涤棉混纺面料抗起毛起球性能改进研究
2017-12-27周矿
周 矿
(搜于特集团股份有限公司,广东东莞523000)
涤棉混纺面料抗起毛起球性能改进研究
周 矿
(搜于特集团股份有限公司,广东东莞523000)
为改善涤棉混纺面料抗起毛起球性能,通过选用优质的精梳棉并降低涤纶短纤在混纺中的比例,在纺纱织造过程中适当增加纱线捻度、面料密度,使纱线之间抱合力和摩擦力加强。在后工艺处理过程中通过二次烧毛、丝光/压光、加树脂等方法改善面料的抗起毛起球性能,并对改善前后的面料做比对性测试,结果表明:经上述改进措施织出的面料抗起毛起球性能均有所改善,增加1~2级。
涤棉混纺;起毛起球;分析;改进;比对测试
0 前言
涤棉混纺面料由于分别继承了涤纶与棉各自的优点,使得面料本身不仅具有挺括抗皱的效果,同时也具备良好的吸湿排汗性,所以在市场上广为畅销。但是,由于两种纤维材质性能的不同,通过混纺出来的面料在制成成衣后,经过穿着使用后,易产生起毛起球现象,严重影响成衣的美观性、高档性以及穿着的舒适性。如何有效地改善涤棉混纺面料抗起毛起球性能就显得尤为重要。
本文讨论了从原料筛选及配比,纺纱工艺及后处理等几方面的改进来改善涤棉混纺面料的抗起毛起球性能。
1 涤棉混纺面料起毛起球原因
面料在织造和使用过程中,由于不断受到外在摩擦力的作用,使面料表面一根或多根纤维形成毛茸,然后随着摩擦力的继续作用使毛茸之间不断纠结缠绕形成球形状态,一旦毛球成形的速度大于脱落速度,则会使面料表面产生起毛起球现象。起毛起球形成过程见图1。
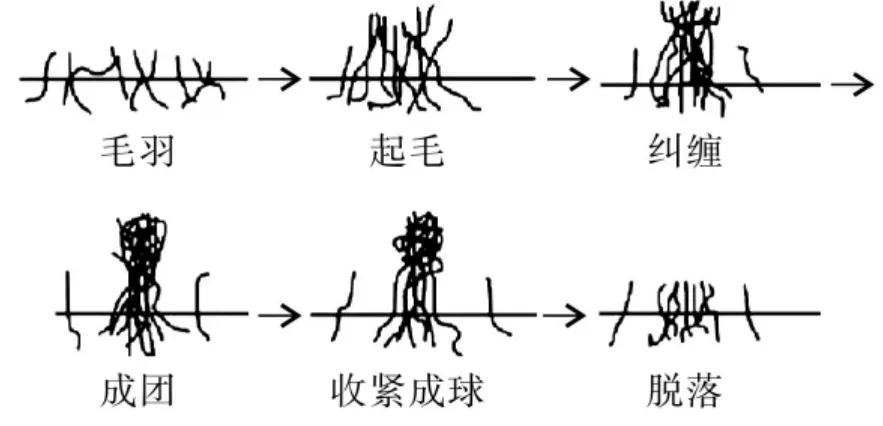
图1 起毛起球形成过程图
2 造成涤棉面料起毛起球的因素
2.1 原材料因素
涤棉混纺面料中大都采用棉纤维加涤纶短纤混纺,由于涤纶短纤表面光滑,在摩擦力的作用下,纱线抱合力作用小,一些细小毛羽极易从混纺的面料中滑脱出来,滑脱出来的涤纶纤维与棉纤维表面毛羽相互纠结缠绕形成毛球,涤纶的强力和抗曲折性能较好,因此一旦产生毛球后不易脱落,且涤纶抗静电能力差,较易吸附空气中的飞毛、飞絮从而造成面料的起毛起球,因此涤纶短纤和棉纤维表面毛羽是造成面料起毛起球的关键因素[1]。
2.2 纺纱织造工艺因素
(1)纺纱过程中纱线的捻度也是影响面料起毛起球的因素之一。捻度高的纱线纤维之间抱合力、摩擦力较大,因此纤维毛羽不易滑脱,纤维散落滑脱量越少,抗起毛起球性能也就越好。但纱线捻度不宜过高,否则会造成面料手感偏硬。另外涤纶在面料中的含量比例也会对起毛起球造成影响,涤纶含量高则起毛起球较严重。一般而言紧密纺纺出的纱线较气流纺纺出的纱线抗起毛起球性能要好[2]。
(2)表面毛羽较多的纱线织造出来的面料也较易起毛球。暴露在外的毛羽经摩擦后容易纠结缠绕形成毛球。
(3)纱支较粗密度低的织物抗起毛起球性能也相对较差,主要是因为纱支粗暴露在表面的短纤维和毛羽也会相对较多,且加上面料密度低结构松散,纱线之间往复摩擦使得原本暴露在外的短纤维和毛羽之间的紧密度不够,抱合力偏小,从而导致面料容易起毛起球。
(4)后整理因素。由于在后期的染色及后整理过程中,面料不断地受到外界摩擦力、张力、染料、助剂等影响,使得面料出现起毛起球现象。一般而言,加工工序越长,所受摩擦力张力就越大,染料、助剂作用的时间越长,就越容易使纤维表面的毛羽散落滑脱出来从而起毛起球。
3 起毛起球改进方案
3.1 原料选择与配比
由于涤纶短纤和棉纤维毛羽纠结缠绕是造成起毛起球的原因之一,所以通过选用优质棉(精梳棉)以及改变涤棉混纺的配比可以改善抗起毛起球性能,选用优质棉 (精梳棉)可减少棉纤维表面毛羽,而降低涤纶纤维含量可减少涤纶短纤的滑脱量,从而减少涤纶短纤与棉纤维毛羽缠绕而提高面料的抗起毛起球性能。改善后试验结果如表1。从表1可知,通过选择优质棉与将65%棉/35%涤更改为85%棉/15%涤纶后,减少了纤维表面毛羽及涤纶短纤,使抗起毛起球性能较原面料提升1级。改善后的样品(B样)较改善前 (A样)手感柔软度也有所增加。

表1 改善前后面料抗起毛起球性能测试对比
上述试验参照标准为:GB/T4802.1-2008,判定标准为:GB/T21295-2014服装理化性能的要求,试验室温度:(21±2)℃,湿度:(65±4)%。
3.2 纱线织造工艺改善
(1)增加纱线捻度。纱线捻度越大,纱线毛羽就越少,纤维间的抱合越紧密,纱线的耐磨性也越好,因此适当增加纱线的捻度可减少毛羽,提高纱线的耐磨性,织物的起毛起球程度也会随之降低,但是捻度增加需控制一个度,过度增加捻度会使面料强力降低,手感生硬,影响产品的舒适性。
(2)用紧密纺代替气流纺。紧密纺比气流纺纺出的纱线更紧密,纤维之间摩擦力大,不易滑脱,表面毛羽更少。气流纺纺出的纱线相对捻度比紧密纺小,且表面毛羽也比紧密纺要多。
(3)增加纱线线密度,提高纱支支数。线密度越高,织物越紧密,纤维之间抱合力就越大,在经过外界摩擦的过程中纤维之间的切向滑动阻力大,不易滑到织物的表面。高纱支的纱线一般表面毛羽较少,纤维细度、均匀度均较好。
(4)双股纱代替单股纱织造。双股纱线在紧密程度上要优于单股纱线。
(5)减少纱线表面毛羽,增加纱线表面光洁度。表面毛羽量越少则易纠结缠绕的纤维就越少。
通过改善纱线工艺,适当提高捻度,同时增加纱线的线密度以及改变纺纱工艺与未改善的织物进行试验对比,表2为纱线织造工艺改善前后织物抗起毛起球性能的测试结果。从表2可以看出经过改善后的织物抗起毛起球性能较未改善前提升1级。
上述试验参照标准为:GB/T 4802.1-2008,判定标准为:GB/T21295-2014服装理化性能的要求,试验室温度:(21±2)℃,湿度:(65±4)%

表2 改进前后织物秔起毛起球性能测试
B样品较A样品在纱线捻度上增加了6捻/10 cm,使纱线紧密度得到加强,纤维不易产生滑脱。纱支由16 S提高到24 S使纱线更细腻,表面光洁度更好,毛羽更少,因此B样品在抗起毛起球性能上明显优于A样品。
3.3 染整后工艺改善
染整后整理是目前采用较为普遍的改善方案,在后整理过程中可根据要求适当增加工艺改善抗起毛起球性能。现通过普通后整工艺的A样与改善后整工艺的B样对比,在B样后整理中加入二次烧毛、压光/丝光、树脂等工艺来对比两者之间的抗起毛起球性能改善程度[3]。
A样品普通工艺流程:烧毛→平漂→定型→染色→烘干→拉幅→预缩
B样品改善工艺流程:烧毛→平漂→二次烧毛→定型→丝光/压光→染色→树脂→烘干→拉幅→预缩
(1)烧毛:在染色前先将面料进行烧毛处理,烧毛可减少面料表面毛羽。工艺要求:烧毛级别3~4级,110 m/min两正两反,烧毛后的面料表面毛羽减少,光洁度增加。
(2)平漂:将面料进行平漂,面料过水后会有一定的收缩,收缩后增加面料的密度。工艺流程:进布→浸轧碱液→汽蒸 (100℃×60 min)→水洗 (水洗温度90℃)→冷水洗→浸轧过氧水→汽蒸 (100℃×60 min)→水洗烘干。
(3)二次烧毛:经过平漂后的面料会再次释放出部分毛羽,二次烧毛可以进一步去除面料表面毛羽,更好地加强抗起毛起球性能。
(4)定型:220~225℃,40 m/min。
(5)丝光:采用高浓度的碱液对面料进行丝光,可改善面料外观光洁度、平整度,减少面料之间的摩擦系数,同时可使手感更爽滑、挺括,抗皱性也能得到加强。工艺流程:进布→浸轧碱液 (70~90 s)→去碱→水洗烘干。
(6)树脂:工艺流程:进布→浸轧树脂整理液→预烘→烘干→烘焙→拉幅→预缩
经上述流程处理后的面料与未处理面料的对比测试如表3。

表3 后处理工艺改进前后织物抗起毛起球性能对比
上述试验参照标准为:GB/T 4802.1-2008,判定标准为:GB/T 21295-2014服装理化性能的要求,试验室温度: (21±2)℃,湿度:(65±4) %。
由于在后处理工艺过程中B样品添加了二次烧毛,使织物表面的毛羽进一步减少,再通过添加烧碱使织物丝光去除了附着在织物上的毛羽与短纤,另外丝光也会使纱线膨胀从而使织物结构更加紧密,最后再过一道树脂工艺,将纤维毛羽与短纤彻底封住,所以经过上述工艺改善后的B样品在抗起毛起球性能上要明显优于未经改善的A样品。
4 结束语
涤棉混纺面料在抗起毛起球性能方面普遍较其他纯纺面料要差,通过筛选优质原材料以及在纺纱过程中通过加捻、加密选用毛羽产生较少的紧密纺纺纱,最后在染整后工艺处理中添加二次烧毛、丝光、树脂等一系列改善工艺后使涤棉混纺面料的抗起毛起球性能得到较大的改善,且均能达到国家标准,极大程度地增加面料的美观性、高档性与舒适性,满足了市场对涤棉混纺面料的品质要求。
[1] 于伟东.纺织材料学 [M].1版.北京:中国纺织出版社,2006:324.
[2] 兰红艳.织物起毛起球的因素分析 [J].上海毛麻科技,2010(1)6-7.
[3] 曹万里,顾志安.涤纶及其混纺织物的起毛起球整理 [J].印染,2004(7):31-32.
STUDY ON THE ANTI-PILLING IMPROVEMENT OF COTTONPOLYESTER BLENDED FABRICS
ZHOU Kuang
(SOUYUTE GROUP Co., Ltd., Dongguan Guangdong 523000, China)
In order to improve the pilling properties of polyester-cotton blended fabric,chose high quality combed cotton, reduced the proportion of polyester staple in blends,in the process of yarn manufacturing increased yarn twist,fabric density appropriately to reinforce holding force and the friction between yarns.In the post-processing process, through secondary singeing, mercerizing/calender, resin and so on ways to improve the fabric pilling performance, then did the comparison test, results showed that the pilling resistance of improved fabric was1~2 level higher than that of common fabric.
polyester cotton blended, pilling, analysis, improvement, comparison test.
TS104.53
B
10.3969/j.issn.1672-500x.2017.04.005
1672-500X(2017)04-0017-04
2017-07-19
周矿 (1986-),男,湖南郴州人,助理工程师,从事纺织面料研究与纺织面料品质管理。
