氧化锌烟尘在湿法炼锌过程中适用性的研究
2018-01-17和贵方伍贺东付天磊
和贵方, 伍贺东, 王 闯, 李 晶, 毛 勇, 付天磊
(呼伦贝尔驰宏矿业有限公司, 内蒙古 呼伦贝尔 021000)
某北方冶炼公司锌系统采用真正的全湿法炼锌工艺,即,两段氧压浸出—中和—净化—锌电积工艺。生产中锌精矿含铟(质量分数)140 g/t左右,锌精矿经过两段氧压浸出作业后,产出的二段氧压浸出渣渣率一般在55%左右,含铟(质量分数)60 g/t左右,即,铟的浸出率在75%左右;产出的一段浸出液ρ[In3+]一般在 20~25 mg/L 左右,ρ[H2SO4]为 3~5 g/L,原设计采用消石灰或碳酸钙粉一步中和沉铟工艺存在铟渣渣量大、含铟品位较低(仅700~800 g/t左右)以及铟回收酸浸滤液ρ[In3+]过低(仅200 mg/L左右)等问题。这不仅严重影响铟的回收率和铟回收正常作业,而且严重威胁锌系统安全,特别是当一段浸出液酸度过高时,导致铟渣渣量更大、含铟品位更低,铟回收作业无法维系,铟渣无法快速外排。为解决上述问题,2015年呼伦贝尔驰宏矿业有限公司通过开展两步沉铟工艺试验研究,即,预中和—中和沉铟工艺,同时已通过了生产验证,解决铟渣渣量大、含铟品位低以及当一段浸出液酸度过大时,通过预中和进行缓冲,减少酸度变化对后续生产系统的冲击。
2015年铅系统产出的氧化锌烟尘由于长期堆存,占用资金量大,为解决其去向,考虑使用氧化锌烟尘作为预中和的中和剂,为此,将氧化锌烟尘、焙砂作为预中和的中和剂进行对比分析,进行适用性工艺研究。
1理论分析
1.1 工艺原理
中和车间预中和工艺是利用中和剂焙砂进行预中和,将初始酸度pH为3~5左右的一段浸出液升至pH=3.0附近。现考虑使用铅系统产出的氧化锌烟尘作为中和剂进行预中和,在pH上升过程中,焙砂或氧化锌烟尘发生的反应式如下[1-5]:
此外,焙砂或氧化锌烟尘中少量碱性脉石和少量其他氧化物如NiO、CaO、MgO和CuO等也参与中和反应,但这些数量少,可以认为主要的中和反应仍然为ZnO和PbO。
在中和反应中,中和所形成的PbSO4和水解产生的胶体Fe(OH)3会包裹中和剂,造成中和剂的利用率降低[6]。
2 试验方法
2.1 试验原辅料
原料:一段上清液,成分见“3试验结果与讨论”中所示;辅料:氧化锌烟尘(来自铅厂)、焙砂(外购),见下页表1。
2.2 试验步骤
1)控制一段液温度75~80℃条件下,用1 000 mL量筒量取数份1 000 mL一段液倒入对应烧杯中,烧杯编号分别为1号、2号、3号、4号、5号……。
2)计算1 L一段液预中和的中和剂(氧化锌烟尘、焙砂)理论加入量,按照计算公式:单位体积溶液氧化锌烟尘或焙砂实际消耗量大约等于K(ρ[H2SO4]×1.1+ρ[Fe3+]×2.88),其中 K 是计量系数。

表1 辅料中和剂质量
3)称取计算的中和剂用量,分别对应1号、2号、3号、4号、5号……烧杯,将各组中和剂再平均分成若干份在搅拌作用下间隔一定时间均匀加入一段液中,即,预中和为2 h,其中1 h内加入中和剂,各组中和剂平均分为20份,每3 min加入一份(抖动逐步加入),待中和剂全部加入完毕再搅拌1 h即可。
4)到达指定时间后,料浆送抽滤,预中和后液用量筒计量体积后取样送分析化验,预中和渣经烘干称质量后送分析化验。
5)预中和后液相关记录及计算。抽滤速度=预中和后液体积/(抽滤时间×抽滤漏斗面积),单位为mL/(min·cm2),其中抽滤漏斗面积=πr2,r为抽滤漏斗半径。
6)预中和渣相关记录。渣湿质量=抽滤后含水分的预中和渣(含滤纸)质量-滤纸质量=含水分的预中和渣(不含滤纸),称质量时对滤纸去皮操作,g;滤纸质量单独记录在试验记录表,便于干质量计算,g;渣干质量=烘干后样品(含滤纸)质量—滤纸质量=干燥的预中和渣(不含滤纸),g。
3 试验结果与讨论
3.1 条件试验
根据前面所述,开展氧化锌烟尘、焙砂精矿用量条件试验,试验结果见下页表2。
通过表2可知:
1)氧化锌烟尘。随着用量增加,液计铟损失率变化不大,都低于10%,部分出现负值,可能是部分烟尘中的铟进入溶液所致,也可能是分析误差所致,为确保预中和效果,铟损失较低,选择K=0.35作为最优条件。
2)焙砂。随着用量增加,液计铟损失率变化呈递减趋势,都低于10%,部分出现负值,可能是部分焙砂中的铟进入溶液所致,也可能是分析误差所致,参考2015年试验结果和生产数据,仍然选择K=0.625作为最优条件。
3)辅料单耗用量。焙砂(4.8 g/L)大于氧化锌烟尘(2.7 g/L)。
后续经过平行试验,进一步确定,同时考察杂质元素增量,特别是F、Cl的增量。
3.2 平行试验
根据表2结果,开展氧化锌烟尘、焙砂用量平行试验,试验结果见下页表3。
通过表3可知:
3.2.1 铟的损失率
1)液计铟的损失率:氧化锌烟尘-5.15%,焙砂平均值-5.37%,两者基本相当,呈现负值可能是部分烟尘中的铟进入溶液所致,也可能是分析误差所致。
2)渣计铟的损失率:氧化锌烟尘0.46%,焙砂平均值3.72%,两者均低于10%,但氧化锌烟尘更低,表明两者均是少量铟入渣。
以渣计铟的损失率为准,以液计铟的损失率仅作为参考值。
3.2.2 一段液1号与预中和后液元素含量对比
1)Zn。使用氧化锌烟尘平均增加19 g/L,而焙砂平均减少20 g/L(是分析误差所致),因为无论使用哪种中和剂,元素锌的增量都应为正值。
2)Fe。使用氧化锌烟尘或焙砂,Fe2+、Fe3+平均含量都是减少,这是因为部分Fe3+水解入渣所致。
3)Cu、Cd。使用氧化锌烟尘或焙砂,Cu、Cd 平均含量都是略微减少,但个别数据波动大,是分析误差所致。
4)F。使用氧化锌烟尘或焙砂,F的个别含量和平均含量都是增加,增量介于8~9 mg/L,但使用氧化锌烟尘F平均含量为15.38 mg/L略大于使用焙砂F平均含量为14.27 mg/L。
5)Cl。使用氧化锌烟尘或焙砂,Cl的个别含量和平均含量都是增加,但使用氧化锌烟尘Cl平均含量为79.00 mg/L大于使用焙砂Cl平均含量为61.19 mg/L,前者增加的程度更大。

表2 条件实验结果
6)As、Si。使用氧化锌烟尘或焙砂,As、Si的个别含量和平均含量都是增加,增量基本相当。
3.2.3 渣
1)渣率。氧化锌烟尘所产预中和渣的渣率133.03%小于焙砂所产预中和渣的渣率212.50%。
2)渣成分。氧化锌烟尘所产预中和渣含锌低一些达到23.57%,但含铅高达20.54%,杂质元素Cl略高一些;焙砂所产预中和渣含锌高一些达到34.07%,但含铅低仅为1.29%,杂质元素Cl略低一些。
4 结论
依据上述试验,对于中和剂氧化锌烟尘和焙砂得出以下结论:
1)单耗。氧化锌烟尘单耗更低,仅为2.7 g/L。
2)渣率。氧化锌烟尘所产预中和渣渣率更低,仅为133.03%。
3)杂质元素。Cu、Cd影响不大,变化基本相当;As、Si的增量基本相当。
关键是F、Cl的增量:从试验结果可以看到预中和后液 ρ(△F、△Cl)氧化锌烟尘>ρ(△F、△Cl)焙砂,其中,ρ(F氧化锌烟尘)=15.38 mg/L高出 ρ(F焙砂)=14.27 mg/L约 1.11mg/L,ρ(Cl氧化锌烟尘)=79.00mg/L高出 ρ(Cl焙砂)=61.19 mg/L约19 mg/L。
结合铅系统2015年氧化锌烟尘F、Cl的含量,对照表3,结果见表4。
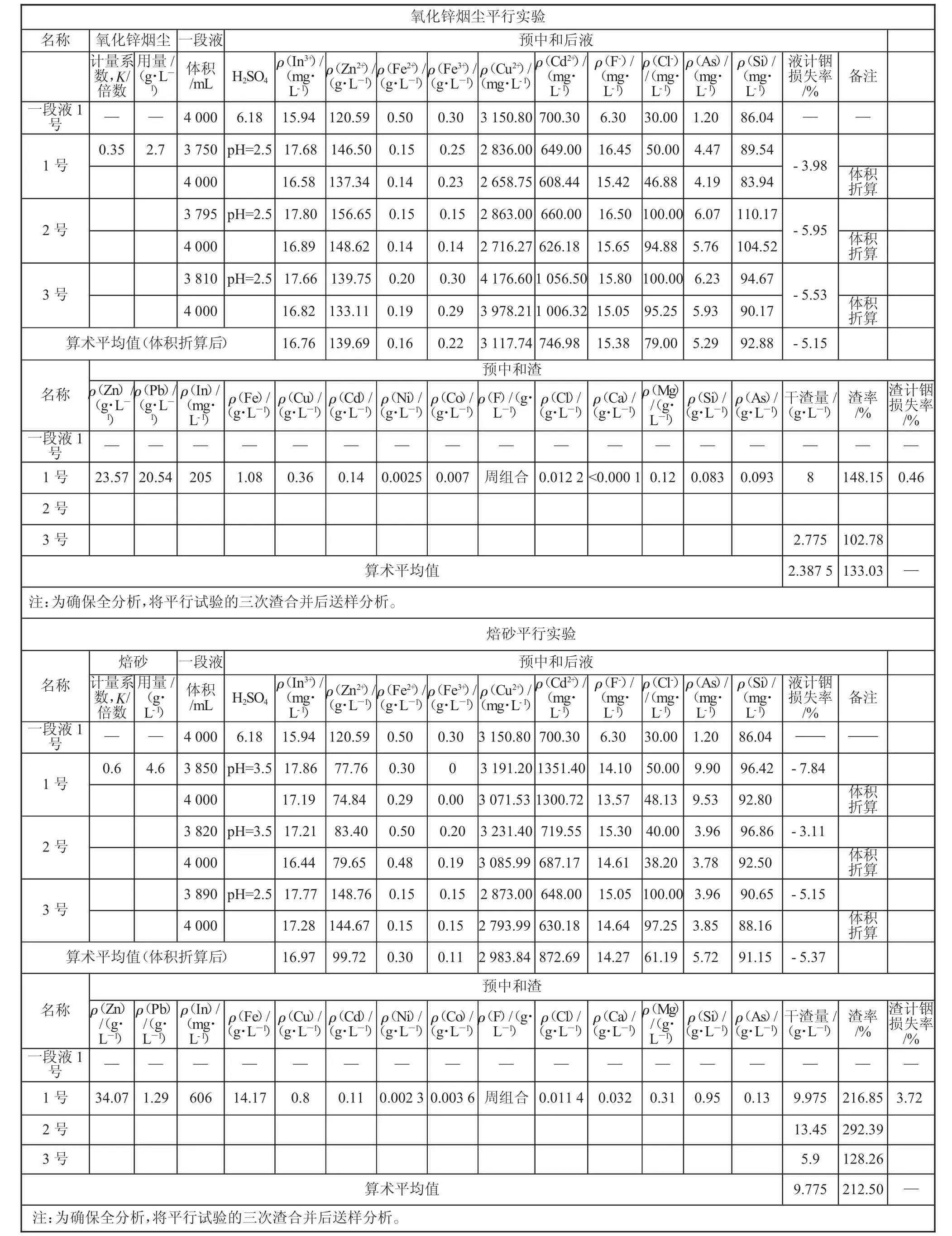
表3 平行试验结果
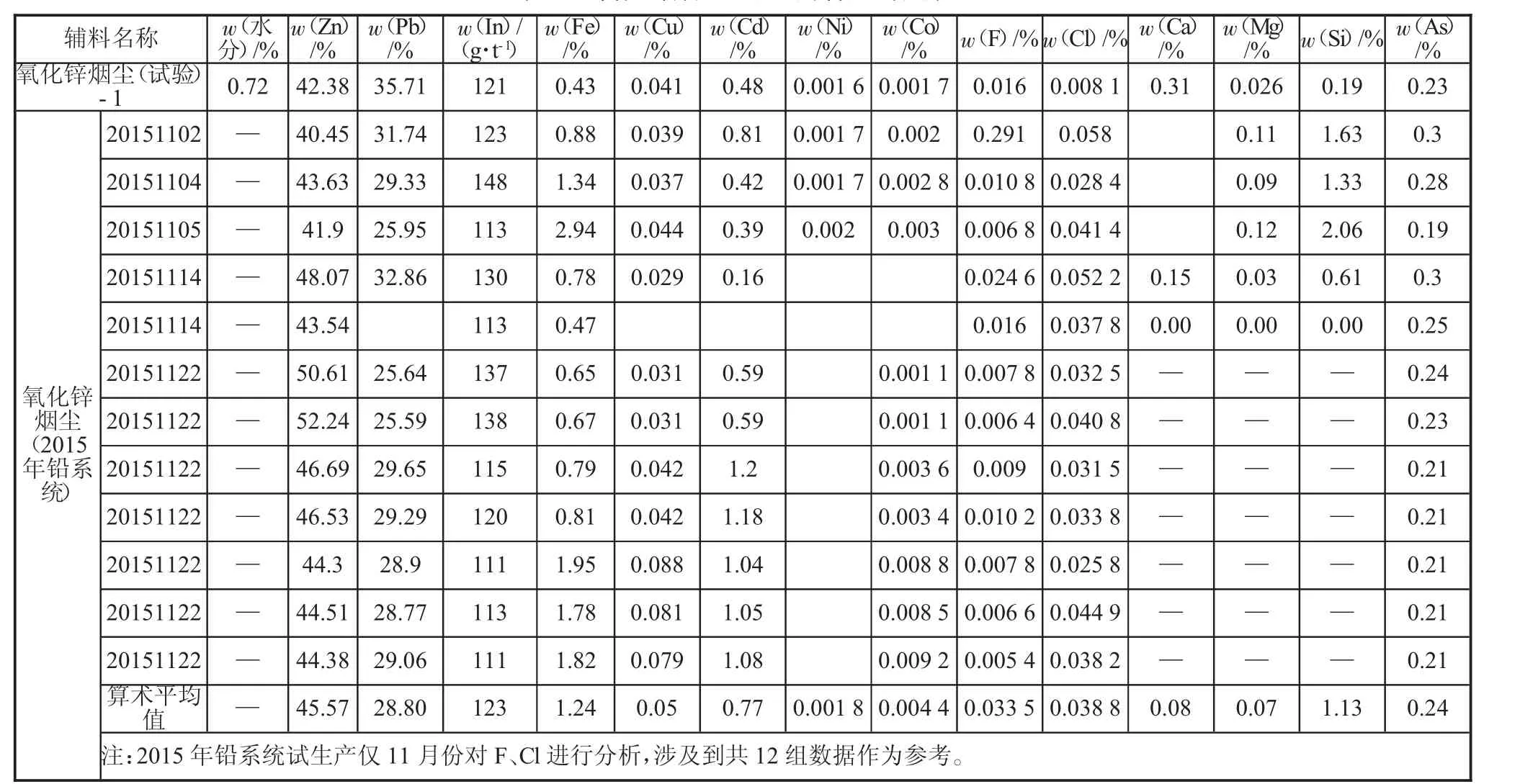
表4 氧化锌烟尘F、Cl的含量对照表
结合表4可知:
2015年由于生产所产出的氧化锌烟尘F、Cl具有一定波动性,即 w(F)为 0.005 4%~0.291 0%,w(Cl)为0.025 8%~0.058 0%,其对应的算术平均值分别达到0.033 5%、0.038 8%,分别是本次试验所用氧化锌烟尘F(0.016%)的2.1倍、Cl(0.008 1%)的4.8倍,由此可见,将可能导致预中和后液引入更多的F、Cl,故存在一定的风险。
综上所述,虽然氧化锌烟尘具有单耗低、渣率低的优势,但使用氧化锌烟尘可能会引入较多的F、Cl,即使从锌系统工艺角度上看,F元素可以在中和车间除铁作业过程中通过加入的消石灰消除部分,但Cl元素由于无法从根本上消除,会加速锌系统Cl元素的累积速度,因此,预中和采用氧化锌烟尘作为中和剂,流程内必须有效脱除F、Cl的工艺技术。
[1] 彭容秋.锌冶金[M].长沙:中南大学出版社,2005.
[2] 刘志宏,唐朝波,张多默,等.锑盐除钴净化工艺研究[J].中南大学学报(自然科学版),2000,31(31):225-227.
[3] 傅崇说.有色冶金原理[M].北京:冶金工业出版社,1993.
[4] 《铅锌冶金学》编委会.铅锌冶金学[M].北京:科学出版社,2003.
[5] 孙成余,张利波,罗永光,等.锌电积过程中有机物的危害现状及处理途径分析[J].企业技术开发,2010(11):28-29.
[6] 梅光贵,王德润,周敬元,等.湿法冶金学[M].长沙:中南大学出版社,2001.
