09MnNiDR球罐用全位置焊条W707DRQ的焊接性能
2018-01-18,,,
,,,
(合肥通用机械研究院安徽压力容器与管道安全技术省级实验室,安徽合肥230031)
0 前言
在国内某MTO装置中,大型乙烯球罐因其低温、高压,一直是设计、制造及安装的重点和难点。国内部分设计院本着本质安全的设计理念,考虑到乙烯介质的蒸发温度为-67℃,将乙烯球罐的设计温度定为-70℃,采用低温压力容器用09MnNiDR钢来建造。09MnNiDR钢虽于20世纪80年代末期由合肥通用机械研究院等单位研制成功并广泛应用于各类低温压力容器制造,但直到2013年才在国内某MTO项目上用它建造大型低温乙烯球罐。与通常低温压力容器用焊条相比,低温球罐用焊条条件比其他类压力容器条件苛刻得多,不但要求全位置下具有良好的焊接工艺性能,还要有更高的韧性储备,因此用于09MnNiDR钢制压力容器成熟的W707DR焊条并不适用于低温球罐,须对其进行较大幅度的改进。
本研究根据低温乙烯球罐的建造特点,对新研制的配套09MnNiDR钢制低温球罐用W707DRQ焊条进行了焊缝金属冷裂纹敏感性相关试验,研究焊接线能量对焊接接头低温韧性的影响,并测定焊接接头韧脆性转变温度。
1 焊接技术难点
W707DR焊条在球罐全位置施焊时,易出现夹渣和未熔合等缺陷,表面成形较差,且其焊缝金属-70℃KV2值偏低,韧脆性转变温度及无塑性转变温度均较高,韧性储备不足。因此,开发新的适用于09MnNiDR钢制球罐的W707DRQ焊条应满足以下条件:
(1)在全位置施焊时,焊条焊接工艺性能良好。
(2)立焊位置焊接接头-70℃KV2(平均值)≥49 J,因此该焊条熔敷金属必须具备足够高的韧性储备,韧脆性转变温度应尽可能低于-70℃。
(3)球罐焊后整体热处理时上极带保温时间远长于下极带,考虑到球罐运行后开罐检查返修时的局部热处理,该焊条熔敷金属应具有较高的抗拉强度,防止长时间及多次热处理造成焊缝金属强度不足。
2 球罐用受压元件用材料
2.1 材料成分和性能
主材09MnNiDR钢板化学成分(熔炼分析)如表1所示。此外,钢板还应满足1/2T处-70℃KV2(平均值)≥49J、横向拉伸断面收缩率Z≥45%、无塑性转变温度NDTT≤-70℃,非金属夹杂物级别小于等于4.0 级等要求[1]。
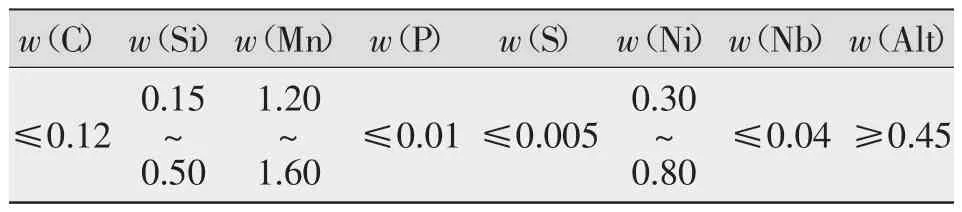
表1 09MnNiDR钢板化学成分(熔炼分析) %
2.2 球罐主体用W707DRQ焊条
(1)球罐主体采用哈尔滨威尔焊接有限责任公司新研制的W707DRQ焊条。该焊条以优质的H08E为焊心,熔敷金属为Mn-Ni-Ti-B合金体系,Ni名义含量2.5%的基础上添加微合金化,使其成为以针状铁素体为主的组织,较高的Ni含量,抑制了熔敷金属中先共析铁素体的形成,使针状铁素体增多,且使其板条更加多角化[2],以提高熔敷金属的低温冲击性能;药皮采用CaCO3-CaF2-TiO2-SiO2碱性渣系,熔敷金属杂质元素含量和扩散氢含量较低,从而降低了焊接接头氢致冷裂纹的敏感性。
(2)优选粒度较细的大理石及合适的大理石/萤石配比,改善焊条药皮的熔化特性,避免立焊或仰焊位置时药皮套筒过长的现象,同时提高电弧的稳定性,增加电弧的吹力,细化熔滴,从而大大改善了焊条全位置施焊的工艺性能。
其熔敷金属杂质元素S、P含量极低,见表2[3],力学性能较佳,经长时间热处理后抗拉强度仍满足要求,-70 KV2实物水平达140 J以上,远高于KV2平均值不小于49 J技术要求,见表3[3]。

表2 W707DRQ焊条熔敷金属的化学成分 %

表3 W707DRQ焊条熔敷金属力学性能的技术要求及检验数据
3 焊条工艺性能和焊缝性能试验
3.1 焊条工艺性能试验
焊条的焊接工艺性能不仅关系到焊接一次合格率,还影响到施工成本。为了现场施工能稳定获得优质、致密、缺陷少的焊接接头,试验参照GB/T25776-2010《焊接材料焊接工艺性能评定方法》,在平焊位置测定其电弧稳定性,在立焊、仰焊位置分别评价W707DRQ焊条脱渣性。
试验表明,该焊条在交流电弧下稳定性良好(现场实际采用直流电源,电弧稳定性更佳),试验中未出现灭弧和喘息现象;焊条立焊、仰焊位置的脱渣率均大于80%,脱渣性能良好,焊缝表面成形美观[3]。
3.2 焊缝金属插销冷裂纹试验
在球罐建造过程中及开罐检查时发现,大部分冷裂纹产生在焊缝上,因此借鉴钢板冷裂纹试验方法,在国内首次采用插销冷裂纹试验方法评价焊缝金属的冷裂纹。插销试样的端部位于09MnNiDR钢板对接焊缝的中心线,其长度方向垂直于焊缝金属方向。深缺口插销试样的尺寸如图1所示,40°半V型缺口处应力集中系数为3.991,在最苛刻试验条件下模拟焊接接头中的应力集中处,如焊根、焊趾、未焊透及咬边等部位所引起的三向应力。插销底板采用厚度20 mm低碳钢板,底板的中心有一个直径为φ8 mm的配合插销安装孔,如图2所示。
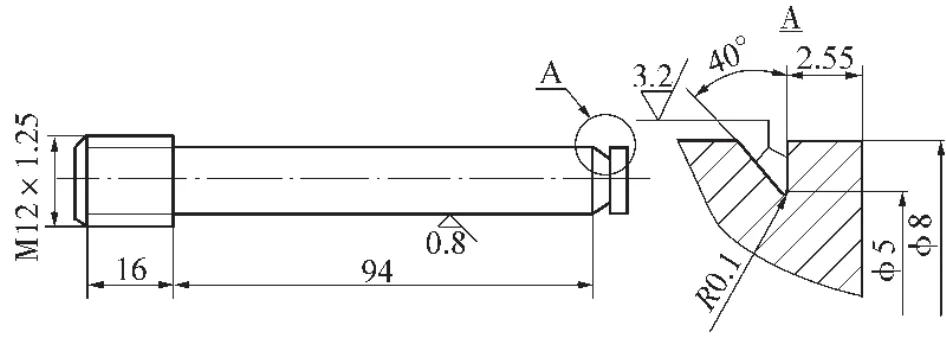
图1 深缺口插销试棒
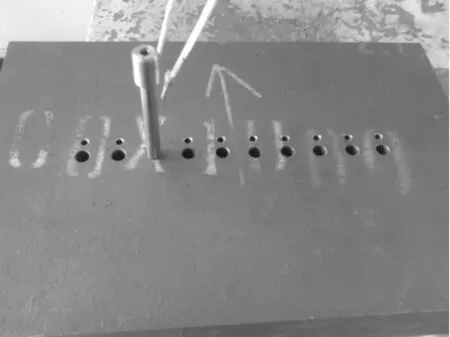
图2 插销试棒与试板组合
试验分别按不预热、预热50℃两种状态采用W707DRQ焊条施焊。焊接工艺规范为:焊接电流170 A,电弧电压 23~24 V,焊接速度 150 mm/min,线能量16~17 kJ/cm。试验采用“断裂”准则,即试样经一定时间不断裂所承受的最大应力为钢材抗裂能力。试验环境温度20~25℃,湿度60%~75%。试验结果如表4所示。
试验插销载荷-断裂时间曲线如图3所示。
由表4和图3可知,采用W707DRQ焊条焊接的焊缝金属在室温时的临界断裂应力达1 011 MPa,远超过其实测的屈服强度,说明09MnNiDR钢采用W707DRQ焊条在室温下施焊,焊缝金属的焊接冷裂纹敏感性很低,在现场球罐预热75℃以上,焊缝金属中基本不会产生冷裂纹。
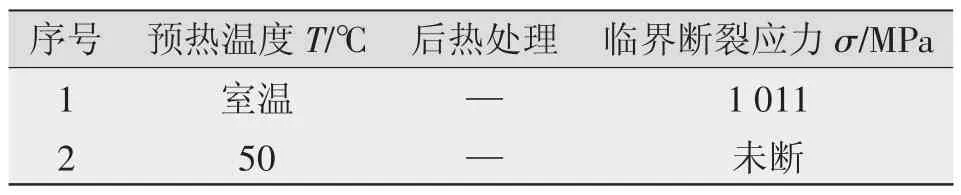
表4 插销冷裂纹试验结果
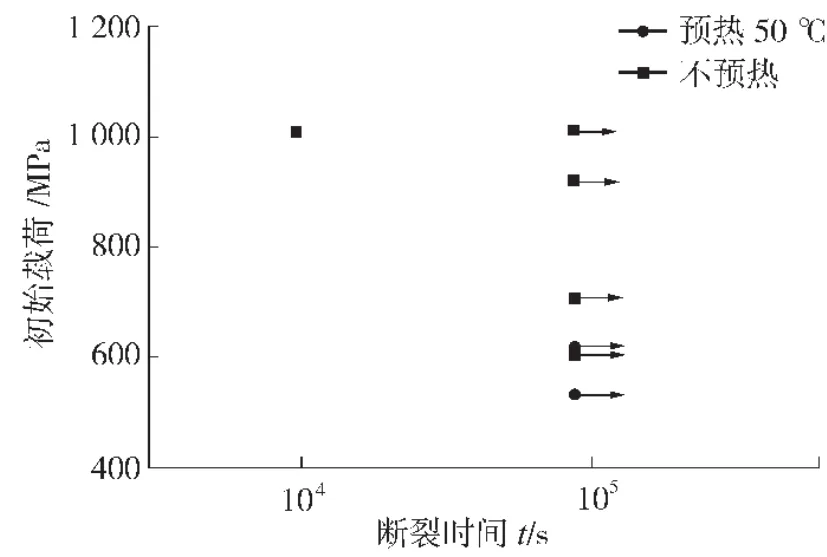
图3 焊缝金属的插销载荷-断裂时间曲线
3.3 不同焊接线能量对09MnNiDR钢板对焊接接头力学性能的影响
09MnNiDR钢属于低温钢,焊接线能量越小越好,但球罐立焊位置焊条需摆动焊接,焊接线能量偏大;加之我国焊工理论知识差,经常片面追求焊接效率,球罐施焊现场的焊接线能量无法控制在理想水平以下,因此对09MnNiDR钢采用W707DRQ焊条进行焊接线能量系列试验(焊接线能量分别为15~18 kJ/cm、25~30 kJ/cm、30~35 kJ/cm、35~40 kJ/cm)。焊接试板预热50℃,层间温度控制在200℃以下,焊接试板按(580±15)℃×7 h进行焊后热处理,按NB/T47014-2011规定在1/4T处制取焊缝金属、热影响区冲击试样,分别进行-70℃、-80℃低温冲击试验,试验结果如表5所示。
由表5可知,随着焊接线能量的增加,焊缝金属-70℃KV2低温冲击值呈下降趋势,线能量达40kJ/cm时,焊缝-70℃KV2单个最低值为91J,因此09MnNiDR钢制球罐采用W707DRQ焊条进行焊接时,焊接线能量不宜超过40 kJ/cm。现场焊接施工过程中应尽可能采用较小的焊接线能量,建议实际焊接线能量控制在35 kJ/cm以下。
3.4 焊缝金属系列温度冲击试验
乙烯球罐在低温工况条件下运行易产生脆性断裂,因此在最苛刻的立焊位置测定焊缝金属韧脆性转变温度。焊接试板的制备、检验参照NB/T 47014-2011《承压设备焊接工艺评定》执行。试板采用钢板横向对接,立焊位置,预热温度75℃,焊后进行(580±15)℃×7 h(400℃以上升/降温速度均为 50℃)的 SR处理。冲击试样位于1/4T板厚处,取样处最大焊接线能量为35 kJ/cm。
按GB/T 2650-2008《焊接接头冲击试验方法》规定在JB-50A冲击试验机上进行系列温度冲击试验。试验温度20~-120℃,冷却介质为无水乙醇+液氮,试样的过冷度按GB/T 229-2007的规定约为2~3℃,并按该标准附录C测定冲击试样断口的晶状断面率,试验结果如表6所示。

表5 4种焊接线能量焊接冲击试验结果
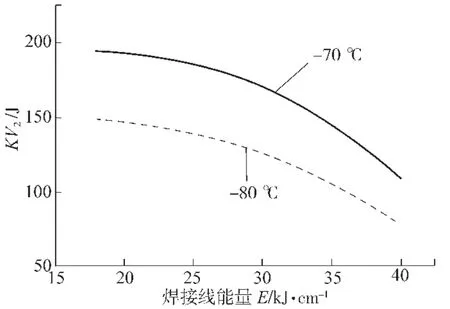
图4 焊接线能量对焊缝金属冲击韧性的影响
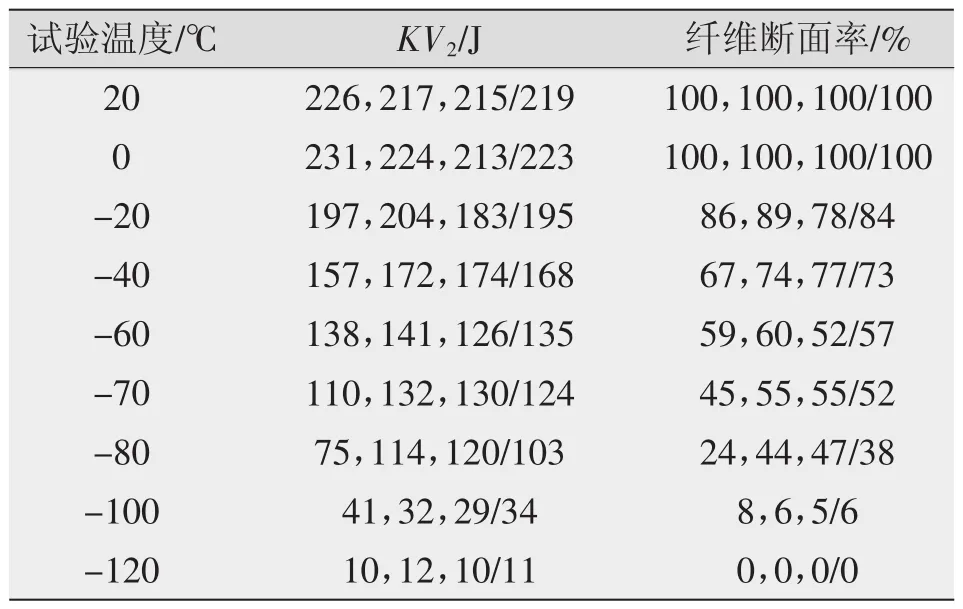
表6 焊缝金属系列冲击试验结果
由表6整理出焊缝金属KV2与温度的关系、晶状断面率与温度的关系分别如图5、图6所示。由两图分别得出焊缝金属的韧脆性转变温度见表7。
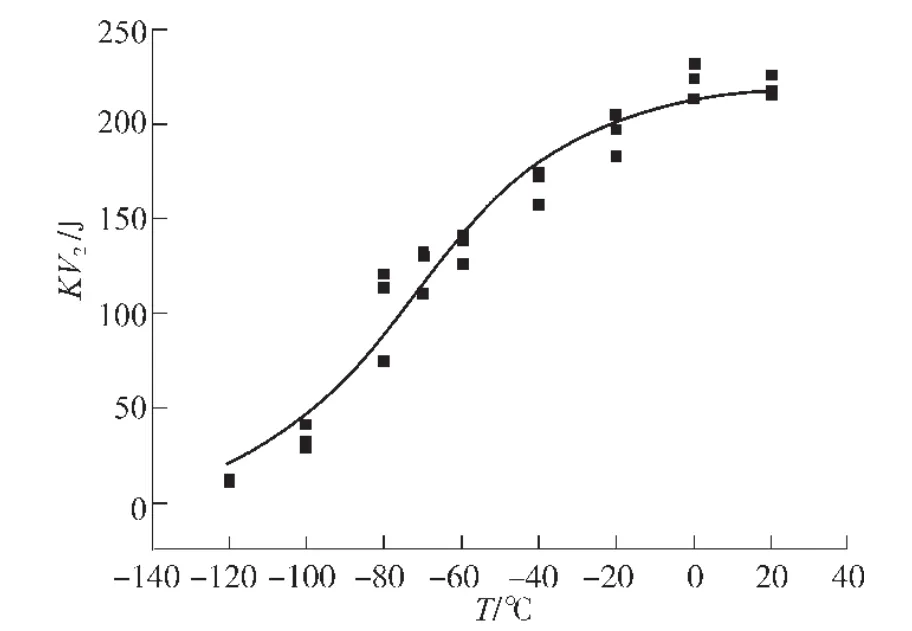
图5 焊缝金属KV2与温度的关系
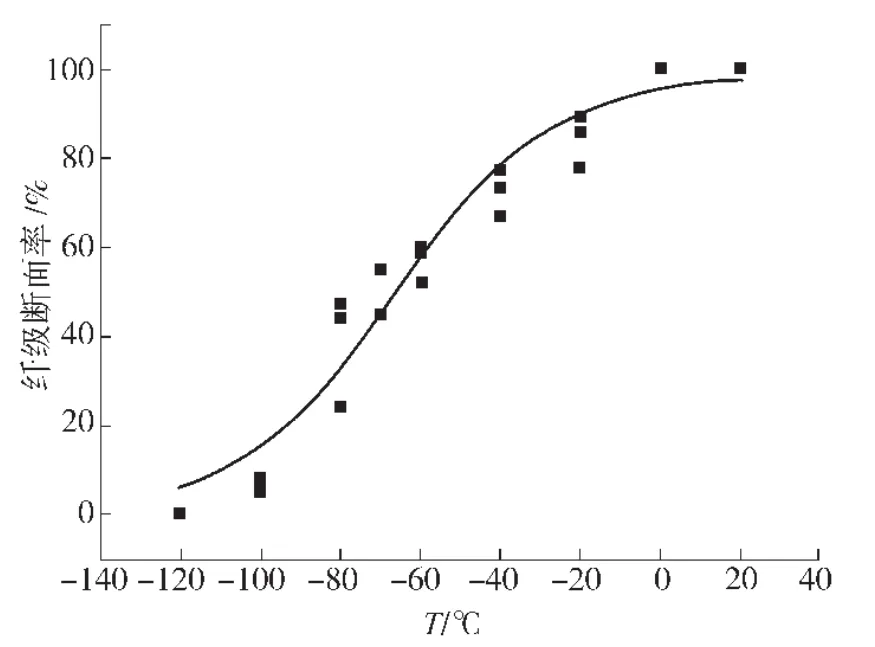
图6 焊缝金属纤维断面率与温度的关系

表7 焊缝金属的韧脆性转变温度
由图6可知,焊缝金属延性断裂与脆性断裂过渡比较平缓。由表7可知,不同判据评定的焊缝金属韧脆性转变温度均低于-70℃,说明该焊条用于09MnNiDR钢制球罐,只要焊接线能量控制适当,焊缝金属有足够的韧性储备,在设计温度下就不会产生脆性断裂。
3.5 焊接接头的金相组织及硬度
对SR处理状态下焊缝金属、热影响区进行金相组织检验,结果如图7、图8所示,焊缝金属的金相组织为铁素体+少量回火贝氏体,焊接热影响区的金相组织均为回火贝氏体。
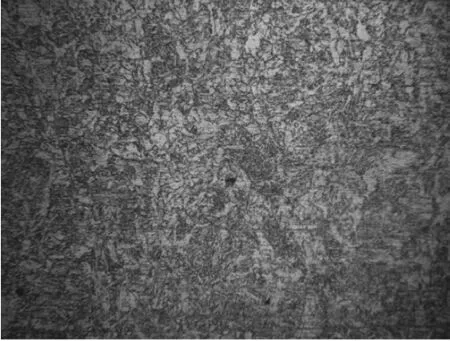
图7 焊缝金属组织近表层(250×)
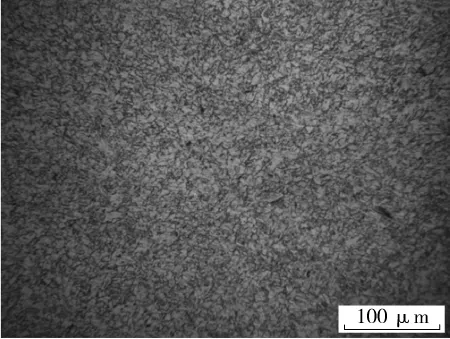
图8 热影响区组织近表层(200×)
检验SR处理状态下焊接接头表面硬度,数据见表8,焊缝金属、热影响区硬度值均较低。
4 结论
(1)W707DRQ焊条立焊和仰焊位置的工艺性能、脱渣性、焊缝成形均较好。
(2)插销试验结果表明,09MnNiDR钢板采用W707DRQ焊条焊接,焊缝金属冷裂纹敏感性较低。
(3)W707DRQ焊条可以在最大焊接线能量不超过40 kJ/cm的情况下施焊并保持较高的低温冲击韧性,现场焊接施工过程中应尽可能采用较小的焊接线能量(不大于35 kJ/cm)。
(4)在最苛刻的立焊位置,焊缝金属韧脆性转变温度低于-70℃,说明只要焊接线能量控制适当,该焊条用于09MnNiDR钢制球罐,有足够的韧性储备。
(5)焊缝金属的组织以针状铁素体为主,低温冲击韧性优良。
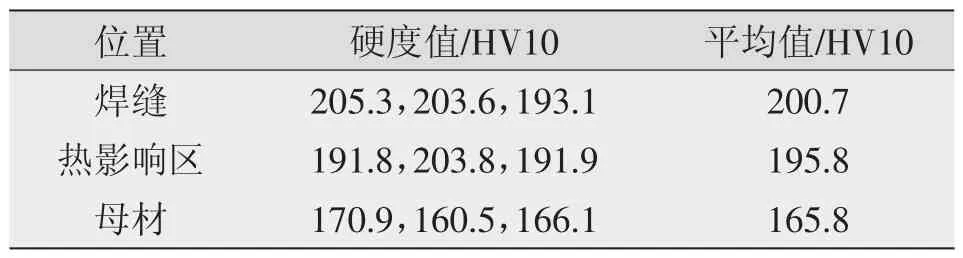
表8 焊接接头的硬度
[1]黄金国,陈永东,陈崇刚,等.09MnNiDR制2 000 m3乙烯球罐的分析设计[J].化工设备与管道,2014(1):23-24.
[2]尹士科.焊接材料及接头组织性能[M].北京:化学工业出版社,2011.
[3]彭小敏,房务农,胡鹏亮,等.09MnNiDR钢制球罐用W707DRQ 焊条焊接性能[J].焊接,2015(2):63-66.
