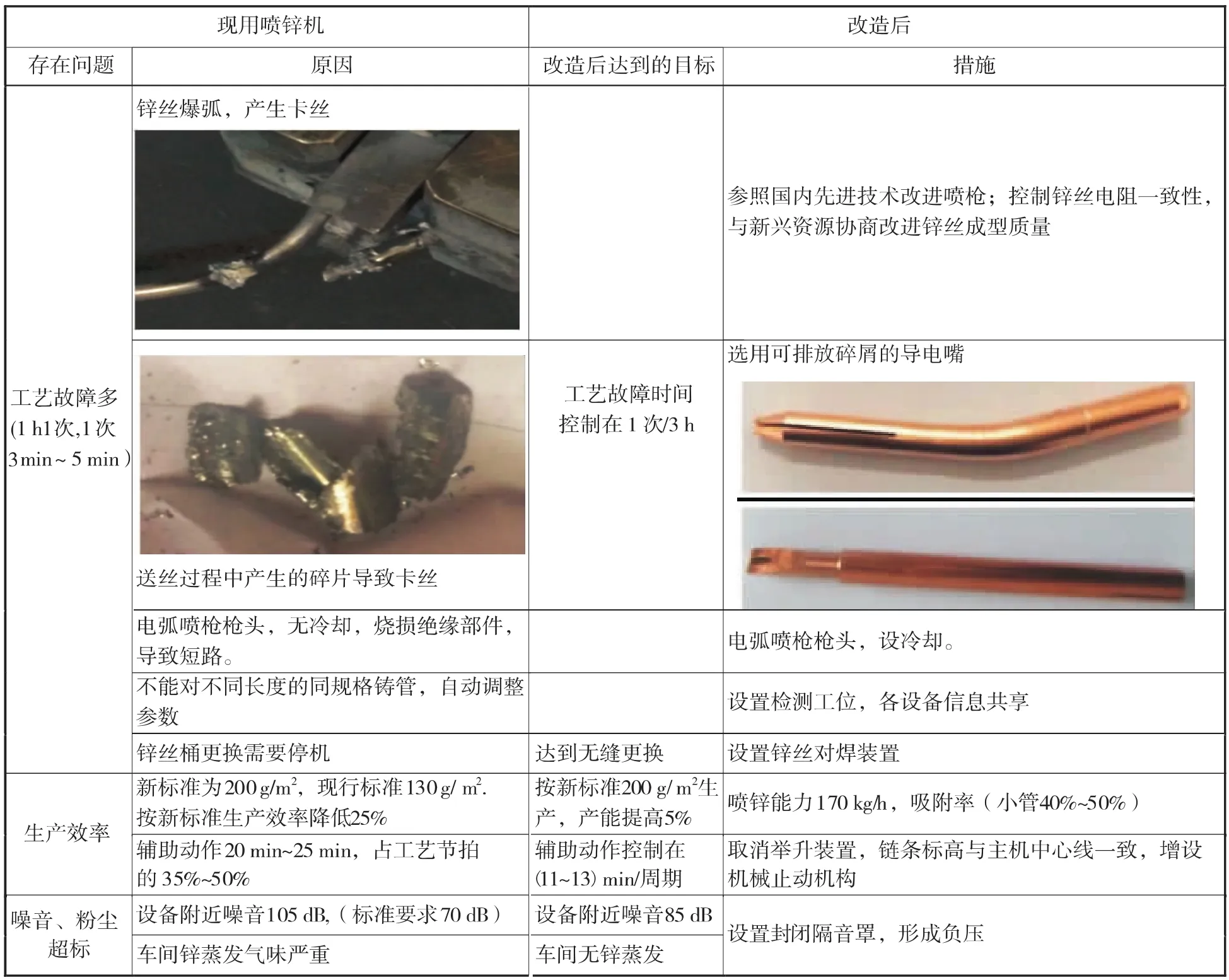
表1 电弧喷涂系统常见问题及对策
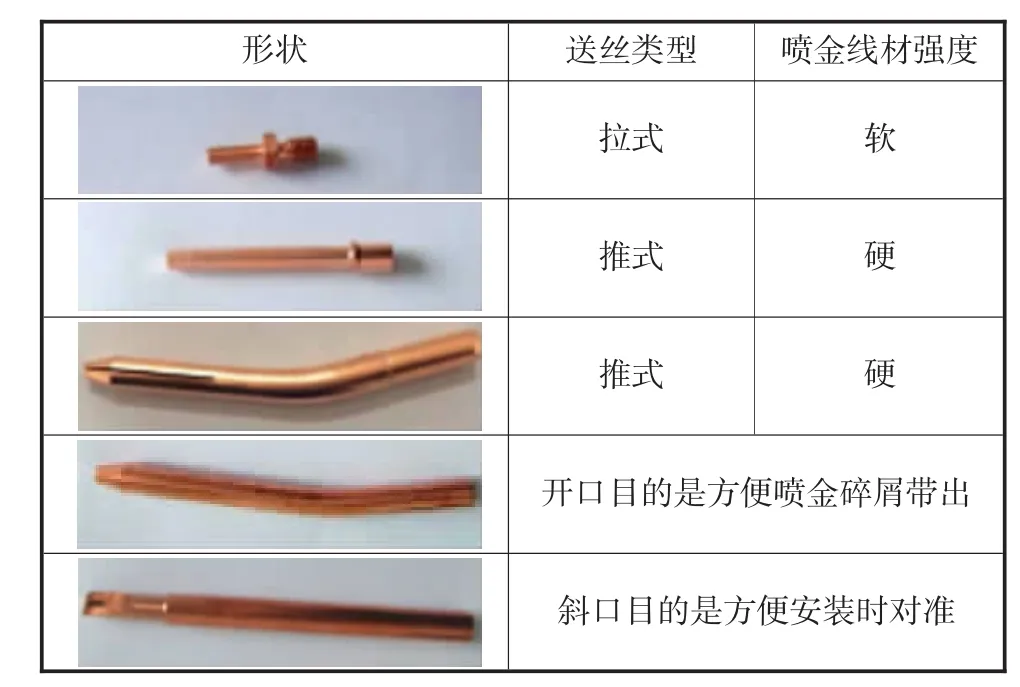
表2 导电嘴形状

表3 导电嘴材质及性能
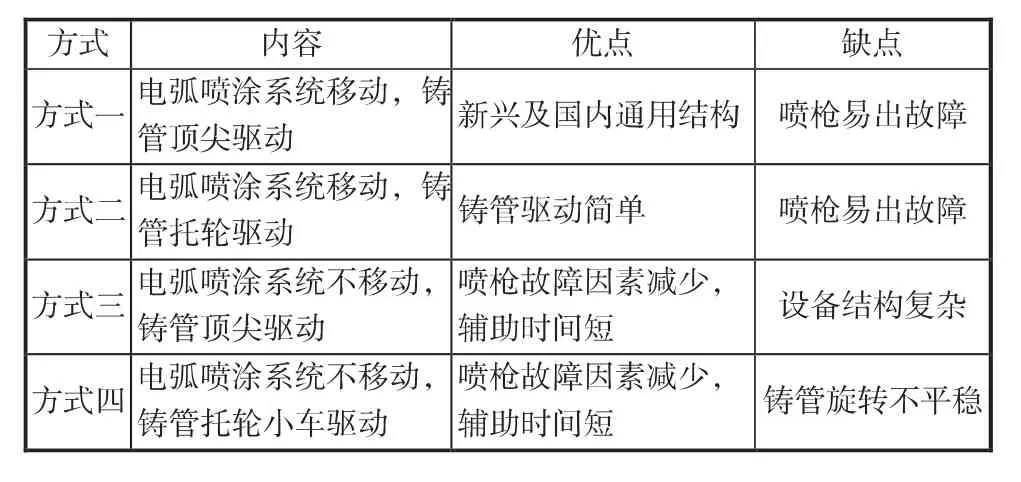
表4 喷锌机喷涂方式
3.2 喷锌机主体结构
喷锌机喷涂方式如表4所示。选择方式三,电弧喷涂系统不移动,铸管顶尖驱动平车驱动铸管旋转并带动铸管轴向移动。做好除尘及噪音隔离。电弧喷涂系统选用国内先进技术,提高锌的利用率。
4 结 论
经过设备改造,选择先进电弧喷涂系统,能满足生产效率和环保要求。设备故障少,生产效率高,易实现自动化。
