航空用铜钣金件下料工艺的柔性化研究
2018-01-23
(成都飞机工业(集团)有限责任公司,成都 610031)
0 引言
柔性化制造意味着生产线上的工艺装备具有很大程度的通用性,在进行新产品的研制生产时,不需要(或较少)对原有生产线进行改造[1]。在航空领域,柔性化装配技术早已得到蓬勃发展并已经带来显著效果,如柔性机翼壁板/翼梁装配系统、复合材料升降舵柔性装配系统、柔性制孔技术等[2,3];另一方面柔性化检测也正在逐步实现当中,如苏再为等人提出的柔性罩盒抽真空快速泄露检测技术能够针对不同外形工件进行泄露检测[4]。但在制造环节,尤其是钣金件的生产,仍然大量采用专用模具成形加工。据统计[5],钣金零件项数占全机零件总项数的40%左右,若能在钣金制造环节逐步实现柔性化,将给企业带来显著的效益提升。
航空用铜钣金件大多为平板件(或平板件经简单折弯得到)。铜钣金件一直采用传统的专用模冲孔落料的下料方式。因为模具设计制造周期长,通用性差,出现问题时返修较麻烦,甚至需要报废复制。为了解决类似问题,提出了铜钣金件的柔性化下料工艺,在保证零件合格率的情况下,极大地缩短了生产周期,节约了生产成本,取得了较好的生产效益。
1 传统铜钣金件下料方式
传统的铜质钣金件下料主要以下块料,级进模/复合膜冲孔落料为主。如图1所示为一些典型的航空用铜质钣金零件展开图形,每一类零件都是一个系列,每一系列零件外形大同小异,而又不完全一样,所以生产用模具都彼此单独存在而不能共用。因为模具数量大,制造周期长,且需要定期检修维护,耗费不少时间和人力。并且每批次零件数较少,模具利用率低,有时候模具的制作、仓储和定检成本比其所加工零件的利润还要高。

图1 常见铜质钣金件展开图形
对于铜钣金件,除了回转体类零件可以采用车削的方法加工外。目前常见的加工途径还有线切割,数控铣切等方式,或者铣削粗加工配合磨削精加工的方法[6~8]。但因为铜材料自身粘性大,切削加工性能差的特点,以上加工方法效率很低,不适合批量生产。为使铜钣金零件优质高效地下料及加工成形,经过对公司现有设备的调查研究,决定对利用数控转塔冲床进行铜钣金零件无模柔性化下料工艺的可行性展开研究。
2 数控转塔冲床的加工特点
公司现有LVD某型号数控转塔冲床一台,其加工方式有单次冲压与连续冲裁两种[9]。单次冲压的工作方式主要完成圆孔(标准圆孔、长圆孔)的冲裁,零件倒内外圆角;连续冲裁的工作方式适合条形孔,切边,小刀具进行大圆孔、大弧度外形的冲裁等加工过程。数控转塔冲床冲裁零件最大的特点便是:它是以单次或连续冲裁为基础,经过模具的组合使用,沿零件内孔及外形进行蚕食加工从而得到所要求形状。如图2所示,红色轨迹为行刀路径。
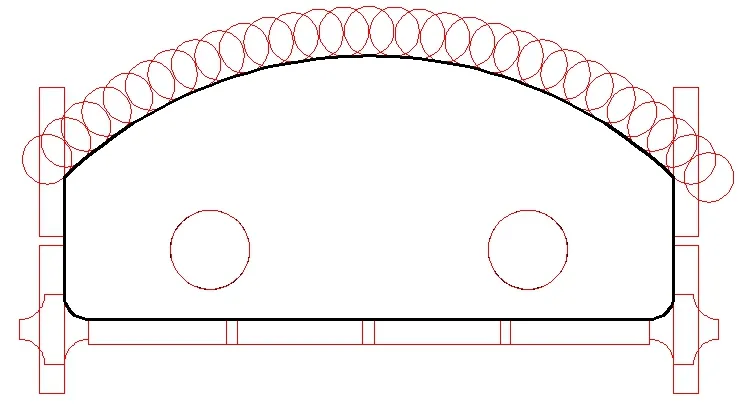
图2 数控冲切零件展开外形
数控转塔的这种蚕食加工的特点,是其能对铜钣金件进行柔性化下料的基础。要充分发挥设备的柔性化加工能力,关键在于模具库所包含刀具种类的完备程度,而这些模具都是各类型(包含不同材质)零件所共用的。
数控转塔冲床加工的另一特点便是阵列成形,即在一张毛坯板上同时成形多个外形一致或不一致的零件,只要求零件的原材料牌号及厚度规格相同便可,与传统的专用模具下料相比,不用频繁地更换压力机上的模具,极大地提高了生产效率。
3 数控冲床柔性化下料流程
3.1 二维下料数据的获取
如图3所示,模线设计人员利用CATIA软件专用模块,基于经验公式对外形简单的零件进行展开分析,得到二维图,作为数控下料依据及展开样板制造依据。这里的“外形简单”是指平板料成形为零件的过程相对容易。若零件成形过程复杂,则无法给出精确的展开图形。这时通过适当放大余量的方法给出零件的展开毛料图,作为下料依据。工人对毛料进行加工成形,经过修剪,成为合格零件之后,再将其逆向矫平,得到零件展开件[10]。利用二维测量机对展开件进行扫面,获取外形数据点云,为了得到正确的可利用的连续线条,还需对点云进行优化处理,最终得到下料所需二维图,在下一批零件下料时就可用其替代毛料样板作为下料依据。
3.2 冲切程序编制
精确下料图形定型以后导入到冲床对应的编程软件中,接着进行刀具的选择与加工路径的编制。数控冲床与普通冲床最大的区别是[11]:后者完成冲切行程后,零件与毛板料完全脱离,每种零件都需要对应的模具来完成下料;微连接工艺的采用,使得数控冲床仅仅利用通用模具就能加工出普通冲床上难以加工的形状复杂、尺寸较大的落料件。即在编制冲切程序时,是利用通用模具的组合加工来完成一个零件的下料,如圆形模具完成冲孔、倒内圆角,矩形模具完成切边等。
一般对同种厚度规格的零件,同时进行编程,因为单种零件的需求数量实在太少,为了提高材料利用率,常常在一张毛坯板上冲切多种零件。因此编程完之后还需要进行零件的排版,即各个零件在毛坯板上的下料位置。排版完之后一般还需优化走刀路线,因为编程仅对单个零件进行,每个零件又同时用到多种模具,这样加工时就需要来回切换模具,大大降低了加工效率,也不利用设备的维护保养。优化后的走刀方式是以最少的换刀次数,最短的行刀路径进行冲切加工。
3.3 数控冲切下料
将编制好的程序导入现场PC,同时将毛板料安装固定好,运行程序前检查冲床工位上的模具是否与程序中的模具相匹配,模具周围是否有上次冲切的碎屑等等,所有准备工作到位后即可运行程序进行冲切。
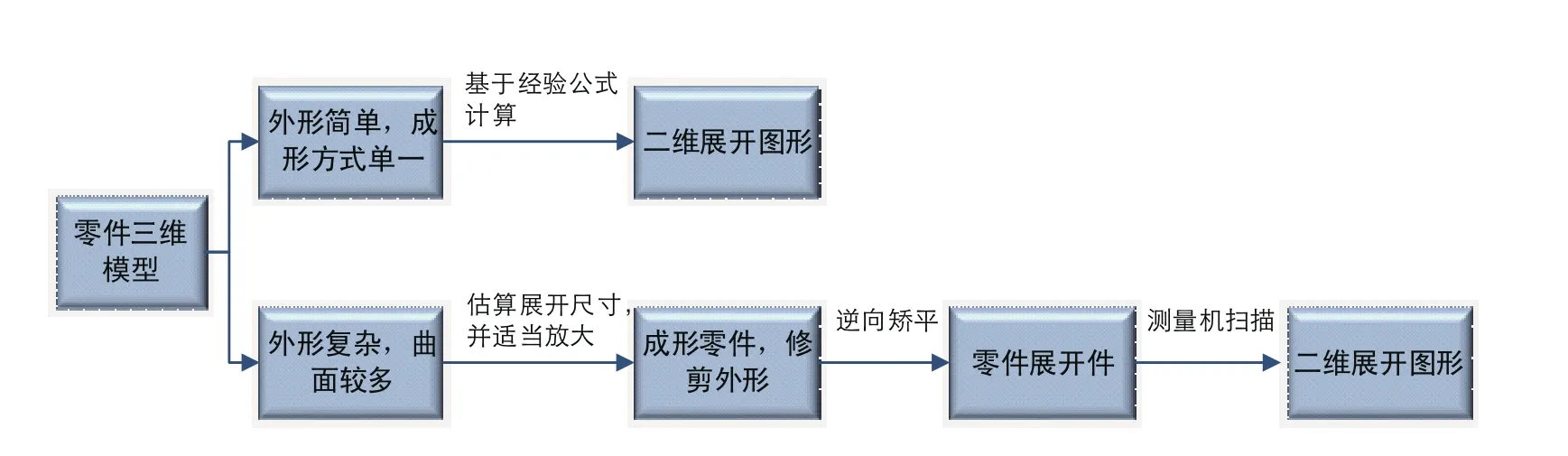
图3 零件展开二维图的获取
现数控冲切几乎都采用微连接工艺,故冲切完成后,零件毛料仍然与原毛板料固连在一起,微连接大小根据零件大小和规格在编程时就已经确定了,一般小于1mm,只需手工晃动数次便可轻易取下零件。对于铜料零件,微连接的宽度可取得稍宽一点,如表1数值为我厂经验值。
4 铜钣金件数控冲切下料试验及分析
为了验证现有LVD某型号数控冲切设备对铜料(主要为T2M)冲切的适应性,针对常用模具类型及料厚规格做了试冲裁。模具库主要包含圆形冲孔模具,矩形切边模具,以及倒圆角(特指外圆角)模具。材料厚度包含1mm、1.5mm、2mm三种规格,试验冲裁二维图如图4所示,孔径从φ3.2~φ35,外圆角取R2、R5、R7三种常用值进行试验。试验结果如图4及表2所示。
从图4及表2来看,铜料的冲裁较好,尺寸公差均在±0.1mm以内。说明现有数控冲切设备完全适应T2M铜料的下料加工,可以用于零件下料的试生产。经分析,数控冲切设备能有如此良好的冲裁效果,主要有两方面的原因:
1)得益于LVD设备的高精度位置控制,该设备的定位精度可达到±0.05mm,足以保证钣金零件的各种位置公差;
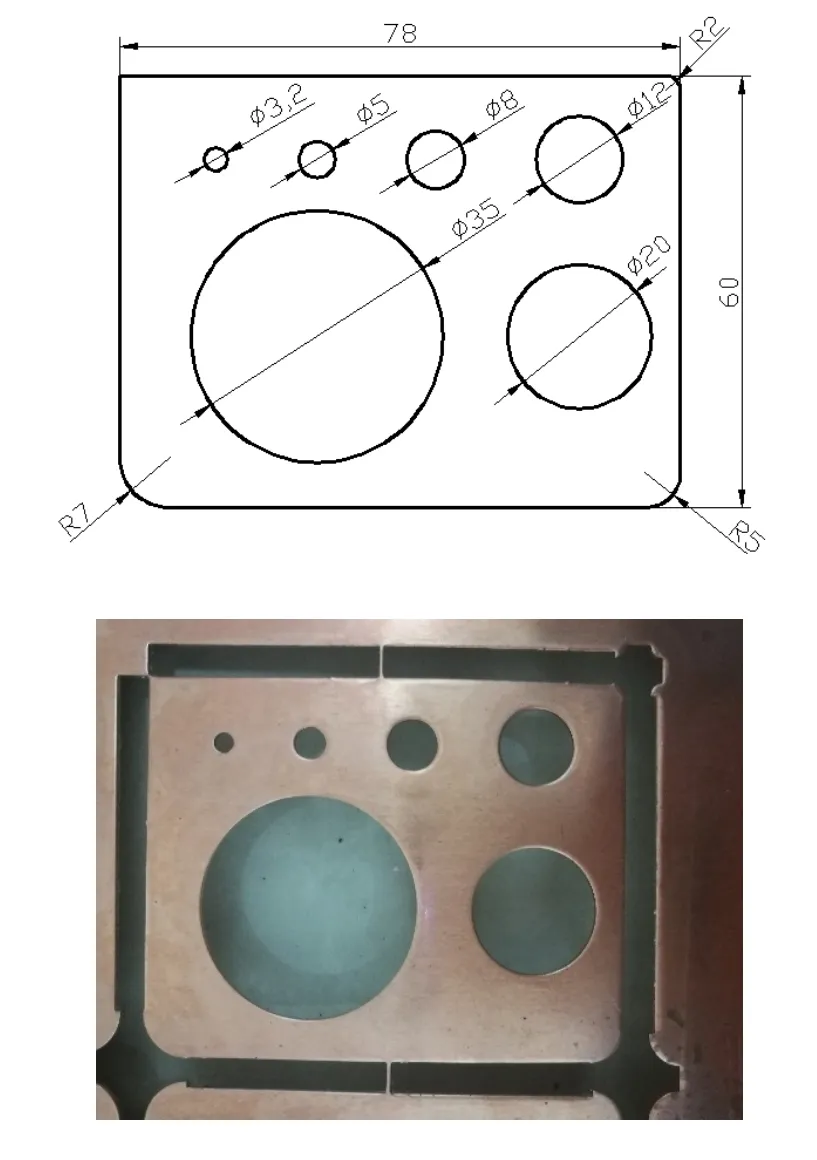
图4 铜钣金数控冲切效果
2)如图5所示,数控转塔设备使用的模具,无论什么类型,与被冲裁板料相关的部分主要是冲头、导套与凹模。单次冲裁过程中,导套下压,并与凹模一起将板料仅仅夹住,然后冲头下压进行冲裁,即导套除了对冲头导向的作用外,还兼有压料板的作用,并且具有较大刚性。这与级进模、复合模中的刚性压料板(主要为卸料作用)不同,后者压料板与板料之间一般有0.2mm~0.3mm的间隙,并且是固定的,并未对板料的初始波浪、翘曲等缺陷进行校正,对冲裁过程中板料的变形限制作用也有限,而转塔所采用模具是可以将冲裁区域内的板料进行校正后再冲裁的,并且限制了冲裁过程板料翘曲变形的发生,所以冲裁质量较好。其对比结果可采用数值模拟的方式较为明显地表现出来,如图6所示,利用数控转塔进行冲裁下料,断面光亮带比例大,没有明显撕裂带,其断面质量明显好于传统使用固定压料板的冲裁方式。

表1 铜料冲裁微连接宽度经验值
利用数控转塔冲床进行汇流条系列零件的试生产,结果如图7所示。因为级进模具设计不够合理,其落料出的汇流条内圆角较大,需要大量的人工修挫,因此表面质量也不理想。改用数控冲床下料之后,可一次性冲出外形和表面质量较好的零件且人工修挫量小,经工装校验,符合要求,已批量交付使用。
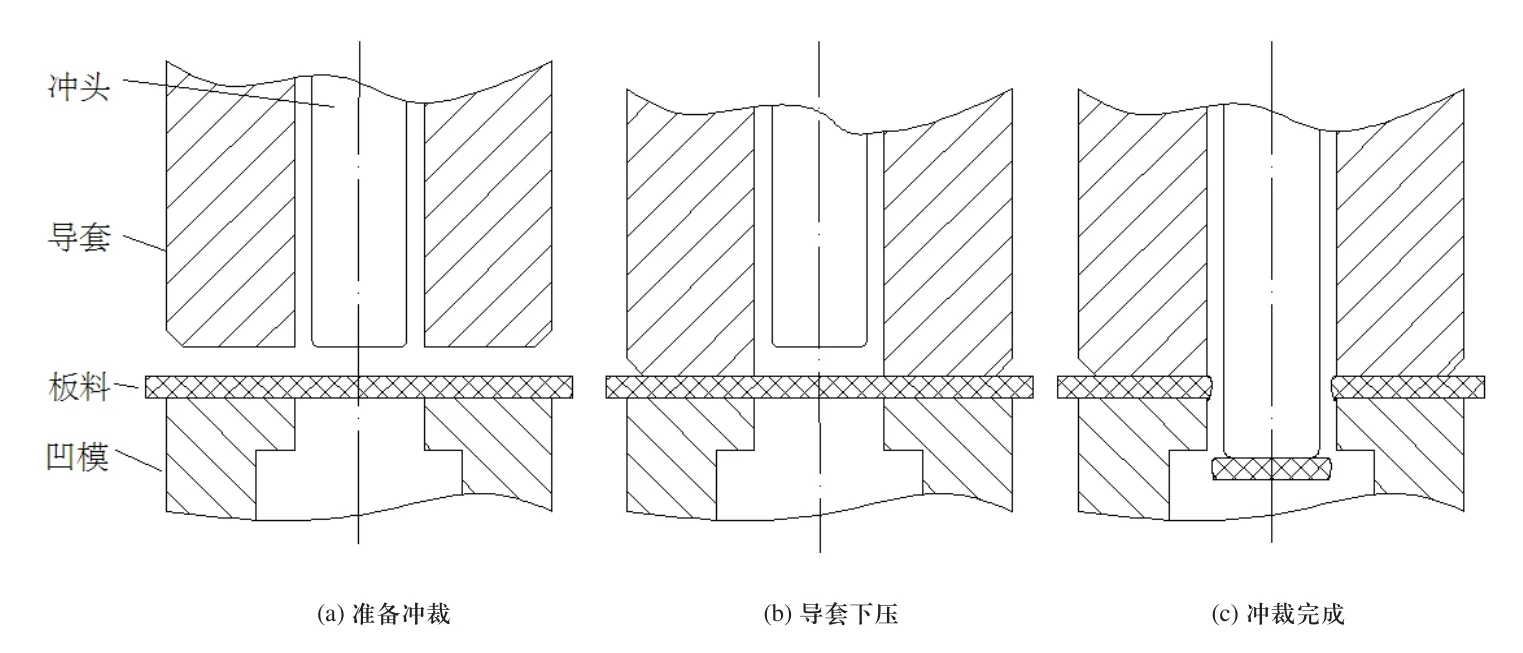
图5 数控转塔冲裁过程

图6 数控转塔冲裁与专用模具冲裁效果对比

图7 数控冲床实际生产效果
5 结论
目前,利用数控转塔进行铜钣金件的柔性化下料已经用于部分零件的实际生产,取得了较好的效果,省去了大量专用工装的使用与定检,同时提高了零件的尺寸精度与表面质量。按照以往每年新增铜钣金专用下料模具数量计算,预计每年度可节省模具、人工等各类成本80余万。
[1]张迎杰,曲刚,回金锴,等.柔性化制造工艺发展趋势[A].第九届沈阳科学学术年会论文集(经济管理与人文科学分册)[C],2012.
[2]郭恩民.国外飞机柔性装配技术[J].航空制造技术,2005,(9):28-32.
[3]王巍,贺平,万良辉.飞机柔性装配技术研究[J].机械设计与制造,2006,(11):88-90.
[4]苏再为,顾中华,张中平.柔性泄露检测技术在航空航天工业中的应用[J].航空制造技术.2013,(20):113-115.
[5]范玉青.现代飞机制造技术[M].北京:北京航空航天大学出版社,2001,472.
[6]朱旭东,鲁华丽,胡增建,等.分圈式紫铜垫圈加工关键技术[J].金属加工(冷加工),2016,(1):45-46.
[7]邓奕,彭浩舸,谢骐.薄片紫铜电极的数控加工工艺[J].工具技术,2004,(9):114-115.
[8]孟艳茹.高精度紫铜薄板件的平面加工技术[J].长春理工大学学报(综合版), 2005,1(4):124-125.
[9]关伟.数控机床与钣金加工工艺[J].科技资讯,2014,12(18):73.
[10]张云鹏.数字化在航空钣金下料中的应用[A].第五届中国航空学会青年科技论坛文集(第5集)[C],2012.
[11]马明勋,王昆仑.数控冲床微联接加工工艺在钣金制造中的应用[J].机械工程师,2001,(12):47-48.
