YJ17型供料成条机气室改进
2018-01-02徐国庆
徐国庆,刘 浩
(广西中烟工业有限责任公司柳州卷烟厂,广西柳州 545006)
YJ17型供料成条机气室改进
徐国庆,刘 浩
(广西中烟工业有限责任公司柳州卷烟厂,广西柳州 545006)
分析YJ17型供料成条机容易在吸丝道右段发生烟丝堵塞的原因,将原气室腔左端1个进风口改为左右2个进风口,正压气流分别从2个进风口同时进入气室腔,使气室腔内部气流更加均匀,减少吸丝道烟丝堵塞的次数,提高设备有效作业率和产品质量。
气室;烟丝堵塞;进风口;吸丝道
10.16621/j.cnki.issn1001-0599.2017.05.59
0 引言
ZJ17(YJ17-YJ27)卷接机组是我国烟草行业主流卷接设备之一,其中YJ17型供料成条机集机、电、液、气、光于一体,采用风力吸丝成型、烟条密度检测控制烟丝流量风力分选的工作原理,把送丝系统的烟丝经松散、除杂、分选、计量,制成烟支单位长度重量一致的烟丝条输送到卷制成型机部分。目前我厂卷包车间共有23套ZJ17卷接机组,在生产过程中经常发生烟丝堵塞现象,堵塞部位主要集中在吸丝道右段,且得不到彻底解决,影响设备的有效作业率。
1 吸丝成形系统结构组成和工作原理
(1)结构组成。吸丝成形系统主要由气室、抛丝辊、前导板、后导板、吸丝带、风室体、弧形板等部件组成(图1)。
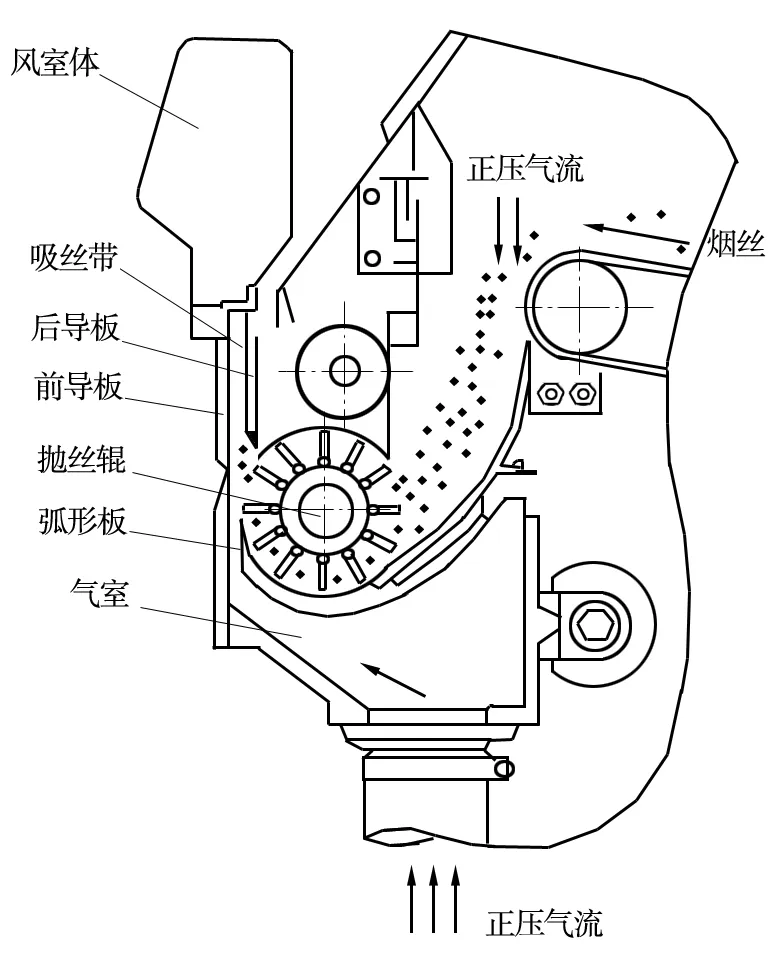
图1 吸丝成形系统结构示意
(2)工作原理。如图1所示,输送带以约10°的仰角和较高的速度向前抛出输送烟丝,输送带的前部上方有一排与输送带宽度相等的吹风孔,向下喷出一排正压气流,正压气流改变了烟丝的运动方向将烟丝吹向抛丝辊。稍重的烟丝团、烟梗和杂质凭借自身惯性进入抛丝辊上方的螺旋回梗机构并被输出,完成梗签的分离。烟丝在抛丝辊顺时针高速旋转作用下被抛向由前、后导板组成的吸丝道,烟丝在吸丝道内受气室的正压气流和风室体的负压连续作用继续向上运动,直至被吸附于吸丝带下,随着吸丝带在风室体内的运行形成连续而均匀的烟丝束,输送至烟支重量控制系统,完成烟丝的吸丝成形工序。
2 局部堵塞原因分析
(1)原因分析。从正前方看抛丝辊与弧形板平行装配,抛丝辊在匀速转动过程中将弧形板上的烟丝以相同的速度抛入吸丝道,吸丝道位于气室的上方,且与气室长度相等。在吸丝道内,烟丝是依靠自身向上运动惯性以及气室的正压吹风和风室体的负压共同作用而被吸附于网孔吸丝带,这就要求气室的正压吹风和风室体的负压对吸丝道左中右段的烟丝作用大小相同,否则就可能产生局部烟丝堵塞现象。
实际运行情况是风室体的负压管接口设计在左端,气室的正压管接口也设计在左端(图2),使得吸丝道内正负压气流的压力从左向右逐渐减小,导致吸丝道内左端向上气流速度大于右端,在斜向上气流的作用下吸丝道内左端烟丝上升速度大于右端烟丝上升速度,右端烟丝运行受阻,造成吸丝道右段烟丝容易堵塞。拆解喷气室的斜向板发现,气室腔内堆积的粉尘呈现从左向右逐渐增多的状况,证明气室右端气压不足,是吸丝道右段容易产生堵丝现象的主要原因。
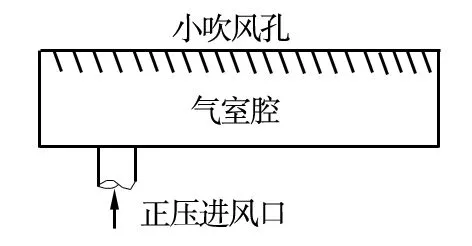
图2 改进前气室结构示意
(2)数据统计。气室长度为820 mm,原正压进风口中心线到气室腔左端边缘的距离为15.5 mm,将气室均分为左中右3段,即正压进风口位于气室左段中部位置。统计车间23套ZJ17卷接机组16第二季度(4-6月)烟丝堵塞情况,平均每月每台机发生烟丝堵塞165次,耗时420 min;其中左中右3段出现烟丝堵塞次数分别为每月平均7,22和136,即在吸丝道右段发生烟丝堵塞次数占总烟丝堵塞次数的82.4%。
3 改进措施
将原气室左端1个进风口改为左右2个进风口,正压气流从2个进风口同时进入气室腔,使气室腔内部气流更加均匀,吸丝道内左中右向上气流速度基本相同,改进后气室结构示意见图3。

图3 改进后气室结构示意
(1)连接管路设计计算。经测量原正压气源低压风机出气口、气室进气口直径均为45 mm,为不改变气室腔小吹风孔吹出的气体流量,改造后风室腔的2个进风口横截面积相等,且分别是原进气口横截面积的一半。计算得出改造后风室腔的2个新接口直径为32 mm。
(2)气室改造。在气室右端开1个直径32 mm的孔,孔的中心线到气室右端边缘的距离为15.5 mm,左、右进风孔中心线位置对于气室中心位置对称。
(3)管连接法兰。气室左、右进风孔设计安装气源管路连接法兰,法兰连接管口内径为32 mm。
(4)三通接头。三通接头中1个接头内径为45 mm,用于连接正压气源接口,另外2个接头内径32 mm,分别连接气室左、右2个法兰。
(5)改造实施。将2个连接法兰分别用螺丝安装在气室2个进气孔上(安装右端法兰时需要将该机副回丝带驱动马达安装位置水平转动90°角)。用2根长度相同内径32 mm的气管将左右法兰与三通接头连接,用1根内径为45 mm的气管将三通接头与低压风机出气口连接。
4 改进效果
吸丝成形系统改进后运行3个月的统计数据显示,总堵塞次数36(改进前165),左、中、右段堵塞次数分别为9,17,10(改进前分别为7,22,136),平均每月每台机发生烟丝堵塞次数减少至36次,耗时78 min;吸丝道烟丝堵塞频次降低,减轻了操作强度,提高了设备的工作效率。
[1]董祥云.YJ17/YJ27卷接机组培训教材[M].北京:中国科学技术出版社,2001.
[2]石光源,周积义,彭福荫.机械制图[M].北京:高等教育出版社,1998.
[3]赖建鸿,黄于芸,杨忠斌.PROTOS卷烟机吸风室尾部从动轮组件改进[J].设备管理与维修,2016(9):79-80.
TS43
B
〔编辑 李 波〕
