亭子口水利枢纽升船机主提升机安装
2018-01-04
(嘉陵江亭子口水利水电开发有限公司,四川 苍溪,628400)
亭子口水利枢纽升船机主提升机安装
韩孟均
(嘉陵江亭子口水利水电开发有限公司,四川 苍溪,628400)
嘉陵江亭子口水利枢纽升船机主提升机由8套卷扬提升机构、1套机械同步轴系统、8组平衡滑轮及8套干油润滑系统等设备组成,在主机房的平面内分4个吊点区对称布置。嘉陵江亭子口公司根据金属结构安装施工经验,结合工程实际,强化过程质量控制,严格控制安装基准点测量放样要求,提高主提升机埋件安装精度,优化安装工序,最大限度地减少部件安装间的累计误差,自制各种安装工具,有效控制了主提升机安装质量,采用了桥机与临时滑轮组配合等多种“土办法”吊装手段,解决了升船机设备吊装“死角”,加快了安装进度。
升船机主提升机 安装方案 亭子口水利枢纽
1 亭子口升船机主提升机概况
亭子口升船机采用钢丝绳卷扬全平衡垂直提升型式,过船规模2×500t级,最大提升高度85.4m,船厢有效水域116.0m×12.0m×2.5m(长×宽×水深),船厢结构、设备及厢内水体总重约6250t。船厢的总重量由相同重量的平衡重全部平衡。平衡重由重力平衡重和转矩平衡重两部分组成,其中重力平衡重3650t,转矩平衡重2600t。
升船机主提升机设备布置在升船机塔柱顶部的主提升机机房内,机房地面高程468.5m。主提升机(以下简称主机)由8套卷扬提升机构、1套机械同步轴系统、8组平衡滑轮及8套干油润滑系统等设备组成,在主机房的平面内分4个吊点区对称布置。左、右侧卷扬提升机构卷筒轴线间距20.6m,4个吊点区对称中心线的纵向间距60.05m。
每套卷扬提升机构分别由一台交流电动机驱动,电机的动力经浮动轴组件(含联轴器)、减速器传递给减速器两侧的两只卷筒。在电机与减速器间的联轴器上设置一套工作制动器,在每只卷筒的外端分别设置一套安全制动器,以及独立的轴承座,卷筒轴的另一端支承在减速器的箱体上。8台减速器经输出轴、联轴器、机械轴、扭矩传感器及轴承座等连成一矩形封闭的机械轴同步系统。8套交流变频传动装置布置在主机房的主电室内,此外,主电室还布置有液压制动器电控柜和配电柜等电气设备。
每只卷筒上缠绕8根钢丝绳。其中4根为提升绳,提升绳的一端缠绕并固定在卷筒上,另一端通过均衡油缸装置与船厢相连;另4根为转矩平衡绳,其一端反向缠绕并固定在卷筒上,另一端与转矩平衡重连接。
每组平衡滑轮组由9片滑轮构成,每片滑轮上绕过一根重力平衡绳。重力平衡绳的一端通过锥套直接与船厢吊耳板连接,另一端通过调节螺杆、螺母、锥套与重力平衡重相连。
减速器内的轴承、齿轮副及联轴器由稀油润滑泵站强制润滑,卷筒、滑轮及同步轴系统的全部滚动轴承由8台干油润滑站集中润滑。
2 安装难点
主提升机设备安装工程量大,其总重量约为单件最重95t,最大外形尺寸5.2m×5.085m×5.2m。
2.1 安装技术要求
主提升机设备安装技术要求高:
(1)设计要求四套卷扬机构中心线的纵向和横向距离偏差均不大于±2mm;
(2)滑轮组中心线至减速器中心线偏差不大于±1mm;
(3)卷筒轴承座中心线至减速器中心线偏差不大于±1mm;
(4)船厢纵向中心线至同步轴纵向中心线偏差不大于±1mm;
(5)卷筒组和滑轮组的同轴度公差2mm;
(6)电机轴和减速器高速轴的同轴度公差1mm;
(7)同步轴轴承座孔中心线同轴度公差3mm;
(8)主机轴线至各设备二期埋件上表面尺寸偏差不大于±1mm。
2.2 控制点的测放
由于设备安装技术要求高,如何保证测放控制点精度是设备安装关键的第一步。由于升船机系统是一个由主提升机构、承船箱和平衡重三者通过钢丝绳连接成的三维立体结构,三者各自的安装位置精度和相对位置精度直接决定了以后升船机的平稳、通畅运行,任何一个出现偏差,都将影响到升船机的运行。
为确保升船机安装精度,在主机房底板平台(高程468.5m平台上)浇筑完成养护期满、塔体结构已形成稳定框架后,在该平台上设置闸室纵、横向中心线的测量控制基准点,作为所有主提升机构部件安装的测量基准,并根据此基准点划出每个吊点卷筒中心线和减速器中心线,作为每个吊点的安装基准,最后根据卷筒吊点中心线划出每个吊点两侧卷筒轴承座的中心线,电机中心线及各同步轴中心线,承船箱夹、顶紧轨道及平衡重导轨安装控制点也应据此测放。测量控制基准点精度误差≤0.5mm。
3 安装工艺简述
为确保主提升机设备安装精度,将主提升机设备安装分成两大步:
第一步安装设备埋件。首先吊装二期埋件就位,并进行初步调整,加设钢支承,再将各部位设备机架分别吊装就位,与其相对应的埋件用二期埋件螺栓连接组成整体,直接以机架上表面高程和中心为基准进行机架与埋件的定位,埋件加固完成经检验合格后,挪走机架,进行混凝土的回填浇筑,对于高度大于1200mm的二期混凝土分两次浇筑,其中第一次浇筑的混凝土高程不得高于连接板的底部高程;
第二步安装设备和机架。二期埋件浇筑完成后,将各机架复位并调整检查合格后,锁紧各二期埋件与机架联接螺栓,吊装设备就位进行调整。
4 主提升机设备安装
4.1 主提升机安装施工程序
主提升机设备安装程序见图1。
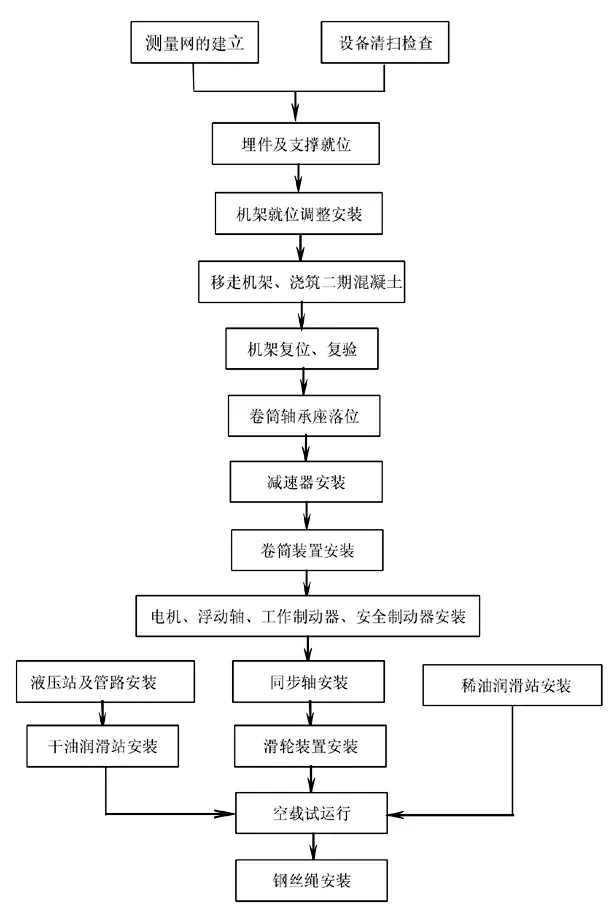
图1 主提升机设备安装程序
4.2 测量网的建立
(1)按机房布置及图纸要求,测放出主提升机的横、纵向中心线;
(2)以升船机横向中心线和纵向中心线作为系统中心线,划出四个吊点卷筒中心线及减速器中心线,作为每个吊点的安装基准;
(3)分别以四个吊点卷筒中心线及减速器中心线为基准,划出每个吊点两侧卷筒轴承座的中心线、电机中心线及各同步轴中心线;
(4)各中心线测放完毕经监理验收合格后,须作明显永久性标记,作为安装定位基准,划线应清晰、准确、明确。

图2 升船机体系统测量控制线布置
4.3 埋件及机架的落位与调整
(1)吊装主提升机二期埋件就位,进行高程、中心及水平的调整,并按照调整好的埋件位置和高度,设置钢支承,支承保证足够的刚度和强度;
(2)吊装滑轮机架、安全制动器机架、减速器机架、电机机架及同步轴系统各机架分别就位,并与其相对应的埋件用二期埋件螺栓锁合后,再以机架上表面进行机架与埋件的最终定位。将机架上表面各中心线与安装用基准线对位并进行高程的调整,调整螺栓,检查螺栓垂直度及相对位置满足有关技术要求,按有关技术要求报验合格后,将螺栓与一期埋件进行焊接,并将螺栓与埋件准确定位;在焊接时,必须采取有效措施确保设备地脚螺栓、一期插筋与搭接板的焊接质量。焊接完成进行机架位置、中心及高程的复检,经验收合格后挪走机架,进行二期混凝土的回填,回填完成后用小锤对二期混凝土填充质量进行检查,对发现有空洞的位置进行处理,确保二期基础板与混凝土间无空洞和间隙,机架落位复测后再进行设备的安装。
4.4 卷筒轴承座落位及安装
(1)将四个吊点总共16个卷筒轴承底座落位于卷筒组机架上。测量四个吊点卷筒轴承座的中心、高程,调整轴承座,保证四吊点中心相对高程差及同轴度符合设计要求;
(2)保证两卷筒轴承座中心线对减速器中心线间距6794±1mm,吊装另一侧卷筒轴承座的轴承底座落位。调整卷筒轴承底座位置,保证同一吊点两轴承座中心、高程和轴线同轴度;
(3)同侧8个卷筒轴承座高程、中心初步调整后,过其中心位置通绷一根钢琴线,首先钢琴线需经测量对其高程、里程精确定位后,再以该线为准通过“机组求心法”精调轴承座的同轴度,用内径千分尺、耳机、小灯泡、电池通过导线与钢丝线、轴承座组成一“求心电路”,通过灯泡的明亮和耳机电流声大小来精确判断轴承座安装距中心线的精度。我局在彭水升船机安装过程中,用此办法,可以将同侧卷筒同轴度偏差控制在20道以内,远高于设计要求。
4.5 减速器安装
(1)安装前,检查减速器底座孔的布置与基础地脚螺栓的布置尺寸是否符合要求,在减速器螺孔位置两侧垫调整垫板;
(2)减速器吊装时,缓慢起吊,小心安放,吊运须使用下箱体上的吊耳,将减速器吊装到机架上,并按相应中心线落位,调整、找正;
(3)安装联轴节时,保证其孔径符合设计及图纸规定的配合要求。装配前联轴节必须加热至一定温度,使轴与孔之间有0.0005D以上的装配间隙,严禁用榔头敲击,使齿轮和轴承得以保护;
(4)减速器与机架之间的连接螺栓按照设计规定的预紧力矩进行预紧;
(5)减速器安装完毕后,盘车检查有无阻滞现象。检查整个系统地脚螺栓和所有联接螺栓是否紧固。按说明书要求注入规定牌号和规定量的质量合格的润滑油。
4.6 卷筒装置安装
(1)起吊卷筒组件,使其轻落在两端轴承座上,注意吊装时卷筒轴两端保持水平,不得碰撞减速器其余部位,并注意将套在卷筒轴上的定距环及压板在落位过程中在箱体相应位置就位。卷筒安装时,注意保证各卷筒的绳槽起始点在相同位置,绳槽起始点以制动盘侧第一个压板孔的位置为基准;
(2)联轴器的安装:卷筒组就位后,检查是否符合安装要求,注意卷筒绳槽方向符合图纸要求,装上轴承盖及透盖等附件,锁合轴承座;在减速器输入端盘车,使输出轴旋转,对好对位标记,再按标记安装联轴器铰制孔用螺栓;
(3)用同样方法和顺序安装减速器另一端的鼓形齿联轴器。安装完后,将输出轴端盖安装好。
4.7 电机、浮动轴等的安装
(1)按电机中心与减速器中心间距将电机落位,调整电机与减速器高速轴同轴度公差小于1mm,装浮动轴,调整两联轴器及浮动轴位置,保证联轴器与电机中心间距,定好位后,将电机及联轴器安装好,锁紧电机螺栓;
(2)用手盘动各吊点的工作制动盘,使得安全制动器制动盘旋转一周,检查各吊点传动系统运行是否灵活,有无卡阻现象。如有,及时报告处理。
4.8 同步轴的安装
同步轴系统是一个传递扭矩的封闭矩形结构,由同步轴、联轴节、轴承座、扭矩传感器、胀紧套联轴器及减速器中的相关齿轮副等部件组成。
(1)从一端开始,对同步轴各轴承底座依次落座,要求以减速器输出轴连线为基准,相邻两轴承座同轴度及全长范围内同轴度应满足设计技术要求,高度调整方式为调整轴承底座与机架间垫板;
(2)将各带轴承的同步轴装到轴承座上,并装好轴承盖、透盖等;
(3)吊装各同步轴,联接同步轴各半联轴器。按同步轴扭矩传感器安装说明及要求安装扭矩传感器。保证各联轴器与同步轴轴线及轴承座中心线的相对尺寸;
(4)手动盘动各吊点的工作制动盘数周,检查各吊点传动系统运行是否灵活,有无卡阻现象。如有,找出原因及时处理。
4.9 工作制动器、安全制动器的安装及调整
(1)工作制动器布置在每台电机的出轴上,采用液压盘式制动器,由液压站集中控制;安全制动器设在每个卷筒制动盘的两侧,采用弹簧上闸液压松闸的盘式制动器,正常工作时在主机停机后上闸;
(2)制动器的安装调整,以闸瓦与制动盘的双边间隙为基准就位,安全制动器在调整退距前按要求将制动半钳与支架联接螺栓用液压拉伸器进行预紧。液压系统安装完毕后,按要求进行耐压试验,之后用油循环进行管路的清洗。
4.10 液压站及管路系统的安装
(1)油管安装前,检查其规格是否符合图纸要求,管路均现场配制,管夹与一期埋件焊;
(2)不锈钢管材下料时用锯割的方法,采用弯管机进行冷弯,管路的配制布局整齐合理,保持横平竖直,管子与管子之间、管子与管接头之间对接焊缝接点处的同心度误差控制在管壁厚的1/10;不锈钢管路焊接时采用氩弧焊,管路焊缝无裂纹、无未焊透等缺陷;
(3)液压系统管路安装尽可能对称布置,以减小各制动瓦上闸时间差;
(4)管路正式安装前,彻底清除氧化皮、焊渣和其它杂物,并对管路系统的每根钢管进行仔细的酸洗和中和清洗,清洗要求和清洗质量符合SDJ81的有关规定。冲洗质量合格并通过压力试验后,方可与润滑点、设备接口及泵站相连;
(5)按图纸及安装使用说明书安装液压站,将油站的仪表盘和控制柜等安装完成后,按要求联接好各线路和管路。
4.11 减速器稀油润滑站的安装
(1)按主提升布置图要求及减速器稀油站管道布置图,将润滑站在埋件上落位,油站的安装位置尽量靠近减速器,且其回油口的高度低于减速器出油口的高度,使其之间联接的油管倾斜度大于1∶20,以保证回油畅通。按规定要求将管路放样、配管、预装以及酸洗,接好进油管和回油管以及冷却水管;
(2)油站的仪表盘和控制柜位置确定后,按油站说明书要求联接好各线路和管路,并向加热器注入规定牌号的导热油。
4.12 干油润滑站及管路的安装
(1)按图纸要求,将润滑站在埋件上落位,放样、配管、预装;
(2)将配好的管道,接头清除焊瘤及焊渣。管路按要求进行酸洗除锈,并进行管路干燥处理,管路酸洗窜油后两端进行密封;
(3)连接管路,安装润滑站;
(4)按要求进行15MPa试压,保压15min,无泄露、渗漏现象。试验完后恢复系统压力。
4.13 滑轮装置的安装
(1)滑轮组由厂家在厂内预拼编号,单片运输至现场金属结构加工厂拼装成整体,运输至安装现场后再据图纸将滑轮组按相应埋件位置落位,对其中心位置进行找正,并采用上、下调整楔块对滑轮组高程和同轴度进行调整,保证滑轮组同轴度公差小于1.0mm,滑轮组装配后运转平稳,无卡阻及异常响声;
(2)调整完毕经验收合格后锁紧各螺栓,将剪力板顶紧机座焊接在二期埋件上。
4.14 设备安装验收
主提升设备安装完成后,先进行自检,对整个主提升机系统的安装质量进行检验,合格后报验,经监理检查验收合格,达到设计要求后,焊牢各机架下调整垫板,打定位销,焊接各剪力板。
按相关要求完成检测装置、电控设备及电气设备的安装。
4.15 空载运行试验
整体闭环试验前,分别先进行分组试验,分组试验时,检查各组齿轮的啮合情况、转向、噪音、温升等是否符合要求。分组试验完毕后,用同步轴将主机联成一闭环结构,进行空载试验,运转灵活,不得有卡阻、异常噪声、振动和异常发热,不得有零部件松动及轴向窜动现象。
4.16 钢丝绳的安装
(1)安装前对各钢丝绳组件的表面质量进行检查,钢丝绳有无锈蚀、断丝、松散等损伤。复查各钢丝绳的长度,同类钢丝绳的长度误差满足设计要求;
(2)断开同步轴,每次进行一个吊点钢丝绳的安装(4根提升绳和4根转矩平衡重绳);
(3)将所需的已缠好的钢丝绳卷筒组成一组,设置在主提升卷筒外适当位置,用10t卷扬机钢绳做牵引,并采用桥机配合,将钢绳一端拉上卷筒压板位置;
(4)钢丝绳一端在卷筒上固定后,对压板螺栓按照设计规定的预紧力矩值进行预紧,偏差不大于5%,每次先进行四根主提升绳的安装,再安装转矩绳;
(5)启动主电机,缠绕卷筒钢丝绳。
5 结语
升船机主提升设备作为整个升船机的核心部件,设备的制造、安装质量直接影响到后期运行的安全性和稳定性。因此,在升船机主提升机设备制造过程中必须严格生产工艺、严格控制制造质量,安装过程中更要“精益求精”,每道工序的安装质量必须控制在优质工程要求范围内,减少多工序安装的累计误差,才能保证整个升船机主提升机安装质量。
〔1〕SL660-2013,升船机设计规范[S].北京:中国水利水电出版社.
〔2〕GB50278-2010,起重设备安装工程施工及验收规范[S].北京:中国计划出版社.
〔3〕DL/T678-2013,电力钢结构焊接通用技术条件[S].北京:中国电力出版社.
〔4〕NB/T35036-2014,水电工程固定卷扬式启闭机通用技术条件[S].北京:中国电力出版社.
〔5〕SL381-2007,水利水电工程启闭机制造安装及验收规范[S].北京:中国水利水电出版社.
U642.6
B
2095-1809(2017)06-0016-05
韩孟均(1983-),男,四川苍溪人,本科,工程师,主要从事水利水电开发。