钢厂用燃气轮机主雾化空气逆止门卡涩分析及预防
2018-01-17蔡俊宏
蔡俊宏
1 概述
宝钢电厂罗泾分厂装备了2台通用电气PG9171E改进型燃气轮机机组,该机组燃料为中低热值的兰炭尾气,其热值约为6900 kJ/m3。单台燃气轮机额定出力为134 MW,扣除煤气压缩机耗功34 MW,单机出力100 MW。机组的主要燃料为淖毛湖产业聚集园区各兰炭厂副产品兰炭尾气,清油作为启动燃料使用,在机组达到30 MW时,清油逐渐退出燃烧系统,煤气逐渐进入燃烧系统,实现带负荷燃料切换[1]。为了能够使得燃气轮机能够燃烧轻油燃料,该机组设置了一套雾化空气系统,雾化空气由燃料喷嘴按照一定方式喷射进入燃烧室,对进入喷嘴的清油进行雾化,使轻油燃料由油滴进一步破碎成油雾。这样便可以显著提高点火成功率及燃烧效率,也有效的避免了高温燃气通道部件被局部烧损的情况[2]。
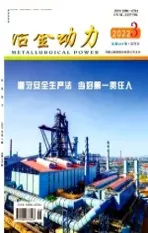
燃气轮机雾化空气系统设置了两台雾化空气压缩机,燃气轮机在启动阶段(≤60%额定转速),辅助空气压缩机CA1运行,雾化空气通过旁路进入主雾化空气压缩机CA1运行,此时系统设备状态见表1所示。

表1 启动初期雾化空气系统各设备状态
当燃气轮机转速>60%额定转速时,辅助空气压缩机CA1停止运行,雾化空气通过主路进入主雾化空气压缩机,此时系统设备状态见表2。
如图1所示,在机组启动阶段,辅助雾化空气压缩机CA2运行,主雾化空气逆止门NRV101阀后压力大于阀前压力,主雾化空气逆止门关闭。当燃机转速>60%额定转速时,辅助雾化空气压缩机CA2运行,主雾化空气逆止门阀前压力大于阀后压力,依靠CPD排气压力控制主雾化逆止门自动打开,雾化空气通过主雾化空气压缩机进入燃料喷嘴,以满足轻油燃料雾化之用。
表2 转速>60%额定转速雾化空气系统各设备状态

图1 辅助雾化空气压缩机启停程序
2 事故经过
事故发生在8月26日19点04分,2号机组处于调试启动阶段。机组轻油点火成功,成功升速到1800 r/min(额定转速的60%),此时轻油流量为1.99lbs/s,FSR为7.71%,l4ab1x指令置0,辅助雾化空气压缩机CA2停用,CPD排气压力为14.341psi,主雾化空气压缩机出口压AAP4A为15.151psi,主雾化空气压缩机压比AAPR为1.032,主雾化空气压比保护动作,机组主保护L4由1置为0,主保护L4T由0置为1,机组脱扣,启动失败。经过排查,在雾化空气压缩机停用后,阀门VA22-1A随即关闭,辅助雾化空气压缩机出口逆止门NRV201阀后压力大于阀前压力,阀门关闭。主雾化空气进口逆止门NRV101阀后压力大于阀前压力,阀门打开,压气机排气通过主雾化空气压缩机CA1进行压缩,从而进入到燃料系统进行对轻油进行雾化。正常运行工况下,CPD排气压力为14.3psi左右,主雾化空气压缩机出口压力AAP4A为17.4psi。主雾化空气压缩机出口压力小于正常工况,现场无明显漏点,雾化空气回流阀VA18-1阀门处于关闭状态,通过分析说明,主雾化空气进口逆止门NRV101卡涩。
燃机达到盘车转速后,将主雾化空气进口逆止门NRV101拆除进行检查,发现阀瓣和阀体密封面紧密连接在一起,使用榔头将阀瓣打开,现场检修人员对阀门阀瓣及阀体密封面进行了研磨,并在密封面涂润滑油脂,离线动作阀门正常,进行回装。机组于第二日早8点再次启动一次成功,本次抢修流程持续了12各小时左右,兰炭尾气放散量达到160万m3,损失电量约为128万kWh,,损失非常巨大。
3 事故分析
雾化空气系统在燃机整个工艺系统中承担对轻油燃料雾化、燃烧煤气状态下轻油喷嘴冷却重要作用。在机组启动阶段由于转速较低,由辅助齿轮箱驱动的主雾化空气压缩机CA1无法提供足够的雾化空气,为了机组在点火成功及维持正常燃烧,雾化空气系统设置了一套并联的辅助雾化空气系统。当机组达到额定转速的60%以上时,主雾化空气压缩机CA1的流量几乎与辅助雾化空气压缩机CA2额定最大流量相等,辅助雾化空气压缩机CA2无法满足主雾化空气压缩机CA1流量要求,MARK VI控制系统阀指令L4AB1X置0,辅助雾化空气压缩机停用,辅助雾化空气压缩机进口阀VA22-1及辅助雾化空气压缩机出口逆止门NRV201关闭,主雾化空气进口逆止门NRV101打开。当燃用轻油燃料时,雾化空气旁路阀VA18-1及VA19-1关闭,当燃用兰炭尾气燃料时,雾化空气旁路阀VA18-1及轻吹阀VA19-1打开,对轻油燃料喷嘴进行冷却。
主雾化空气逆止门结果如图2,此逆止门阀瓣为空心结构,在机组运行期间,阀门阀瓣和阀体受热膨胀系数不一致。由于阀瓣为空心结构,热膨胀比较快,而阀门本体热膨胀比较慢,此次启动前机组由于其他原因刚跳机,主雾化空气逆止门处于热态,阀瓣卡在阀门本体密封面上,1号机组也多次发生机组启动跳机后第二次启动雾化空气压比低跳机的事件。

图2 主雾化空气逆止门结构轻吹阀
4 雾化空气系统改进措施
针对主雾化空气逆止门由于热膨胀不一致导致机组脱扣不受控因素,提出改进措施如下:
(1)在主雾化空气逆止门NRV101附近加装一路仪用气,在机组停机或者启动失败后将改路仪用气打开对阀瓣进行冷却,确保阀门能够快速冷却,减少阀瓣和阀门卡涩到一起的可能性。
(2)改变主雾化空气逆止门结构及材质,阀瓣及阀门本体使用膨胀系数接近一致的材质。同时逆止门外部增加人工操作手柄,在机组启动前对该阀门进行例行动作实验,并将该要求写进运行规程。
(3)利用机组检修期间,定期安排对该阀门密封面清理检查工作,同时在密封面处涂润滑油脂,确保其动作灵活。
5 结论
主雾化空气逆止门只要保证阀门动作正常即可,上述措施正是围绕这个原则进行制定的。
主雾化空气逆止门为GE公司设计的产品,在多个电厂出现类似问题,还需要在进一步的生产实践中加以完善和优化。
[1]杨顺虎.燃气-蒸汽联合循环发电设备及运行[M].北京:中国电力出版社,2013.213.
[2]张启升.PG6581B-L燃气轮机雾化空气系统常见故障分析及解决方案.燃气轮机技术.