浅析高速硬铣在模具制造中的应用
2018-01-25陈隆波
陈隆波
(共青科技职业学院,江西九江,332020)
1 采用高速(HSC) 铣削提高模具制造效率
在模具制造中,最早采用的是高速铣削,这种工艺不仅广泛应用于加工复杂的自由曲面和型腔,而且还应用来加工电火花加工用的电极。
高速铣削,由于采用了比常规铣削高5-10倍的切削速度和进给速度,既能大大缩短基本时间,也可显著提高工件的表面质量。为了获得很高的工件表面质量,高速铣削工艺可以通过采用较小的每齿进给量和较小的刀轨行距(约百分之几毫米)来提高工件表面的加工质量,由此减少或完全免去加工表面的后序抛光处理,从而缩短模具整个加工工艺流程的时间。
通过高速硬铣替代电火花加工高速硬铣( 通常把硬度超过56HRC、Rm>2000 N/mm2的钢铁材料进行的加工称之为硬加工)为模具加工提供了很大的应用潜力,高速硬铣可以补充模具传统的加工工艺流程,在许多情况甚至可以完全替代电火花加工。

图1 模具的传统生产工艺流程

图2 采用高速硬铣的生产工艺流程
从采用高速硬铣的生产工艺流程中可以看出,模具构件可以在一次装夹下进行全部加工,这不仅大幅度地减少加工时间、改善型面的表面质量和加工精度。由于节省了制造电极、电火花加工和抛光(或大大减少抛光工作量)三道工序,简化了加工工艺流程,缩短了模具的制造周期,显著降低了生产成本。
过去制造连杆锻模的主要工艺是电火花加工,在电火花加工时会发生模具表面的损伤,即产生所谓的“白色层”,这种受损边缘层要通过手动抛光来清除。而采用高速硬铣工艺,可免去软铣和电火花加工,也就免去了制造电极和抛光工序。通过高速硬铣连杆锻模,不仅简化了生产工艺流程,缩短加工时间,而且可获得很好的工件表面质量。
高速硬铣加工热作模具钢的注塑模是采用高速硬铣模具最典型的例子,硬度56HRC。采用高速硬铣,工件可在一次装夹下进行粗、半精和精铣加工成成品。而采用电火花加工,工件需经过粗铣、调质、制造电极、电火花加工和抛光。模具的制造时间要比高速硬铣高三倍。采用高速硬铣削加工注塑模,可获得较高的表面质量和几何形状精度,将抛光的工作量减到最小程度,并同时大大缩短了加工时间。
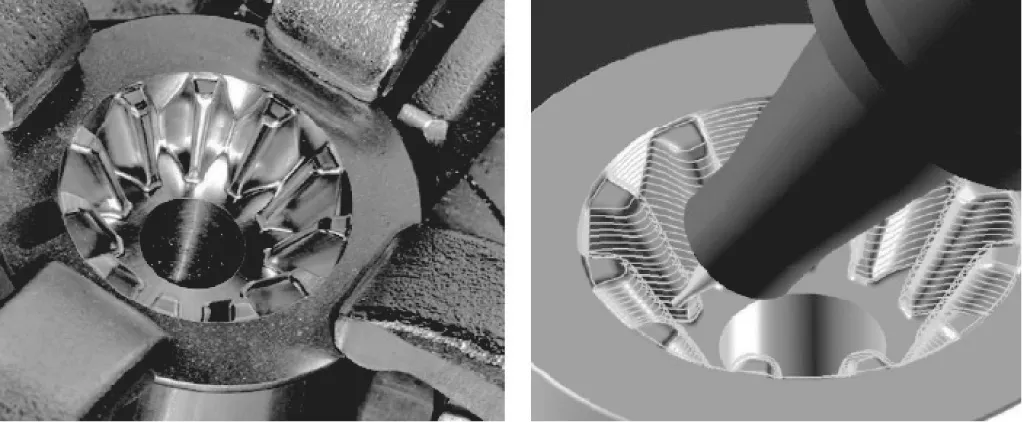
图3 高速硬铣锥齿轮锻模
近几年来,许多锥齿轮锻模的制造几乎也都采用了高速硬铣工艺。如Walter以及日立工具株式会社等刀具厂商都为高速硬铣锥齿轮锻模提供了成套刀具,仅从这些高速硬铣的加工实例中,可以看出铣削工艺比电火花加工赢得了更为重要的地位,特别是高速硬铣已成为模具加工最为重要的关键工艺,根据德国弗劳恩霍夫生产技术研究所(IPT)在13年前(2004年) 对全德国600家模具制造厂家所进行的调研表明,当时硬铣已占模具加工的整个加工工艺的20%,硬铣工艺已成为模具加工技术的发展趋向。而当今,硬铣工艺已是模具加工最重要的工艺。
2 高速硬铣的优点和对铣刀及加工条件的要求
高速硬铣削与电火花加工工艺相比,具有很多优点。硬铣工艺具有很高的工艺柔性;可以获得较高的表面质量,表面粗糙Rz~1μm;可采用近净形精密制造工艺(毛坯轮廓接近成品尺寸),毛坯可以直接在淬硬状态下在同一台机床上铣削成成品,可省去电火花和磨削等工序;高速硬铣省去了一些加工工艺,简化了生产工艺流程;缩短了生产流程时间,提高了效率和降低了成本;硬铣通常是采用干切削。
对高速硬铣用的铣刀有如下要求:铣刀应具有较高的抗热震性;选用韧性好并耐磨的刀具材料;具有较高的回转精度;合适的刀尖角度,以承受较高的切削负载;采用耐热的硬涂层。
为了使铣刀获得较好的加工成果,除了需要由专门的硬质合金的刀体、设计独特的几何角度和与使用目的相适应的硬涂层进行最佳的组合外。还需要注重对切削用量、刀具的夹紧和机床(刚性及静、动态性能)等部件和工作参数进行正确选用。铣刀刀柄通常采用h5精度,而刀夹主要是采用液压膨胀夹头和热胀冷缩夹头,刀具刀夹系统要经过精密的动平衡。对于高精度高速硬铣常采用球头铣刀,正确选择工作转速很重要,在这里要考虑铣刀的实际工作直径,如采用一个直径为6mm的球头铣刀,铣削时的背吃刀量0.1mm, 铣刀没摆偏,这时得到的铣刀实际工作直径为1.54mm。此时如按Vc=200m/nin的切削速度进行加工,则需要n=41000r/min 的主轴转速。
3 微细硬铣削
构件的微型化已成为一种发展趋势。在许多技术领域(诸如航空、汽车、电子、移动通讯、医疗、光学和机械制造等技术领域)愈来愈多地应用微型机械产品。构件的这种微型化发展,对加工技术提出了很高的要求。
为降低制造成本,大批量微型构件是采用模具来制造的。微细铣削加工,采用的铣刀直径通常在0.1mm和2mm之间, 铣刀设有两个铣削刀刃。考虑到铣刀直径小和刚性差的情况,刀具材料是普遍采用超细颗粒(0.2μm-0.5μm)硬质合金,这种合金由WC-Co和粘结材料组成,在烧结时能获得均匀的组织,具有硬度高、韧性好、抗疲劳强度高和耐冲击性能好等优点,故能适合于制成特小直径的铣刀,并应用于硬铣加工。
为减小铣刀刀刃和工件之间的摩擦以及提高铣刀的耐磨性及热稳定性,在铣刀上涂有(1-3)μm 厚的硬涂层。目前,用于进行微细铣削的加工中心,主轴采用空气支承的电主轴,转速一般在60000 r/min 以上。刀具- 刀夹系统要经过特别精细的动平衡(在60000 r/min 转速的条件下平衡品质达到G0.3)。为适应微细铣削加工的快速发展,研制新的更高转速的电主轴具有特别重要的意义。几年前,一些电主轴制造厂已生产出160000 r/min转速的主轴部件。
4 高速硬铣的应用限制
高速硬铣的难度常常会随着工件硬度和工件几何形状复杂性的增加而加大。前些年,在模具制造业,工件硬度在(62-64)HRC 被认为是高速硬铣能进行可靠加工的硬度上限。因为当硬度超过极限值时,铣削时铣刀就会迅速磨损。而复杂的几何形状会使切削条件变差,致使加工难于顺利进行。当材料硬度超过64HRC 时,模具构件的加工就得采用电火花加工。现在工件加工硬度的提高意味着高速硬铣的应用范围又得到了扩大。
限制高速铣削应用的另一个因素是加工具有较大的深度/宽度比的型腔。对于加工这样深的型腔,除了不得不采用细长的铣刀,不利于加工外,型腔加工的顺利与否,还与许多因素有关:材料的硬度和韧性、刀夹的园跳动、铣刀的园跳动、刀夹和铣刀的动平衡、排屑和润滑情况以及是3 轴还是5 轴加工等。
为了能够解决材料愈来愈硬和形状变越来越复杂的加工任务。应采用确保加工顺利进行的一些措施:如加工较深的型腔时,应采用细长锥形和具有减震性能的刀夹(例如:液压膨胀夹头或三棱应力锁紧夹头),以避免铣刀在高速铣削产生振动,导致加工表面质量恶化和刀具寿命变短。刀夹、刀具还应进行动平衡,铣刀也应采用具有锥形杆的铣刀。并在进行高速硬铣的过程中,应采用微量润滑来提高刀具寿命和改善工件表面质量。通常,在遇到型腔极窄和又深的极端情况下,才考虑采用电火花加工工艺,而电极则可以通过高速铣削来制造。
5 结语
对制造模具来说,高速铣削和电火花加工是两个相互进行竞争的加工工艺,而高速硬铣在模具制造业中的推广应用,是模具制造技术的一次重大变革。高速硬铣在多数情况下,不仅可以替代电火花加工,简化模具制造的整个生产工艺流程,而且可提高模具的加工质量、缩短模具制造时间和降低生产成本。从当前高速硬铣和5 轴加工技术的发展现状和发展的趋向看,可以确信,刀具技术的不断发展,尤其是在刀具材料、涂层和几何形状方面的不断发展和优化组合,是开发高速硬铣技术和扩大其应用范围的基础。
[1]唐监怀.服务模具工业,打造模具专业精品——盐城技师学院关于模具建设的思考[J]. 科技资讯,2011,(31):107.
[2]严丽,赵晓明.提高模具加工质量的探讨[J].塑料工业,2009,37(01):79-81.
