发动机密封圈失效分析及解决
2018-01-15黄显淞韦玉昆
黄显淞,雷 莉,韦玉昆
在汽车使用过程中,常常会遇到因密封失效而造成的漏液问题,严重时会导致制动失效、转向卡死、燃油泄漏等重大安全问题。因此,密封性能是评价汽车质量的一个重要指标。而汽车发动机作为汽车的核心部件,保证其可靠地运行是每一个发动机设计工程师一直努力奋斗的目标。本文以O型密封圈为例并结合发动机开发设计过程中针对其失效原因进行详细具体分析。
1 O型密封圈的密封原理
O型橡胶密封圈简称O型密封圈,是一种截面形状为圆形的自动双向作用密封元件,具有良好的密封性能。O型密封圈是一种挤压型密封,基本工作原理是依靠密封件发生弹性变形,在密封接触面上造成接触压力,接触压力大于被密封介质的内压,则不会发生泄漏,反之则发生泄漏[1]。安装时,O形密封圈在径向或轴向的初始压缩量,决定了O形密封圈的初始密封能力,如图1所示。
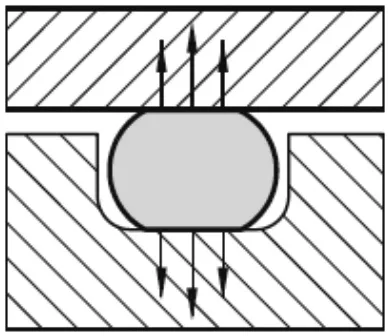
图1 密封圈不受力的密封状态
系统压力作用于O形密封圈所产生的力,就是其总的密封力,该密封力随着系统压力的升高而增大。在压力作用下,O形圈的形状和具有高表面张力的液体相仿。压力朝各个方向等值传递,如图2所示。

图2 密封圈受力的密封状态
2 失效原因分析
密封圈常见的失效形式为老化、磨损、划伤、变形和开裂。引起失效的原因大致可归纳为以下几个方面:
2.1 材料的选择
材料的选择对O型密封圈密封性能和使用寿命有着重要意义。要求材料既要能抵抗介质的侵蚀(包括腐蚀、溶胀等)、有很好的耐老化性、耐温性,也要有良好的机械性能(包括扩张强度、伸长率和抗撕裂强度等),尤其是良好的耐磨性能,同时也要有良好的弹性、适当的硬度和永久压缩变形[2]。
某型号发动机的正时链条盖集成了机油泵和水泵涡室,与缸体接触密封需要同时密封机油和冷却液两种不同的介质。在密封圈型号开发过程中供应商理解产品要求有误,本来应该选择氢化丁腈橡胶(HNBR)的材料,误用成了丁腈橡胶(NBR)。在做产品的过程中需要测试机油泵的性能,丁腈橡胶(NBR)接触到机油后发生体积膨胀,无法再装配到O型圈槽中,不满足使用要求。
丁腈橡胶(NBR)耐油性差,容易渗透体积膨胀,所以在实际使用中需要综合考虑周边的使用环境,避免发生类似的案例。
2.2 密封参数的设计计算
2.2.1 压缩率的设定
使用范围:8%~30%

式中,E(%)为压缩率;σ(mm)为压缩余量 =W-H;W(mm)为 O形圈截径;H(mm)为圈槽深度。

图3 密封圈压缩率计算参数示意图
2.2.2 充填率的设定
使用范围:max 90%、中间值75%(设计目标值)

式中,n(%)为充填率,G(mm)为沟槽宽,W(mm)为O形圈截径,H(mm)为沟槽深度。

图4 密封圈填充率计算参数示意图
某增压发动机在完成637h台架耐久试验后,经拆解机油冷却器转接头,发现该处O型圈接触面出现表面破损,胶体融化的失效情况。经测量分析该O型圈截径为8.5 mm,如图5所示。圈槽深度为6 mm,如图6所示。圈槽截面积为24.03 mm2,经计算该O型圈填充率达到96.34%,压缩率达到29.4%,该O型圈尺寸设计的填充率和压缩率偏大,致使装配后产生较大接触应力,产品最终因过度挤压而在使用过程中出现了溶胶现象。
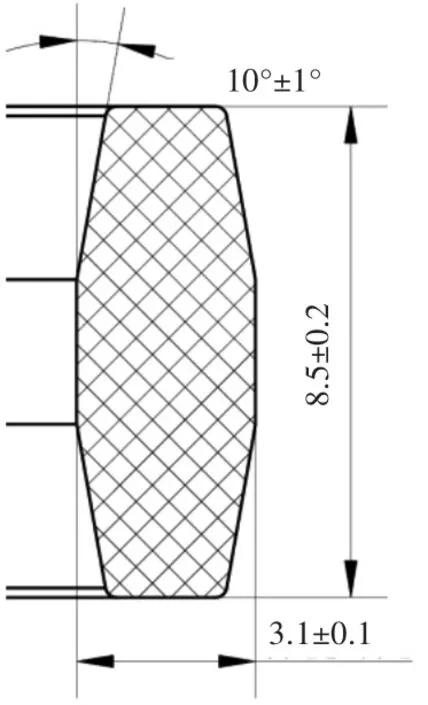
图5 优化前的密封圈截面尺寸

图6 密封圈安装槽截面尺寸
基于以上分析重新设计O型圈结构和尺寸,如图7所示。变更后压缩率为23%,填充率为81.3%,重新搭载发动机台架验证再无泄露和胶体融化问题。上述经验说明,产品尺寸设计是否合理,必须经过充分的计算与验证。
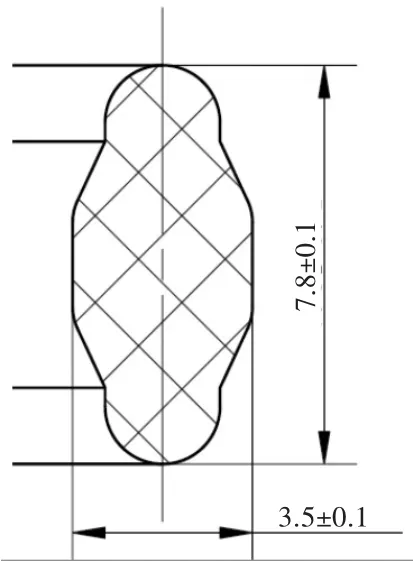
图7 优化后的密封圈截面尺寸
2.3 正确的安装条件
密封件表面有飞边、毛刺、裂纹、切边或几何尺寸及精度不符合标准要求等情况都会影响密封效果。某发动机在项目造机过程中出现机油尺导管插入力大情况,检查O型圈出现分层现象,如图8所示。
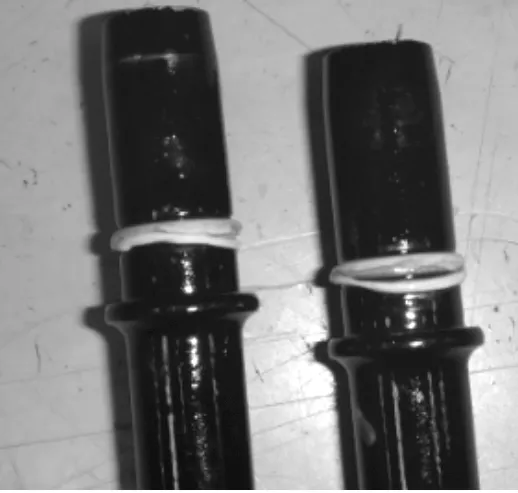
图8 安装出现切削现象的密封圈
经过鱼骨图分析,如图9所示。该机油尺导管为安装在缸体上,缸体孔为机加孔其边沿存在棱角边,机油尺导管在插入孔内过程中O型圈与棱角边接触,导致O型圈被切削。优化该安装孔设计,将此处棱角改成圆弧过渡即可消除该问题,如图10所示。
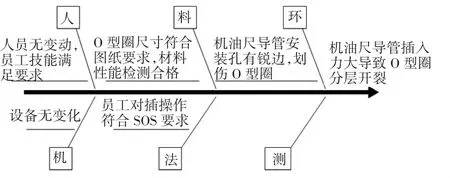
图9 鱼骨图分析
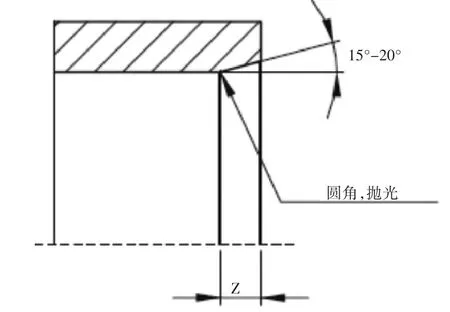
图10 优化后的安装孔
2.4 使用不当
环境温度是影响O型圈使用的重要因素。使用过程中可能会出现超温现象,超温将导致密封件老化和使用寿命降低。
某型号增压发动机小批量试产后,在发动机耐久试验台上进行试验,完成试验拆机发现某部位O型圈发生热老化变形,失去橡胶的弹性,导致密封失效。经调查该密封圈为从其他型号发动机上直接借用而来,材料为聚丙烯酸酯橡胶,经试验确认该密封部位在工作中的温度已接近材料本身可以承受的最高温度。在与密封件生产商协商后将其材料由聚丙烯酸酯橡胶(ACM,具有极佳的耐臭氧性,耐风化性和耐热空气性能;聚丙烯酸酯橡胶工作温度范围是-20℃~+150℃)改成氟橡胶(FKM,具有阻燃性,极低的透气性以及极佳的耐臭氧性,耐油性和耐老化性。氟橡胶的工作温度范围为-20℃~+200℃)之后,其耐高温性能得到改善,后期台架试验中均能保持良好的密封性能。该案例说明在借用产品之前,除了确认结构尺寸外,还必须考虑材料性能是否符合其工作环境要求,以免使用不当造成密封失效后果。
3 结束语
综上所述,橡胶密封件应用广泛,其失效形式和原因是多样性的。要改善其使用性能,须从多方面着手。
[1]乔东平.橡胶密封膜的失效分析[J].材料开发与应用,2001,10,16(5):20-22.
[2]张洪雁,曹寿德,王景鹞.高性能橡胶密封材料[M].北京:化学工业出版社,2007,7.
