轴承座零件螺孔数控加工夹具的设计
2017-12-28黄继战王凤清仇文宁
黄继战,王凤清,仇文宁
(江苏建筑职业技术学院,江苏 徐州221116)
轴承座零件螺孔数控加工夹具的设计
黄继战,王凤清,仇文宁
(江苏建筑职业技术学院,江苏 徐州221116)
针对轴承座端面螺孔加工时,夹具结构复杂、灵活性差、操作强度大和自动化程度低的缺点,分析确定了轴承座螺孔的数控加工方案,介绍了工件的定位和夹紧,设计了可调的夹具结构。实践证明,该夹具能降低工人劳动强度,提高加工效率,保证螺孔的加工精度,它还适用于一定范围内的不同规格轴承座上螺孔的加工。这对类似零件端面螺孔加工的夹具设计具有借鉴意义。
轴承座;螺孔;数控加工;夹具;伸缩定位销
0 引言
目前,轴承座端面上的螺孔加工主要采用立式钻床加工方法,该方法需要设计立式钻床多工位钻模进行定位、导向、夹紧及分度,由于夹具有分度装置,导致结构异常复杂,且当工件尺寸大小发生改变时,又需要重新设计制造夹具,增加了生产成本,同时工人操作劳动强度大,生产效率低,加工质量得不到保证,经常出现返工现象。为此,设计制作一套轴承座端面螺孔加工中心使用的可调夹具,用于实际生产,以实现螺孔加工的自动化,保证加工质量,降低生产成本,具有重要的意义。

图1 轴承座零件简图
1 螺孔加工方案的确定
轴承座零件如图1所示,生产类型为系列批量生产,零件主体结构为回转体,在后端面8个螺孔均布于直径为φ115 mm的圆周上,其中起始螺孔位置与零件下方注油沉孔轴线的夹角为23°,且该沉孔上道工序已经加工完毕;加工螺孔的尺寸为M10,精度为6H,要求较高,查有关手册可知螺孔的大小和精度等级均适合采用机动攻丝。因此,确定采用加工中心加工螺孔的加工方案为钻中心孔、钻底孔、机动攻丝,一次装夹完成螺孔的全部加工,以提高加工效率,保证加工质量。
2 工件的定位
2.1 工件所需限制自由度
本工序采用加工中心加工,为保证螺孔与轴承座端面垂直和深度尺寸,需限制工件绕x、y轴的两个旋转自由度度和沿z轴的一个移动自由度,为保证螺孔的位置尺寸,需限制工件沿x、y轴的两个移动自由度,为保证起始螺孔与沉孔轴线之间的夹角要求,还需限制绕z轴的旋转自由度。因此,该工件的六个自由度全部被限制而在夹具中占有完全确定的唯一位置,属于完全定位[1]。
2.2 工件的定位方案
螺孔数控加工定位方案设计如图2所示。选择工件下端面为主要定位基准,设置平面限制工件绕x、y轴的两个旋转自由度度和沿z轴的一个移动自由度;选择工件下端内圆柱面为次要基准,设置与其配合的短圆柱面限制工件沿x、y轴的两个移动自由度;选择外圆柱的沉孔为防转基准,设置定位销限制绕z轴的1个旋转自由度,此方案共限制了工件6个自由度,满足工件螺孔数控加工的定位要求。由于工序基准与定位基准重合,故基准重合误差为零,该方案较佳。

图2 螺孔数控加工定位方案
2.3 定位元件结构与定位误差分析
定位元件的布置及结构设计如图3所示,限位基面3为位于夹具体上的平面结构,与工件下端面相接触;短定位销2为回转体结构,其限位基面外圆柱面与工件下端内圆柱面相接触,配合选择为φ116.5F8/h7[2];止转销4为对定销,即可伸缩的定位销,目的是为了装卸工件。同时,短定位销2和对定销4设计成可更换结构,对定销装置可适当调整对定销的位置,来实现一定范围内尺寸不同的工件加工。

图3 螺孔数控加工定位元件布局及结构
由于基准重合,定位误差等于基准位移误差,由于对定销的作用而单向接触,故定位误差为[3]

式中,δD为定位孔的公差;δd0为定位销限位基面的公差。
经查表,δD 为 0.054 mm,δd0为 0.035mm,代入上式计算定位误差为0.044 mm.工件相应尺寸公差0.2 mm的1/3为0.667 mm,即满足一般定位误差不超过工件加工公差的1/3要求[4]。
3 工件的夹紧
夹紧装置的作用是将工件压紧夹牢,保证工件的定位在加工中不因受外力而产生位移,同时防止或减少振动[2]。夹具上常用的动力装置有手动夹紧,也有使用液压、气压、电磁作为动力的[1][5]。为简化夹紧装置结构,本设计采用螺旋压板夹紧结构,夹紧元件布置与结构如图4所示。为减少辅助时间,提高工作效率,压板4采用开口结构。尤其注意的是,为防止加工过程中刀具与开口压板干涉,在装工件时须正确摆放压板的位置,为此,设计了两个限位销5.
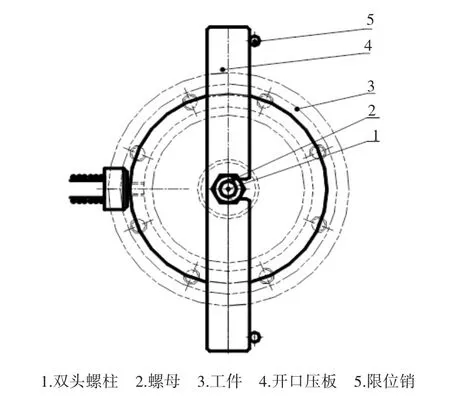
图4 夹紧元件布置与结构
4 工件夹具的结构
在上述夹具设计分析的基础上,设计的数控加工夹具结构如图5所示,包括定位装置和夹紧装置。定位装置包括底座1、装于底座的定位销19以及装于底座的对定装置。定位销19通过小圆柱面放入底座1上内圆柱孔内正确定位,通过固定螺母18将定位销19紧固于底座1上,底座1顶面和定位销19大圆柱面对工件进行定位,限制工件5个自由度。对定装置由对定销7、弹簧11、定位套9、内六角螺钉Ⅱ10、手柄 5、销钉Ⅰ6、销钉Ⅱ8、立板 4、垫块 2 及内六角螺钉Ⅰ3组成,工件12装入定位销19前操作手柄5使对定销7缩回,工件12装入定位销19后操作手柄5并旋转工件12使对定销7伸进工件径向沉孔,限制工件绕定位销19的1个旋转自由度,共限制了工件6个自由度,满足工件螺孔加工的定位要求。
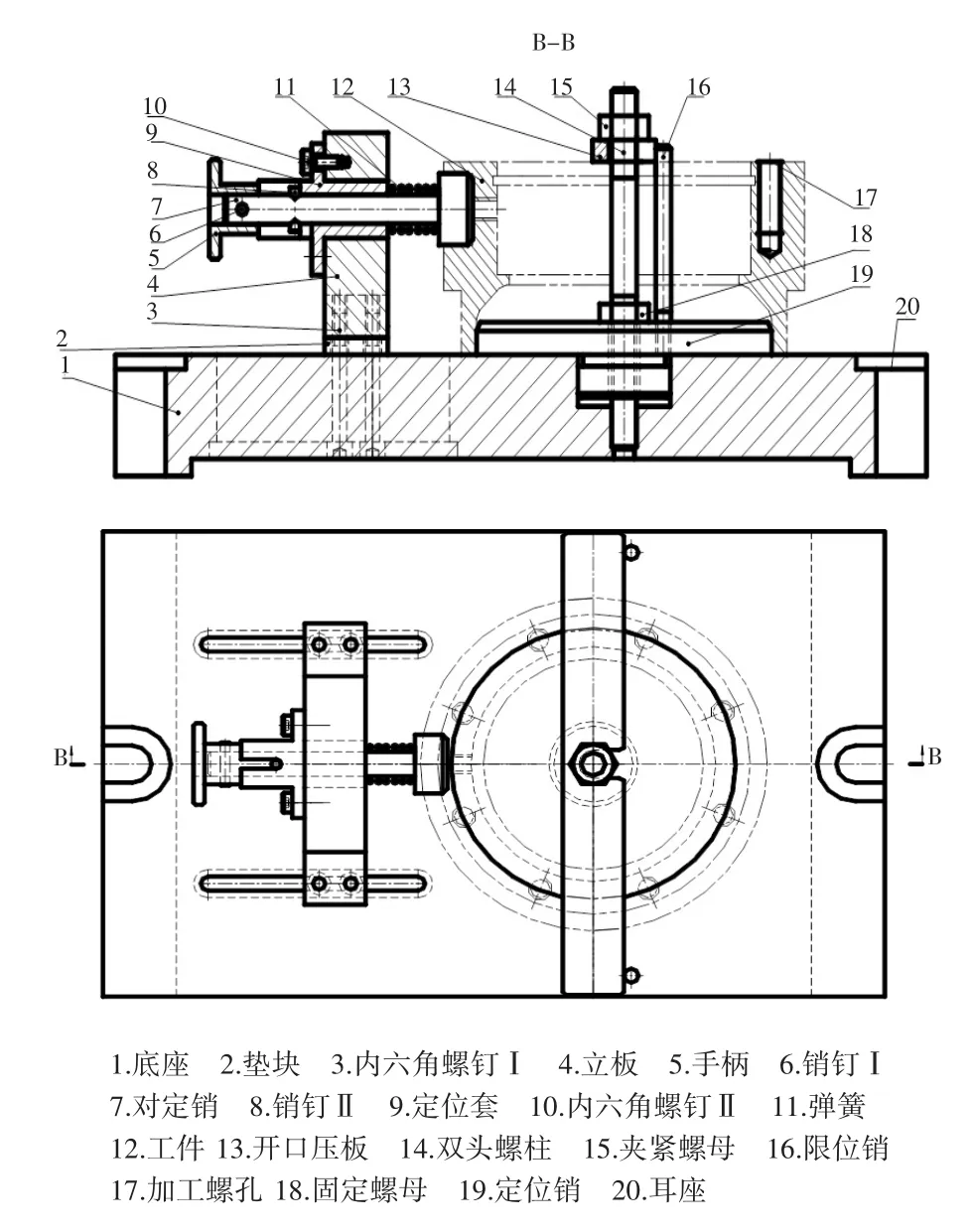
图5 夹具结构图
夹紧装置包括装于底座1上的双头螺柱14、限位销16以及固定螺母18、矩形压板13、夹紧螺母15,固定螺母18将双头螺柱14下端紧固在底座上,使用扳手实现夹紧螺母15对工件12的夹紧和松开,矩形压板13通过矩形开口实现工件的快速装卸,且装矩形压板13时在其两端采用了两个限位销16实现对矩形压板16的正确定位,预防加工干涉。
工件12的加工部位加工螺孔17、定位装置及夹紧装置的平面分布如图5俯视图所示。当在一定范围内的工件12的尺寸大小改变时,仅需更换定位销19和对定销7,并通过更换不同高度的垫块2来调节对定销7的高度,通过四个内六角螺钉Ⅰ3和圆弧矩形槽的配合来调节对定销7水平方向的位置,待定位销7位置调好后拧紧内六角螺钉Ⅰ3将立板4固定于底座1上,即可实现系列轴承座螺孔的加工定位和夹紧。该夹具通过底座1和穿过底座1两端耳座20的双头螺柱以及固定螺母固定于三轴立式加工中心工作台上。
5 结束语
实践表明,该夹具方案合理,结构简单、新颖,实用性强。可调夹具的应用使加工中心可实现轴承座端面均布螺孔加工的自动化,提高工作效率,保证工件均布孔的加工精度。该夹具还适用于一定尺寸范围内的系列轴承座上均布螺孔加工,增加了夹具的柔性,节省了夹具设计制造成本。这对类似零件端面螺孔加工的夹具设计具有借鉴意义和推广价值。
[1]陈建刚.机床夹具设计[M].北京:北京邮电大学出版,2012.
[2]李昌年.机床夹具设计与制造[M].北京:机械工业出版社2008.
[3]柳青松.机床夹具设计与应用[M].北京:化学工业出版社,2011.
[4]吴 拓,孙英达.机床夹具设计[M].北京:机械工业出版社,2009.
[5]杨金凤,王春焱,何丁勇.机床夹具及应用[M].北京:北京理工大学出版社,2011.
Design of Fixture for Screw Holes CNC Machining of the Bearing Seats
HUANG Ji-zhan,WANG Feng-qing,QIU Wen-ning
(Jiangsu Vocational Institute of Architectural Technology,Xuzhou Jiangsu 221116,China)
In view of the screw holes of the bearing end face using the drilling machine processing,it has the disadvantages of complicated fixture structure,poor flexibility,large operating intensity and low degree of automation,the NC machining scheme of bearing seat screw holes is analyzed and determined,the positioning and clamping of the workpiece are introduced,and the adjustable fixture structure is designed.Practice proves that the fixture can reduce the labor intensity of workers,improve the processing efficiency,ensure the machining accuracy of the screw holes,and it is also suitable for the processing of the screw holes on the bearing seats of different specifications in a certain range.It can be used as a reference for the fixture design of similar parts.
bearing seat;screw holes;CNC machining;fixture;telescopic locating pin
TH162
A
1672-545X(2017)10-0084-03
2017-07-11
2016年度江苏省高校“青蓝工程”科技创新团队资助(苏教师[2016]15号);江苏省住房和城乡建设厅科技项目(编号:2015ZD55);江苏建筑职业技术学院科技项目(编号:JYA315-14)
黄继战(1975-),男,江苏徐州人,副教授,工学硕士,现从事机械设计与制造、机电控制教科研工作;王凤清(1984-),男,江苏盐城人,讲师,工学硕士,现从事机械设计与制造教科研工作;仇文宁(1970-),男,江苏徐州人,教授,工学硕士,现从事机械设计与制造教科研工作。