ZGC型振动输送机活门加装自锁联控装置
2018-01-02张胜利张世强赵明辉
张胜利,焦 冉,张世强,赵明辉
(河南中烟工业有限责任公司洛阳卷烟厂,河南洛阳 471000)
ZGC型振动输送机活门加装自锁联控装置
张胜利,焦 冉,张世强,赵明辉
(河南中烟工业有限责任公司洛阳卷烟厂,河南洛阳 471000)
ZGC振动输送机活门加装自锁联控装置,当操作工踩踏此位置后,活门的开启缝隙由改进前的52 mm减小为2 mm左右,杜绝安全事件,提升现场操作人员的安全保障系数。
振动输送机;活门;脚踏开启;自锁装置
10.16621/j.cnki.issn1001-0599.2017.05.51
1 问题
ZGC型爬坡振动输送机侧板、槽底为不锈钢材料,形状为波纹结构,烟油、烟沫和烟土粘结在振槽底部,操作工日常清理、保养需要在振动输送机上进行。振动输送机与水平面有20°的倾角,支撑高度450~1900 mm。为保证保养效果,操作工由振动输送机高处倒退着用拖把进行清理,当脚踩踏在振动输送机活门时(图1),活门受到人体重力负荷的作用极易开启,容易夹伤腿脚,造成人身伤害。

图1 操作者作业位置
2 原因分析
(1)工作原理(图2)。ZGC型振动输送机是偏心连杆平衡式振动输送机,主要用于输送烟丝、烟叶、烟梗、叶片等物料。工作时,由电机通过皮带轮上的V形带带动偏心轴转动,偏心轴带动连杆运动,推动平衡体运动,平衡体通过摇杆组件带动槽体与平衡体做同步反向简谐振动,物料在槽体内沿输送方向作连续抛掷运动,物料向前移动,实现输送目的。
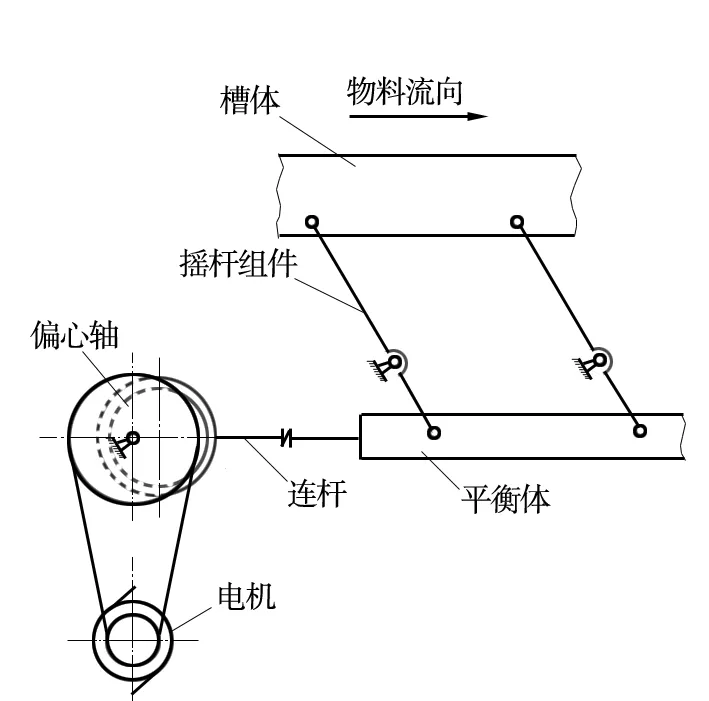
图2 ZGC型振动输送机传动原理示意
(2)过程分析。ZGC型振动输送机活门的开闭形式为翻转式,采用手动控制。手动换向阀改变气路,气缸驱动活门关闭/打开,给相应工序定点供料或排出不合格物料。当需排出不合格物料时,活门由手动换向阀控制气缸动作,通过压缩空气实现活门的快速开启;当不合格物料排完,合格物料通过时,快速关闭活门,合格物料正常通过,输送机气动原理见图3。

图3 ZGC型振动输送机气动原理
日常生产结束后,操作工倒退着清扫振槽底部烟垢,当脚踩踏活门时,由于人脚的长度小于活门宽度(活门的宽度270 mm,成年人的脚长约250 mm),活门开启产生缝隙,操作工脚易被卡在其中,造成夹伤或擦伤事故。
(3)受力分析。输送机所用活门驱动气缸缸径40 mm,气源控制压力 0.3 M~0.5 MPa,查表得知气缸输出力为377~628 N,活门处受力分析见图4。
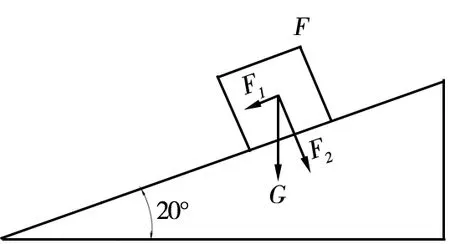
图4 活门处受力示意
如图4所示,重力G可分解为平行于斜面的力F1和垂直于斜面的力F2。当脚踩踏到活门时,活门受到重力负荷开启。以操作工体重75 kg为例做实验(查资料可知,一个体重为75 kg的成年人,产生的重力约为735 N)。根据物理学原理,如果物体静止不动,根据平衡条件可知,物体受到的摩擦力f=F1≈249.9 N,摩擦力等同于下滑力;F2≈690.9 N>气缸输出力。采用推力测试仪现场测试,当活门受到300 N左右的负荷时就会开启。因此当操作人员踩踏活门时,活门开启。
3 改进措施
3.1 改进方案
(1)改造现有活门控制装置,加大支撑能力。改造部位多、较复杂且成本高。
(2)不改变现有活门控制装置,增加手动插销。操作工容易遗忘,开启、关闭不方便。
(3)不改变现有活门控制装置,增加一套活门联控自锁装置。通过改进,实现自动联锁联控。
通过对3个方案的优缺点进行比较,选择方案3,在不改变原有活门装置的前提下,增加一套活门自锁联控装置。
3.2 改进内容
(1)确定自锁装置安装位置。振动输送机槽底下方有4根 30 mm×30 mm甲字形排列的角钢,用于支撑和加固槽底,活门下方25 mm×25 mm角钢用于支撑活门。活门关闭后,下方没有其他装置,两支撑角钢间距为50 mm,可以将自锁装置安装于振动输送机槽底。

图5 自锁装置
(2)自锁装置(图5)。根据现场测量数据,选自锁气缸缸径25 mm,长100 mm;为避免自锁装置运动时与槽底支撑角钢发生碰撞,支撑杆支架制作成V形,可有效形成自锁支撑;滑座架长100 mm;2根平行的支撑杆长240 mm,直径12 mm,所用的材料为不锈钢。在平衡体加装相同重量的配重,消除简谐振动的不平衡。
(3)自锁气缸支架。利用30 mm的支撑角钢作为固定自锁气缸的支架,根据自锁装置的相关尺寸加工出支撑角钢的伸出孔,并在活门的 25 mm支撑角钢上加工支撑孔,同时保证在一个平面上做直线伸缩运动,使自锁装置对活门形成两点支撑(图6)。

图6 自锁装置工作示意图
(4)自锁装置气控系统改进。改造前,压缩空气管路只控制振动输送机活门的开启和关闭。加装活门自锁装置后,为实现活门关闭时,自锁装置处于自锁状态,活门开启排料时,自锁装置处于释放状态。对压缩空气管路进行改进,加装2个Φ8 mm三通接头,将原来的2路输出扩充为4路输出,并在其中的两条管路上加装2个控制速度的节流阀,用于调节、控制自锁气缸与活门气缸的工作次序,保证活门气缸到位后,自锁气缸快速到位自锁,改进后自锁控制气动原理见图7。

图7 改进后自锁控制气动原理图
(5)自锁装置工作过程。如图7所示,当压缩空气进入自锁气缸无杆腔,活塞向右运动,带动活塞杆将V形装置推出,经固定在振槽上滑座的导向,穿过槽底角钢的2个依托孔,2根平行支撑杆插入活门开口下端;当压缩空气从自锁气缸有杆腔进入,活塞向左运动,带动活塞杆缩回,V形装置退出,活门正常打开。
(6)实验验证。加装自锁装置后,对2个体重75 kg的操作工分别进行了5次实验,活门开启缝隙均值分别为2.06 mm和2.04 mm。
4 改进效果
在振动输送机活门处加装自锁联控装置,当操作工踩踏此位置后,活门的开启缝隙宽由原来的52 mm降低为2 mm。杜绝安全事件,提升了现场操作人员的安全保障系数。
[1]孙涛.液压与气动技术[M].长沙:中南大学出版社,2010.
TS43
B
〔编辑 李 波〕
