尺寸引出法在测量中的灵活应用
2018-01-25河南北方星光机电有限责任公司邓州474150杨亚锋
■ 河南北方星光机电有限责任公司 (邓州 474150) 杨亚锋 孙 亢 李 朔

1. 问题的提出
通常从事产品零部件制造的企业都配置有三坐标测量机、影像仪和投影仪等测量设备,这些设备功能强大,测量范围广,在首件尺寸鉴定测量中发挥了很大的作用,但实际测量中,由于零件构成尺寸和结构部位的特殊性,采用上述设备仍存在不能直接测量的问题,下面几个图例为我们在测量工作中经常遇到的问题。
(1)测量图1尺寸(10±0.05)mm。采用影像仪测量时,由于孔口有R1mm圆角,影像仪屏幕显示孔口为环状明暗不同的影像,难以准确捕捉到φ1mm孔口的轮廓,影响两孔中心距的测量准确性;采用三坐标测量机,由于测头最小直径为1mm,测头不能进入孔内或在孔内移动距离小,故无法测量。
(2)测量图2尺寸(8±0.8)mm。采用三坐标测量机、影像仪、投影仪和数显卡尺均无法测量。
(3)测量图3垂直度。由于孔φ6.4mm和φ5mm形成的环面宽为0.7mm,测头最小直径为1mm,大于环面宽度,致使测头不能可靠触及环面,造成测量不准确。
(4)测量图4尺寸4.9+0.11-0.15mm。一端面由于孔φ7.55mm和φ6.5mm形成的环面宽为0.525mm,测头最小直径为1mm,大于环面宽度,致使测头不能可靠触及环面,造成测量不准确。
(5)测量图5尺寸15.4+0.15+0mm。采用影像仪或投影仪测量,虽然可以找到尺寸一端圆柱环面高点影像,但不能够探测孔内另一端面;采用三坐标测量机测量,尺寸一端圆柱环面高点难以捕捉,尺寸另一端存在环面小的问题。
(6)测量图6尺寸φ9.4+0.15+0mm。采用影像仪、投影仪或三坐标测量机均无法测量,由于尺寸太小,做专用内径卡钳也无法进行测量。
2. 尺寸引出法的基本思路
尺寸引出法的基本思路是:采用简易测量辅具将零件被测要素由体内引出至体外,实现通用量具和量仪能够进行测量的方式,通过测量并对测量结果进行转换计算,从而获得被测要素的实际值。
3. 应用实例
图1~图6所示是在实际工作中经常遇到的测量问题,图7~图12所示是运用尺寸引出法所采取的具体解决措施。
(1)如图7所示,采用影像仪测量两小孔中心距。将两个φ2mm钢球分别放入孔口定心,测量时可以获得两个清晰的钢球直径轮廓影像,通过拾取轮廓圆,并点击软件功能图标获取轮廓圆中心距,即两孔实际中心距。
(2)图8所示为测量螺纹深度。按通螺纹塞规要求制作长为L的螺柱,其旋入端不倒角,将螺柱旋入螺纹孔中并到位,选用三坐标测量机、投影仪或卡尺均可测得尺寸X,则被测螺纹深度=L-X。
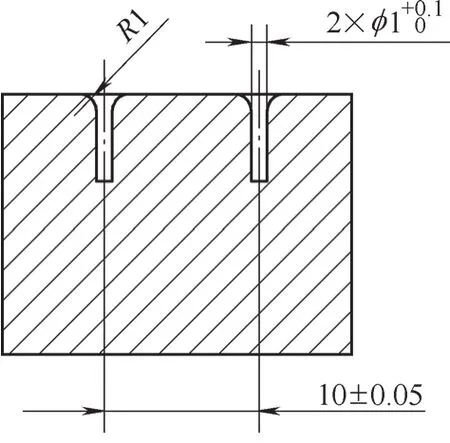
图1
(3)图9所示为测量轴孔环面与小孔中心线的垂直度。制作一个带中心孔的圆柱销,要求上下端面平行并倒角,其倒角大小既要保证圆柱销端面与环面接触,又要与孔底圆角不干涉,三座标测量时先测量小圆柱孔,然后装上圆柱销,再测量圆柱销上端面,通过软件评价即可获得上圆柱销端面与小孔中心线的垂直度,即为被测垂直度。
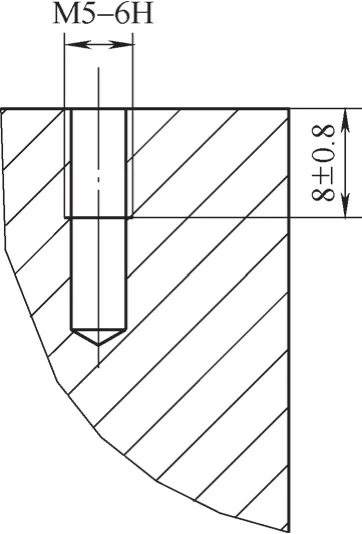
图2
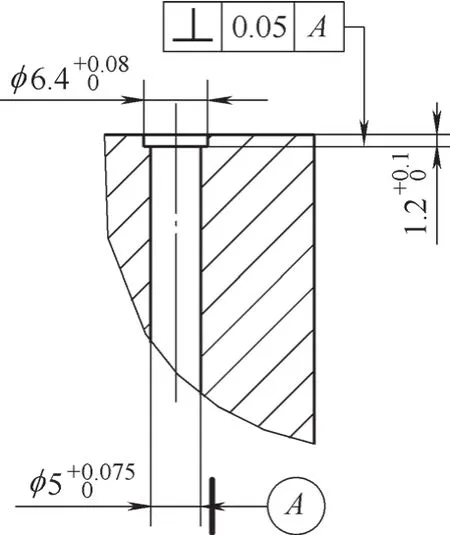
图3
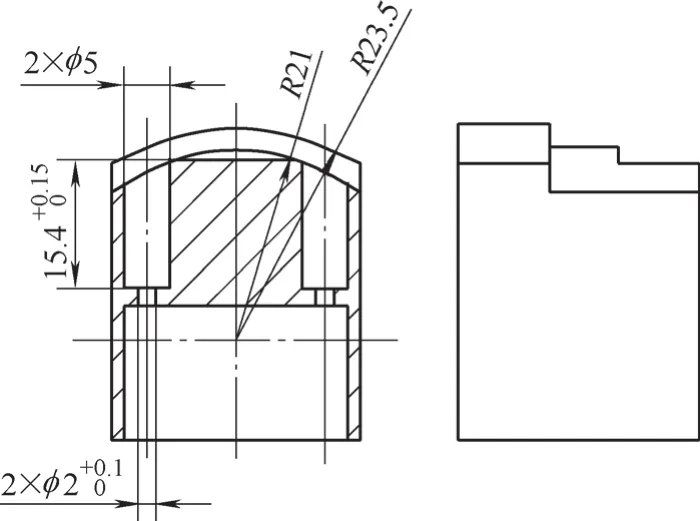
图5
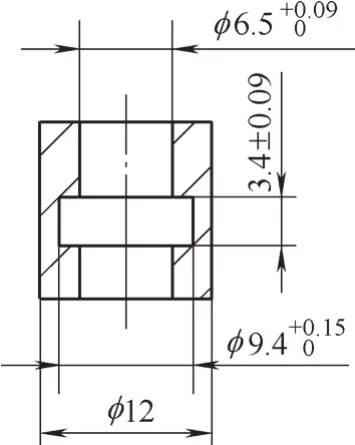
图6
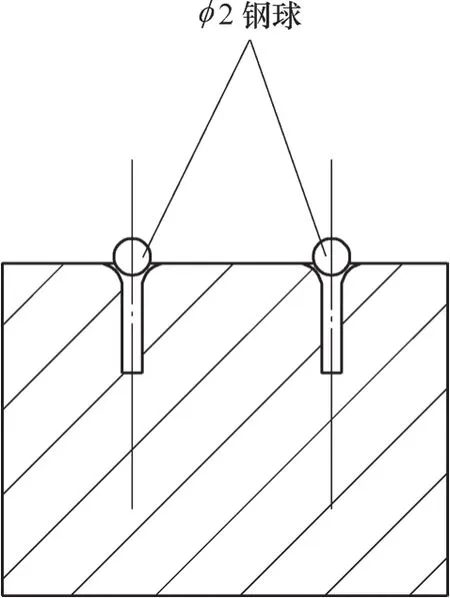
图7
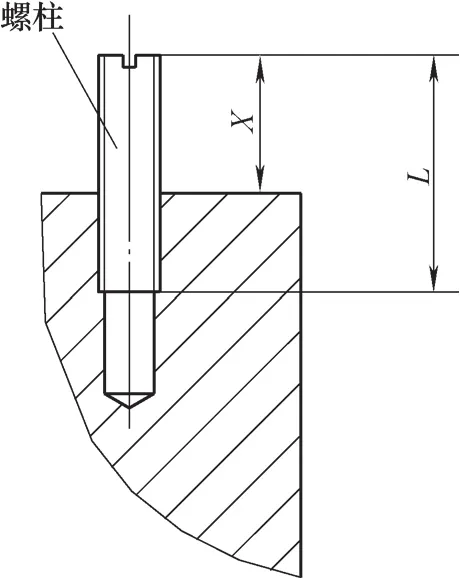
图8
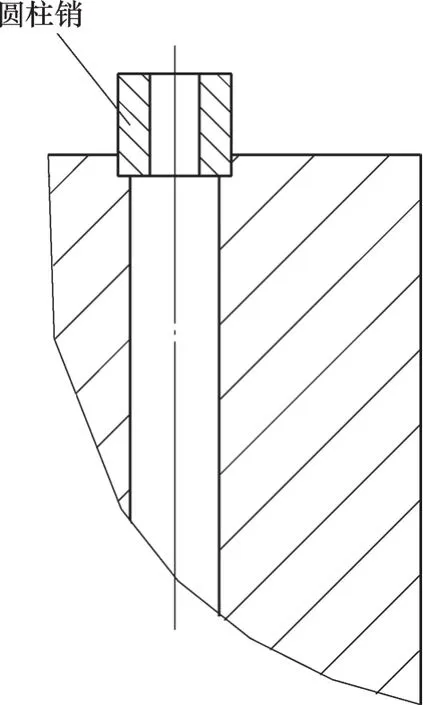
图9
(4)图10所示为测量小孔深度。制作一两端面平行的垫块和长为L的圆柱销,测量时先用三坐标测量机测量垫块上表面,再将端面倒角的圆柱销装入孔中,然后零件放在垫块上,用三坐标测量机测量圆柱销上端面测得尺寸X,则被测尺寸=X-L。
(5)图11所示为测量孔底到圆柱高点母线尺寸。制作长为L的圆柱销,端面倒角,将圆柱销装入孔中,用投影仪测量出尺寸X,则被测尺寸=L-X。
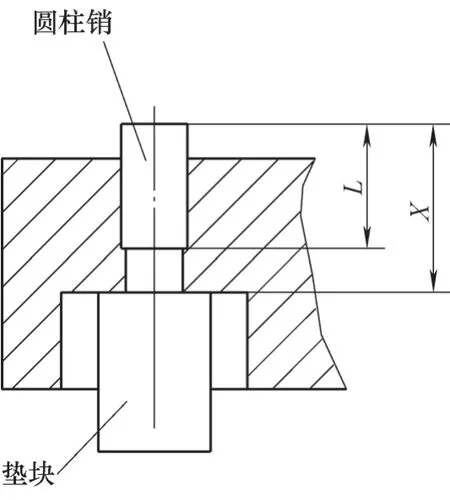
图10
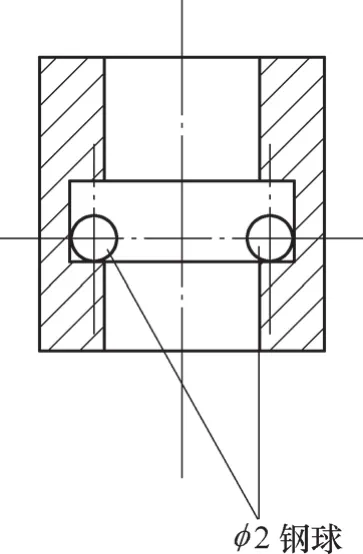
图12
(6)如图12所示,为了测量内环槽的直径,将3个φ2mm的钢球喂磁后,使其紧靠着内环槽的内壁,通过影像仪测量3个钢球的突出点来获得三个钢球组成的内接圆,加上两个钢球的直径,即可得到内环槽的直径。
4. 结语
本文所介绍的几种尺寸引出法应用案例是我们在实际工作中的经验总结。尺寸引出法简单、经济,在实际测量中具有很好的推广价值。
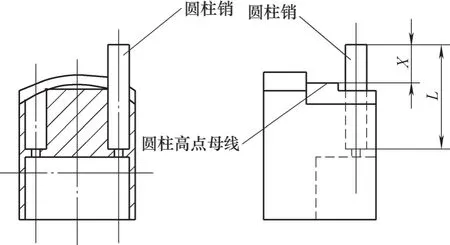
图11
[1] 郝建忠. 机械测量技术[M]. 北京:电子工业出版社,2011.
[2] 公差配合与技术测量编写组. 公差配合与技术测量[M] . 北京:国防工业出版社,1973.
[3] 刘巽尔. 量规设计手册[M]. 北京:机械工业出版社,1990.