输电杆塔塔脚主筋板不同焊接工艺方案的温度场仿真及对比分析
2017-12-28陈红武胡红中
陈红武,胡红中,王 朋,陈 华
(武汉铁塔厂钢结构研究所,湖北 武汉430011)
输电杆塔塔脚主筋板不同焊接工艺方案的温度场仿真及对比分析
陈红武,胡红中,王 朋,陈 华
(武汉铁塔厂钢结构研究所,湖北 武汉430011)
建立了输电杆塔塔脚主筋板焊接的有限元模型,分析了不同焊接工艺方法下输电塔塔脚主筋板多层堆焊传热过程中温度场分布。选取并对比分析了从主筋板中心底部到顶端的一条路径上的不同时刻温度梯度分布,结果显示,采用来回对称焊接的方式可以降低焊接过程中上述路径上的温度梯度,从而有利于减小变形和应力。研究结果对随后塔脚主筋板应力场的分析奠定了基础,对输电铁塔塔脚的焊接工艺优化有一定的指导作用。
输电杆塔塔脚;焊接;有限元分析;温度场;对比
0 引言
焊接作为一种高效简单的连接方式被广泛应用于车辆、桥梁、船舶、航空等制造业,但是由于焊接后因温度变化产生的残余应力和变形一直是焊接行业亟待解决的难题,因此焊接温度场分布问题一直是国内焊接研究者关注的热点[1-5]。近年来有限元数值模拟分析被广泛地应用在焊接领域,在输电铁塔中,塔脚的焊接质量直接关系到输电系统的稳定[3-7]。在一些极端恶劣条件或者设计安装不合理的情况下,致使焊接结构失效,输电铁塔塔脚可能断裂,引起输电塔倒塌,造成电力中断,引起诸多不便,故输电铁塔塔脚的设计、质量和性能对电力系统的正常稳定运行有着举足轻重的影响。塔脚的设计,必须从实际出发,结合地区特点,设计出安全合理的结构和焊接工艺。目前国内外对焊接的研究有很多,如吴文烈[4]对平板对接焊缝变形的数值模拟,得出了不同约束方法对模拟结果的影响和焊接变形受焊接件尺寸大小的影响,张利国[5]和黎超文[6]对T型接头焊接残余应力数值模拟及强度分析,计算焊接温度场的分布规律,并以此为基础计算焊后残余应力的分布规律,还有多焊缝管板,工字钢端板和地铁构架多道焊接等的模拟分析较多,但这些结构大多都较简单且焊道长度较短和数量也较少,至今对输电杆塔塔脚焊缝多层焊接温度场分析的相关研究较少。
本文在前人研究的基础上运用ANSYS对输电杆塔塔脚焊接传热过程进行了有限元分析模拟,得出了温度场分布和温度梯度分布数据,并对不同焊接工艺进行了对比,其分析结果可以作为实际的生产的指导和后续热应力分析以及焊接工艺优化的基础。
1 塔脚有限元模型
1.1 塔脚有限元模型的建立
输电铁塔的塔脚模型较为复杂,利用SolidWorks三维软件进行建模,并保存为ANSYS支持的x-t格式。为了便于有限元分析计算,采取一定简化手段,如去掉一些不影响分析结果的安装孔和倒圆、倒角,简化后模型如图1所示。为了使焊接分析结果准确,提高计算机计算效率,对模型进行了切割处理,使焊缝及其附近区域六面体映射网格划分较细(控制单元长度为1 mm),其它区域采取较粗自由网格划分,这种方式减少了总体的网格数量,缩短了计算时间,最终网格划分如图2所示。
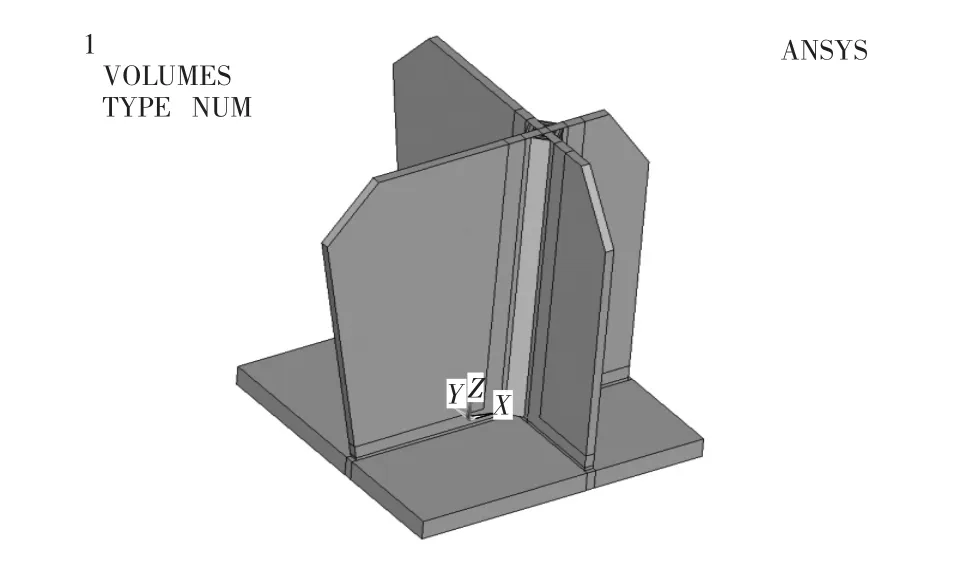
图1 塔脚三维实体模型
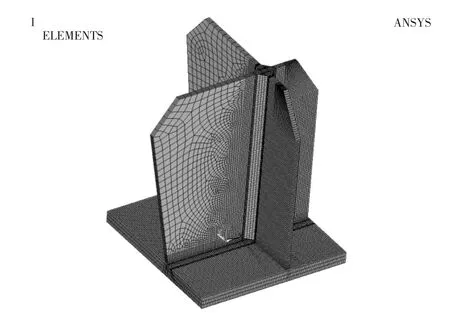
图2 塔脚有限元模型
1.2 材料及工艺参数
母材材质为Q345C,焊丝用ER50-6,焊丝直径φ1.2 mm,其中考虑到熔融金属的对流作用,因此在温度大于熔点之后,通过提高导热率的方法来考虑对流作用带来的传热加速。焊接方法采用GMAW,保护气体100%CO2,初始温度和环境温度均为28℃,焊接电压28 V,焊接电流250 A,焊接速度4 mm/s.
1.3 边界条件及热源模型
边界条件主要是热对流和热辐射,本文采用的是热对流和热辐射混合边界条件,其表达式如式(1)所示[8-10]:

式中k为热传导系数,n为法向单位矢量,ε为热辐射率,α为斯蒂芬-玻尔兹曼常数(α=5.67 W/(m2·K4)),Tamb为环境温度,hconv为对流换热系数。
本文熔积成形实验中运用MIG焊机作用热源,所以选用体热源模型中的双椭球热源模型可以更好的反应实验中的热量输入,较为准确的反映焊接中的温度场变化[11-12]。双椭球热源模型表达式如式(2)和(3)所示。模拟过程中,建立基于局部坐标系的热源模型,并通过移动局部坐标系的方式模拟焊枪的移动。
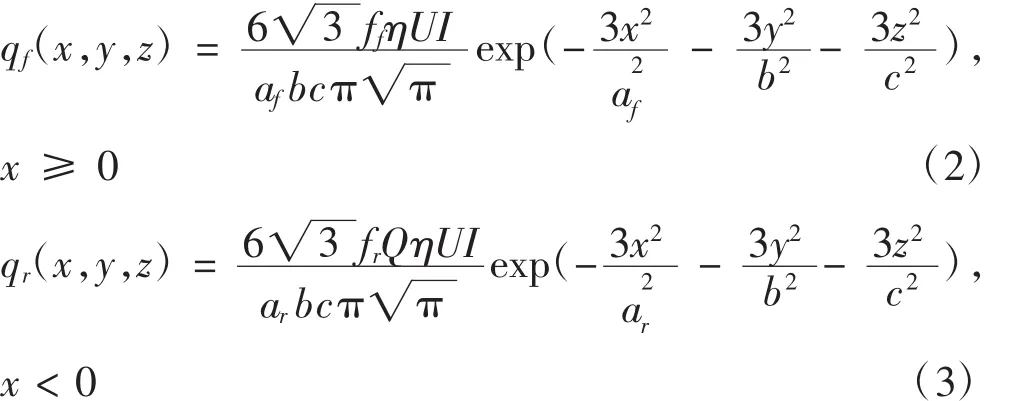
上式中,ff与fr分别为热流密度的分布函数,其中ff+fr=2;η为焊接热效率;U为输入电压;I为输入电流;af、ar、b、c 为椭圆热源模型的形状参数[13-14]。
2 焊接方案和计算结果及分析
2.1 焊接方案的介绍
输电铁塔塔脚主筋板有四条竖直焊缝(ABCD),采用多层堆焊,每条焊缝焊接分三层:打底层、填充层、盖面层。示意图如图3所示。
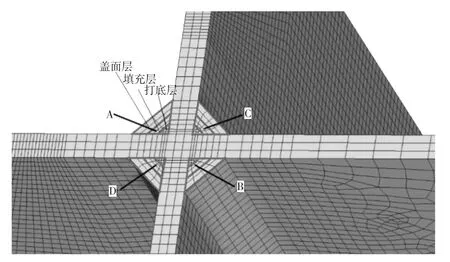
图3 焊缝分布示意图
原始的焊接工艺方案:先全部焊完一侧一道焊缝(每道三层堆焊,连续焊接不冷却),再焊接其对侧焊缝,即先焊接完A,再焊BCD(见图3顺序编号焊接),且每次焊枪移动方向相同,具体每层堆焊顺序见图4.
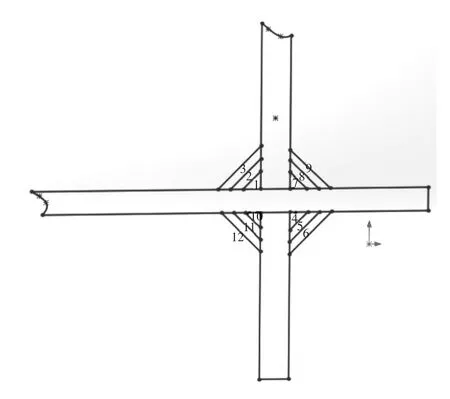
图4 塔脚原始焊接顺序俯视图
优化工艺方案1的焊接顺序如图5所示,每次焊接一道焊缝的一层,再焊接其对侧焊缝的一层,即先按ABCD顺序焊完打底层,再焊填充层,最后焊盖面层,每层焊接方向不变,如图6所示。
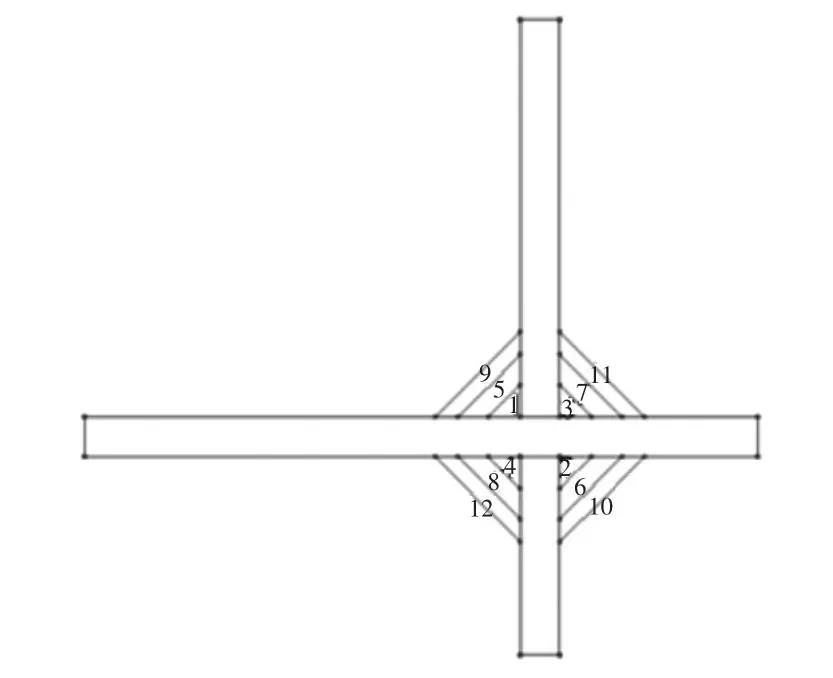
图5 优化方案成对焊缝焊接方向俯视图
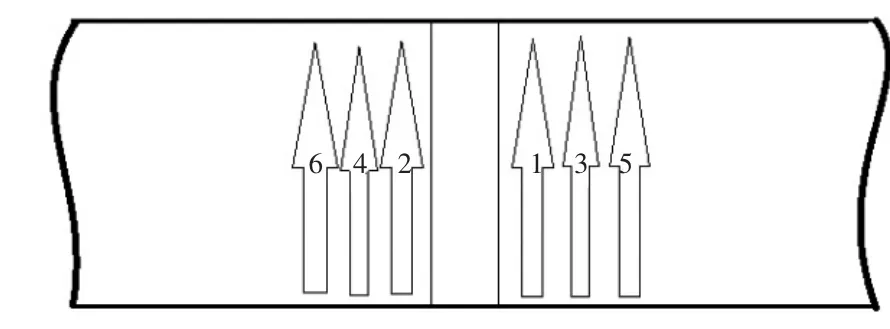
图6 工艺优化方案1成对缝焊接顺序
工艺优化方案2与优化方案1焊接顺序相同如图5所示),不同的是每次堆焊的焊接方向与其相邻层的焊接方向相反,具体方向参考图7.
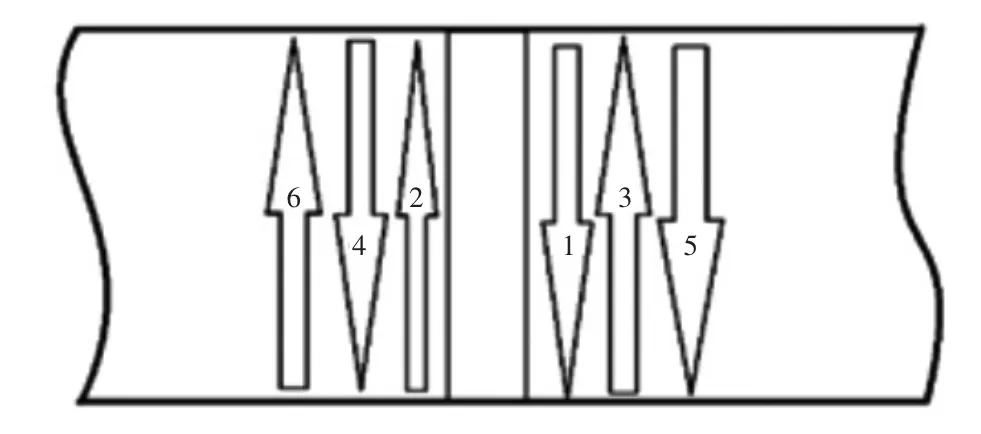
图7 工艺优化方案2成对缝焊接顺序
2.2 温度场分析结果对比分析
2.2.1 原始工艺
图8为塔脚原来方案焊接过程中竖直筋板的竖直焊缝焊接中第66 s、90 s时刻的温度场分布,可以看到焊接过程中热源位置温度最高,距离热源越近的位置,等温线越密集温度梯度越大。随着焊接过程的进行,工件上的高温区域逐步扩大。由于工件的表面积较大,散热较好,温度持续的向远离热源点的焊件扩散,因此焊接过程中,没有出现较为明显的热累积,熔池峰值温度没有出现急剧的上升。
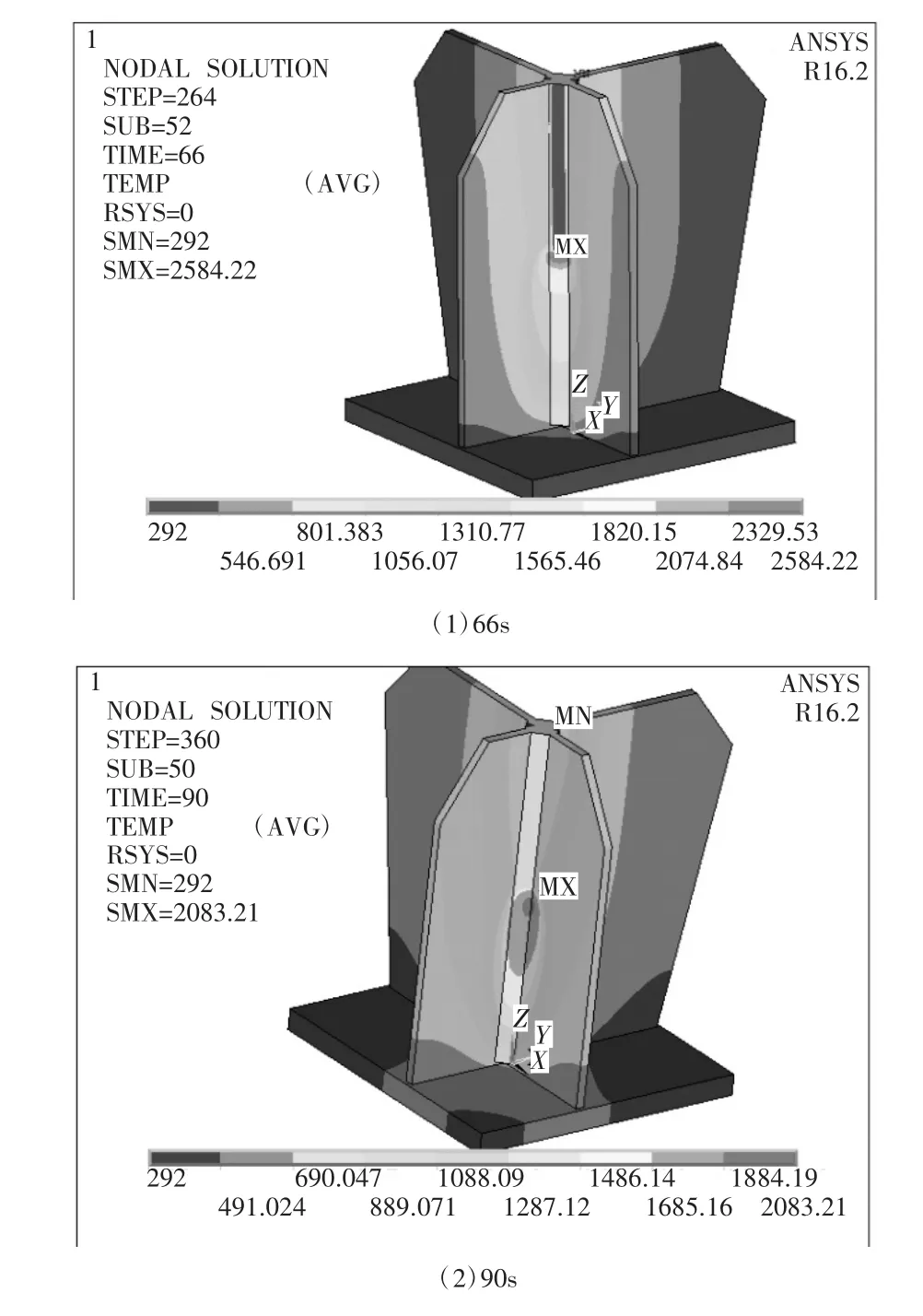
图8 原始工艺不同时刻温度场分布
2.2.2 优化方案1、2
图9为优化方案1的焊接历程中不同时刻的温度场分析结果,图10为优化方案2的焊接历程中的不同时刻的温度场分析结果,对比上述两种方案可以清晰的看到:方案1熔池高温均从下往上,即按照同一焊接顺序,而方案2由于相邻的焊缝的焊接层焊接方向相反,因此熔池高温走向在不同时刻呈现不同的趋势;靠近热源位置的温度变化大,远离热源位置的温度变化小。
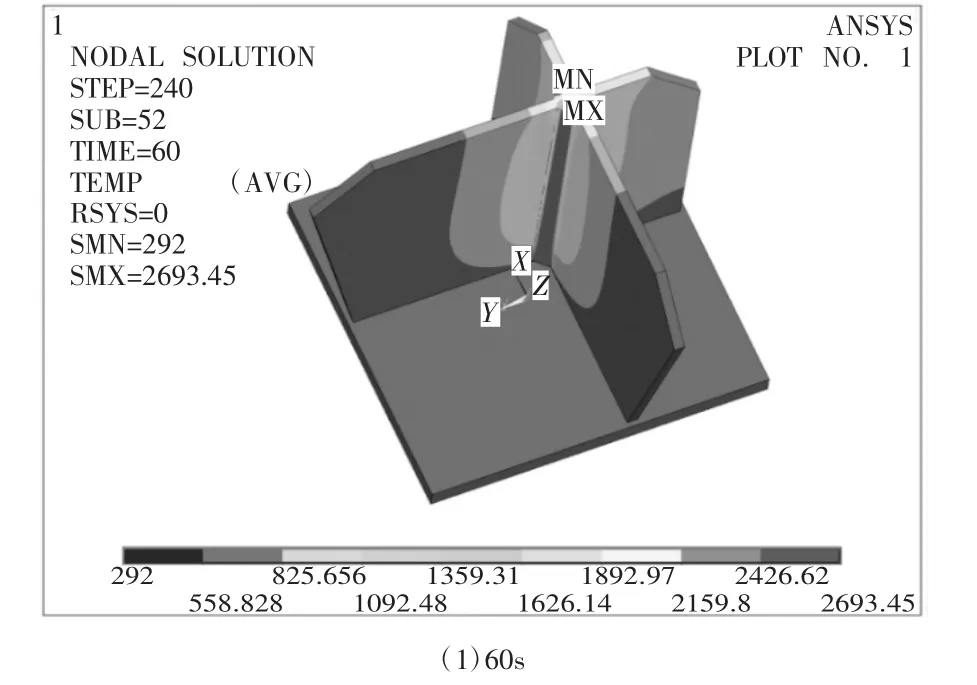
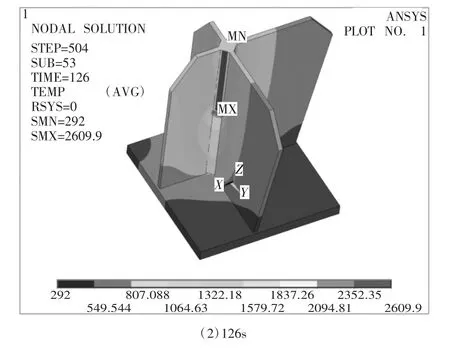
图9 优化方案1不同时刻温度分布
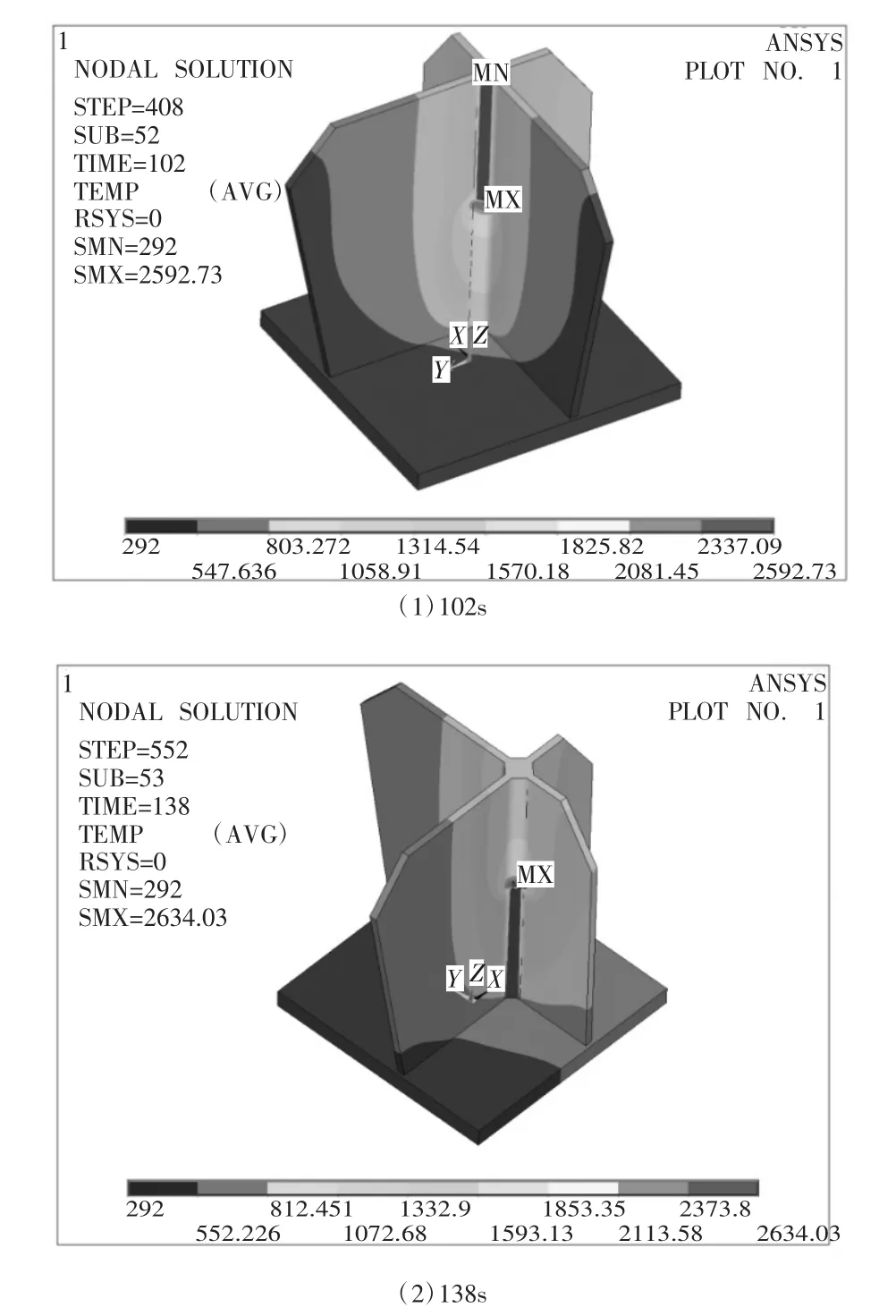
图10 优化方案2不同时刻温度分布
2.2.3 三种焊接方案对比分析
为了详细对比原始方案、优化方案中主筋板正中心温度梯度随时间的变化,如图11所示取从主筋板中心顶部到底板的一条路径path1,分别提取第12 s~144 s中间不同时刻path1上的不同时刻温度梯度的分布并进行分析。
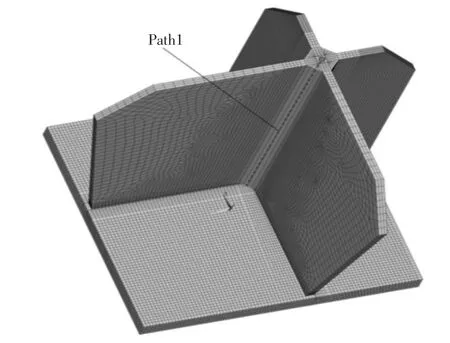
图11 所取路径示意图
图 12 为 48 s、84 s、120 s、144 s五个时刻上述三种工艺方案(其中-0、-1、-2分别表示原方案、优化工艺方案1和优化工艺方案2)path1上的温度梯度的横向对比。可以看到,除了12 s时刻三种相同外,其他时刻两种优化工艺方案的温度梯度峰值均小于原焊接工艺方案,其中优化方案2峰值最低。
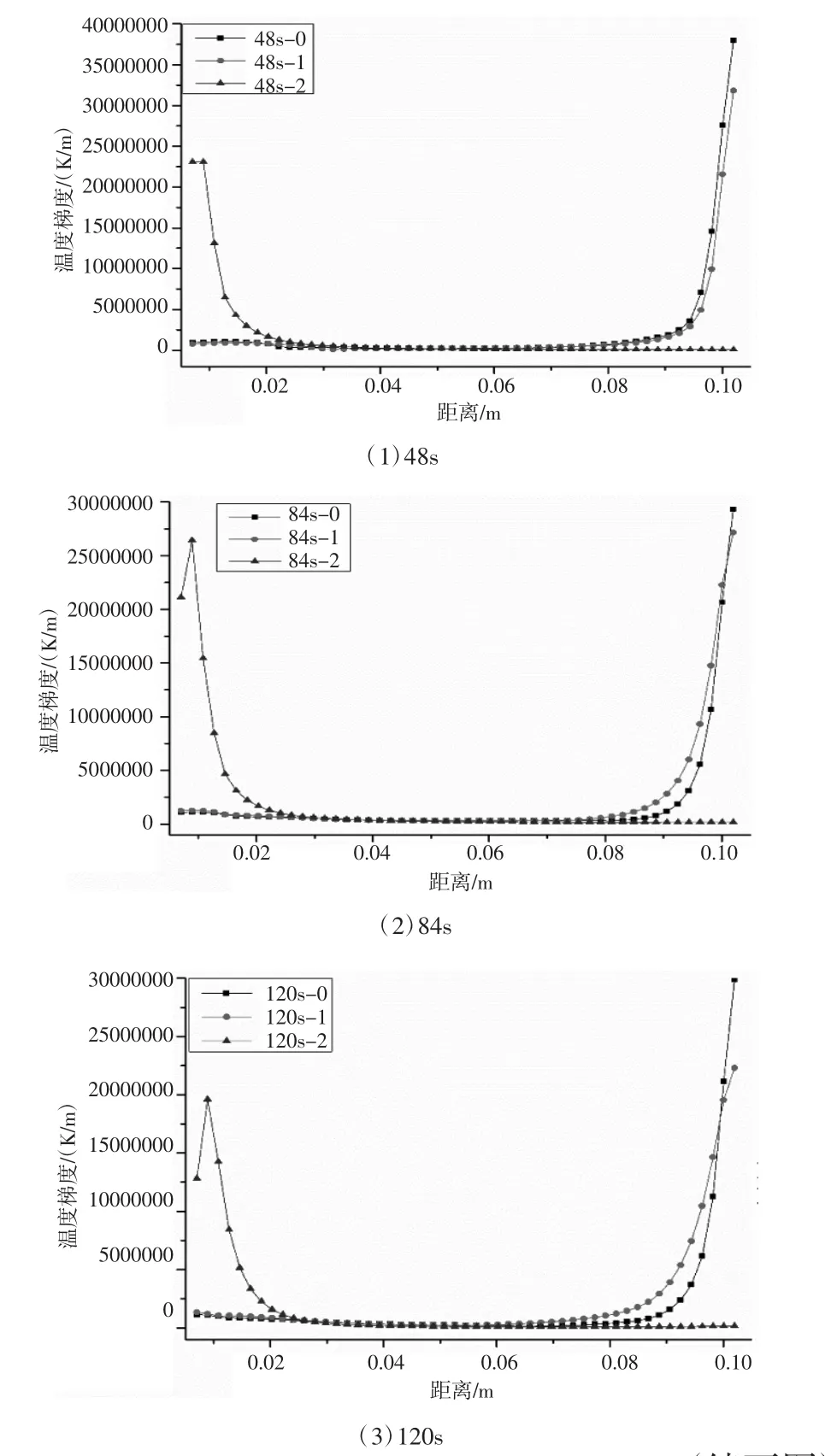
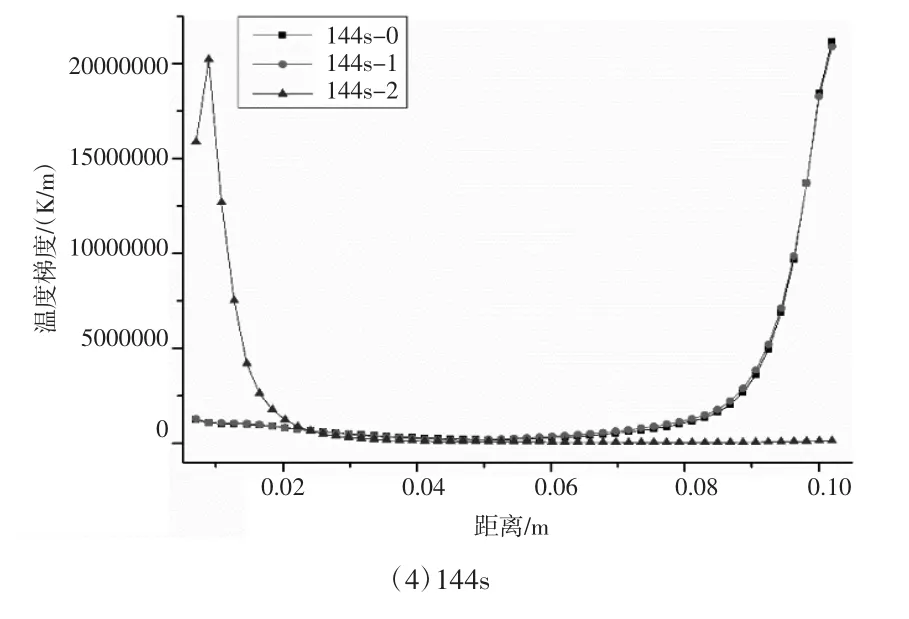
图12 三种方案第一时间系列的温度梯度对比
3 结论
对输电杆塔塔脚主筋板焊接的传热过程进行了有限元分析,并对比分析了不同焊接工艺方案下的焊接温度场分布以及特定路径上的温度以及温度梯度分布,得到以下结论:
(1)温度场对比显示,优化的温度变化更趋于平稳,温度梯度降低,从而有利于降低材料的收缩和拉伸变形,减小最终的变形和应力。优化工艺方案2相邻焊道是交错焊接,因此高温度梯度范围分布相比均匀、对称,有利于改变单向变形,因此更有利于平衡和协调双向变形。
(2)path1上的温度梯度的横向对比显示,两种优化工艺方案的温度梯度峰值均小于原焊接工艺方案,其中优化方案2峰值都最低。由上述温度场和温度梯度对比分析后推理可知,增加焊接层与层之间合理的等待冷却时间,有利于热量的均匀扩散和减小工件的温度梯度,从而有利于减小工件的残余应力和变形。
[1]许海玲,刘小平,姜智超,等.基于ANSYS模拟不同参数对20 钢焊接温度场的影响[J].热加工工艺,2011,40(15):122-124.
[2]张华波,刘志义.焊接温度场和应力场的有限元分析[J].石油和化工设备,2016,19(9):27-30.
[3]付 强,党丽丽,吴海涛.工字梁焊接温度场的数值分析[J].机械工程师,2016(5):242-243.
[4]吴文烈,郑惠锦,刘 鹏,等.输电线路铁塔塔脚机器人焊接工艺方法及性能[J].焊接,2015(9):41-44.
[5]张利国,姬书得.分段焊接顺序对T形接头残余应力场的影响[J].焊接学报,2006,27(12):110-112.
[6]黎超文,王 勇,韩 涛.焊接顺序对T形接头残余应力和变形的影响[J].焊接学报,2011,32(10):37-40.
[7]李敬东.选择合理的焊接顺序是制定焊接工艺的关键[J].内蒙古水利,2002(4):116-116.
[8]鹿安李.厚板焊接过程温度场应力场的三维有限元数值模拟[J].中国机械工程,2001,12(3):183-185.
[9]戴晴华,季 鹏,殷晨波,等.焊接顺序对中厚板对接焊残余应力的影响[J].机械设计与制造,2011(7):64-66.
[10]薛小龙,王志亮,桑芝富,等.T形焊接接头的三维有限元模拟[J].中国机械工程,2005,16(9):811-815.
[11]谢元峰.基于ANSYS的焊接温度场和应力的数值模拟研究[D].武汉:武汉理工大学,2006.
[12]王长利.焊接温度场和应力场的数值模拟[D].沈阳:沈阳工业大学,2005.
[13]王 强.厚板焊接温度场与残余应力场有限元分析[D].武汉:湖北工业大学,2015.
[14]汪媛媛.薄板单面焊接温度场的数值分析[D].上海:上海交通大学,2014.
Temperture Field Simulation and Comparative Analysis for Different Welding Process of Main Ribs of Tower Foot of Power Tower
CHEN Hong-wu,HU Hong-zhong,WANG Peng,CHEN Hua
(Wuhan Steel Tower Institute,Wuhan Hubei 430011,China)
This paper establishes finite element model of main ribs of tower foot of power tower,and analyzes the distribution of temperature field distribution for different welding process of main ribs of tower foot of power tower.A path at center of main ribs starting from the bottom to the top is chosen to analyze the temperature gradient distribution.The comparative analysis results show that symmetric and staggered welding can reduce the temperature gradient in the process of welding on the above path,which is able to reduce deformation and stress.The simulated results lay the foundation for later analysis of the stress field,and provide guidance for the optimization of transmission tower welding process.
the tower foot of power tower;welding;finite element analysis;temperature field;comparation
TH164
A
1672-545X(2017)10-0072-05
2017-07-19
陈红武(1966-),男,江苏无锡人,本科,工程师,研究方向:焊接工艺。
