汽轮机低压缸泄漏问题的解决办法
2018-01-05中国电力设备管理协会高级会员中国电力工业设备管理特级专家宓正源
中国电力设备管理协会高级会员、中国电力工业设备管理特级专家 宓正源
轮机的低压缸由于体积大,刚性差,加上应力释放,往往会产生变形。个别位置用常规的液压扳手紧固时反作用力臂的支点不好找,此外反作用力臂造成的侧向弯扭矩产生的巨大的摩擦力不但损坏了螺栓的螺牙纹,还消耗了大部分液压扳手的驱动扭矩,使螺栓无法达到需要的预紧力、不能紧固到位,往往在检修后的低压缸中分面留有间隙,导致漏气,降低了机组的效率,甚至高压蒸汽在设备运行过程中对中分面法兰造成吹蚀。
汽轮机低压缸泄漏问题的解决办法
中国电力设备管理协会高级会员、中国电力工业设备管理特级专家 宓正源
汽轮机的低压缸由于体积大,刚性差,加上应力释放,往往会产生变形。个别位置用常规的液压扳手紧固时反作用力臂的支点不好找,此外反作用力臂造成的侧向弯扭矩产生的巨大的摩擦力不但损坏了螺栓的螺牙纹,还消耗了大部分液压扳手的驱动扭矩,使螺栓无法达到需要的预紧力、不能紧固到位,往往在检修后的低压缸中分面留有间隙,导致漏气,降低了机组的效率,甚至高压蒸汽在设备运行过程中对中分面法兰造成吹蚀。
神华四川能源有限公司江油发电厂300MW机组和华电淄博发电厂5号机低压外缸以及北仑港电厂3号600MW机组大修时用了一个新技术就解决了这个问题。
这个新技术就是无偏载、无反作用力臂的预紧力控制紧固技术:这种紧固技术通过用一个特殊的三件式结构的CLAMP拉伸螺母(见图1:由内套筒1,外套筒2和垫圈3组成)代替常规罩帽螺母或六角螺母,而这种特殊的CLAMP螺母其专利的结构设计在紧固过程中自身形成一个完整的力循环,可以无需借助外部的反作用力支点(实物图见图2)。
用CLAMP拉伸螺母可以精确控制螺栓的预紧力,由于没有偏载,不同的螺栓紧固时所克服的摩擦力几乎一致,相同的施力情况下比传统的扭矩紧固方式可以得到较大的预紧力,来消除一些低压缸的间隙,并且不同的螺栓之间预紧力的均匀度精度大幅度提升。
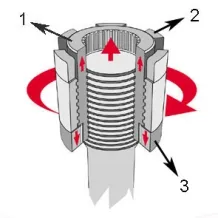
图1 CLAMP拉伸螺母结构图

图2 CLAMP拉伸螺母和驱动机具照片
1 江油发电厂300MW机组低压缸使用新技术紧固低压缸螺栓的案例
螺栓规格:M36×4 mm,10.9 级,40颗旧螺栓,中间缩颈直径30 mm有伤痕。温度300℃。为了安全,取1.5倍安全系数,螺栓预紧力取300 kn相当于40%屈服强度极限值(以M30来校核)。
采用机具:AVANTI3型机具5部,其中一部备用。泵站2台,螺母驱动器4个。用CLAMP拉伸螺母代替传统罩盖螺母。
低压缸紧固螺栓过程:
在实施螺栓紧固过程中,每个人孔门用一部机具紧固,四个人孔门同时进行,保持同步。首先施加40%预紧力,由外向里顺序对每颗螺栓进行初始预紧,再用70%、100%力紧固,最终再进行一次校核,整个过程相当顺利,用时一小时。考虑到螺栓使用年限较长,且中心段直径略小为M30,最终预紧力即载荷为300kn。

图3 低压缸紧固螺栓

图3 低压缸紧固螺栓

图4 安装完成后测量图
安装完成后测量:所有螺栓紧固后,用0.03mm塞尺测量间隙,间隙小于0.03mm,效果很好。
2 华电淄博发电厂5号机低压外缸安装的案例
由于存在较为严重的缸体形变,黄色区域一直是泄漏点。之前他们也想过很多办法,包括研缸、加盘根、塞铜条等多种方式,鉴于他们是一个三段式缸体,连接全靠螺栓连接,这四个连接角处的漏气情况一直没有解决。
淄博电厂5号机缸体螺栓工况:
(1)螺栓直径:M42x4.5;原螺母对边:S36;原螺母形状:罩帽;螺栓等级及材质:8.8级;螺栓长度:170 mm。
(2)螺栓直径:M36x4;原螺母对边:S 27;原螺母形状:罩帽;螺栓等级及材质:8.8级;螺栓长度:270 mm。
以前用大锤敲击紧固,一直没有解决泄漏问题。
负责检修的电建三公司用CLAMP拉伸螺母紧固后消除了泄漏(见图5)。

图5 用CLAMP拉伸螺母紧固
3 北仑港4号机汽轮机A、B低压缸内缸进汽口、抽汽口安装的案例
螺栓规格及数量:1-1/2”-8UN (28颗/台 x2 = 56颗);M36X3(40颗/台x 2 = 80颗)共计136颗螺栓。
安装工具:AVANTI,3型 4部;驱动器:090173S(4副);液压泵:JETPRO10.3 2台 及相关油管。
安装过程:
第一步,安装进汽口1-1/2”-8UN 螺栓(如图6红色区域内),每台有28颗,两边对称分布,紧固分三个步骤,先用50%的预紧力由外向内对称紧固,紧固顺序如所标数字顺序,再用100%的预紧力紧固,紧固完毕后校验一遍,确定紧固到位为止。
第二步,安装抽汽口M36X3螺栓(如图6绿色区域内),每台有40颗,四个角点对称分布,紧固分三个步骤,先用50%的预紧力由外向内对称紧固,紧固顺序为由外侧向内侧依次紧固,再用100%的预紧力紧固,紧固完毕后校验一遍,确定紧固到位为止。
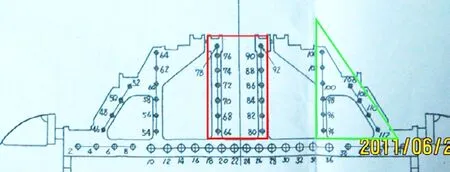
图6 北仑港4号机汽轮机A、B低压缸内缸进汽口安装
开始安装,队员分两组,每组两个人,安装完毕后,检修公司人员检测低压缸内缸进汽口和两侧抽汽口结合面间隙,最后经电厂技术人员确认:结合面间隙符合紧固要求。

图7 北仑港4号机汽轮机A、B低压缸内缸进汽口安装过程

图8 进气口安装完毕

图9 抽气口安装完毕
CLAMP拉伸螺母可以精确控制螺栓预紧力的大小和偏差,配合使用高质量的密封垫圈,可以解决电厂以下关键设备的泄漏问题和缩短检修工期:
(1)可消除燃气轮机水平中分面法兰、垂直中分面法兰、火电、核电汽机(内、外缸法兰)的泄漏。可对火电、水电(水轮机对轮)的大直径螺栓进行冷紧、冷松施工,不但能保证预紧力的值和精度,还因为取消了加热螺栓的过程,可缩短1~2天检修工期。这1~2天发电量的价值差不多可抵消购买拉伸螺母的费用。
(2)可消除高压缸主蒸汽进气导管和调速导管法兰、中压缸再热汽进导管法兰、主汽门、调速汽门、高压旁路阀盖的泄漏。这些部位通常采用耐高温的合金钢双头螺栓连接,采用耐高温合金钢制作的拉伸螺母代替常规的螺帽后,由于CLAMP拉伸螺母的内套筒和螺栓的细螺牙在紧固时没有相对位移,螺栓的细螺牙不会受损伤,只要按规定涂抹合格的螺纹润滑剂及控制好螺纹副之间的间隙,在大修时就可轻松拆下。
而用传统液压扳手紧固时,靠近螺母底部的3-4圈螺牙受力最大,尤其是用大锤敲击的方式紧固调主汽门的合金钢螺栓后,由于巨大的侧向力,有些螺栓的螺牙已经变形损坏。所以,拆卸时再用大锤敲下去,有的螺栓就齐根断了。需要在断的螺栓上钻孔,用火焰切割,取出断的螺栓后再用丝锥套扣,还要配新的螺栓,过程非常费时、费力又费钱。干过这项工作的人员一定深有体会。
(3)可消除低压缸导汽管法兰、低压内、外缸法兰(可以解决低压缸变形引起内部泄漏,降低机组效率的问题)、发电机端盖、高压给水泵端盖、高压加热器端盖及人孔门、高排逆止阀盖、高压给水截止阀盖、调节阀盖、逆止阀盖的泄漏。可防止中-低压、低压-发电机转子联轴节的螺栓以及各种转动机械地脚螺栓的松动。
(4)高压抗燃液系统的法兰泄漏,会污染设备并粘上灰尘,另外也污染车间的空气,而润滑油系统法兰的泄漏可能会引起火灾。消除这类泄漏,除了注意螺栓紧固的顺序以及预紧力的大小、预紧力的精度以外,还要注意密封垫片以及涂料的质量和选型。可以咨询密封垫片制造厂家的专业人员,采用正确的紧固方法和选用合适的垫片来解决。