石油行业无损检测工艺评定的探讨
2017-12-25
(苏州道森钻采设备股份有限公司,苏州 215137)
石油行业无损检测工艺评定的探讨
张秀梅
(苏州道森钻采设备股份有限公司,苏州 215137)
结合API 20D标准,对超声、磁粉、渗透等三大常规无损检测方法的检测工艺评定进行了探讨,以供API证书初审和复审工作参考。
人员资质确认;设备确认;无损检测工艺规程;无损检测工艺评定报告
由于石油行业对设备的安全要求越来越高,API Q1SpecificationforQualityprogramsforthePetroleum,PetrochemicalandNaturalGasIndustry标准提出了对无损检测特殊工序需要进行工艺评定的要求。API Q1标准5.7.1.5条款(需要确认的生产及服务的过程)提出了对无损检测需要进行工艺评定的要求,但没有提供具体的细节和样表。
石油行业的系列标准,比如:API 6ASpecificationforWellheadandChristmasEquipment,API 16ASpecificationforDrillThroughEquipment, API 16CSpecificationforChokeandKillSystems等都需要满足API Q1基本标准的要求。在这些系列标准中它们主要引用ASNT, ASME 第V卷NondestructiveExamination, ASTM 无损检测相关标准,而引用的相关标准也没有提供无损检测工艺评定的具体细节和样表。但是,无损检测的工艺评定在现代化工业生产中却越来越重要[1]。
ASME第V卷和API 20DNondestructiveexami-nationservicesforequipmentusedinthepetroleumandnaturalgasindustry规定了无损检测的确认要求,却没有引用API Q1条款。
由于NDE(无损评价)的工艺评定是新增的要求,目前各个行业在这方面还都是空白。石油设备制造商只能根据各自的理解编制。由于对标准的理解不同,各个石油设备制造商很容易在API证书审核中出现麻烦,影响相关产品的资质。
面对新的要求,笔者结合API 20D、ASNT SNT-TC-1APersonnelQualificationandCertificationinNondestructiveTesting,ISO 9712Non-destructiveTesting-QualificationandCertificationofNDTPersonnel和ASME IXSpecificationforQualificationofWeldingandBrazing,参照了焊接工艺评定的方法,分别从人员资质的确认、设备的确认、无损检测工艺规程、无损检测工艺评定报告等几方面,对无损检测工艺进行了评定,以供其他行业的同行参考。
笔者主要从事API 6A产品的无损检测工作,以所检工件锻件为主,铸件很少,采用的无损检测方法主要以超声、磁粉和渗透为主;故文中的工艺评定也围绕这3种方法进行,列举的样表以超声为样本,射线的工艺评定思路可以参考文章相关内容。
1 人员资质的确认
人员资质的确认,即NDT Personnel Qualification(NDTPQ)(API Q1第九版条款5.7.1.5b)。
API 6A条款7.3.1无损检测人员要求,规定“无损检测人员需符合ISO 9712、EN473或ASNT SNT-TC-1A规定要求的制造商书面培训程序进行资格鉴定”(EN 473《无损检测人员的资格鉴定和认证 一般规则》)。根据这条规定,主要参考ASNT SNT-TC-1A和API 20D条款4。
根据ASNT SNT-TC-1A或ISO 9712标准的要求,对无损检测人员资质的评定从这几个方面进行:学历、资格等级、无损检测人员资质和鉴定的规范、初次认证的教育、培训和经验、培训大纲、雇主的考试等。
特别是ASNT SNT-TC-1A标准,强调的是雇主制,这个与我国其他行业的标准不同。无损检测人员在第3方机构经过培训和考试,取得相应级别的证书后,并不能够代表其能够胜任该公司的无损检测工作,必须经过雇主的确认才有效。当然,雇主不可能都精通无损检测,但是其可以授权给公司的Ⅲ级人员,然后此Ⅲ级人员再对其余的无损检测人员进行评定。如果一个企业中出现了不止一个Ⅲ级人员,雇主只需授权一个主要的Ⅲ级人员,其余的Ⅲ级人员的资质由授权的主要Ⅲ级人员负责评定。
我国的机械工业无损检测学会的证书是按照ISO 9712标准进行资质评定和鉴定的,并且与欧盟互认。在认可的范围内,欧美国家是认可我国无损检测学会的证书的。而且,ISO 9712标准也是雇主认可制。所以,在选择第3方培训机构的时候,只要从ASNT SNT-TC-1A 和ISO 9712这两个标准中选一个就可以了,就能满足API的要求。
在对人员评定的时候,还需要注意检测人员资质的有效性,是否有中断或复职,文章在第5部分有详细的说明。
表1是超声检测人员资质的评定样表,其余的无损检测方法参照此表执行。
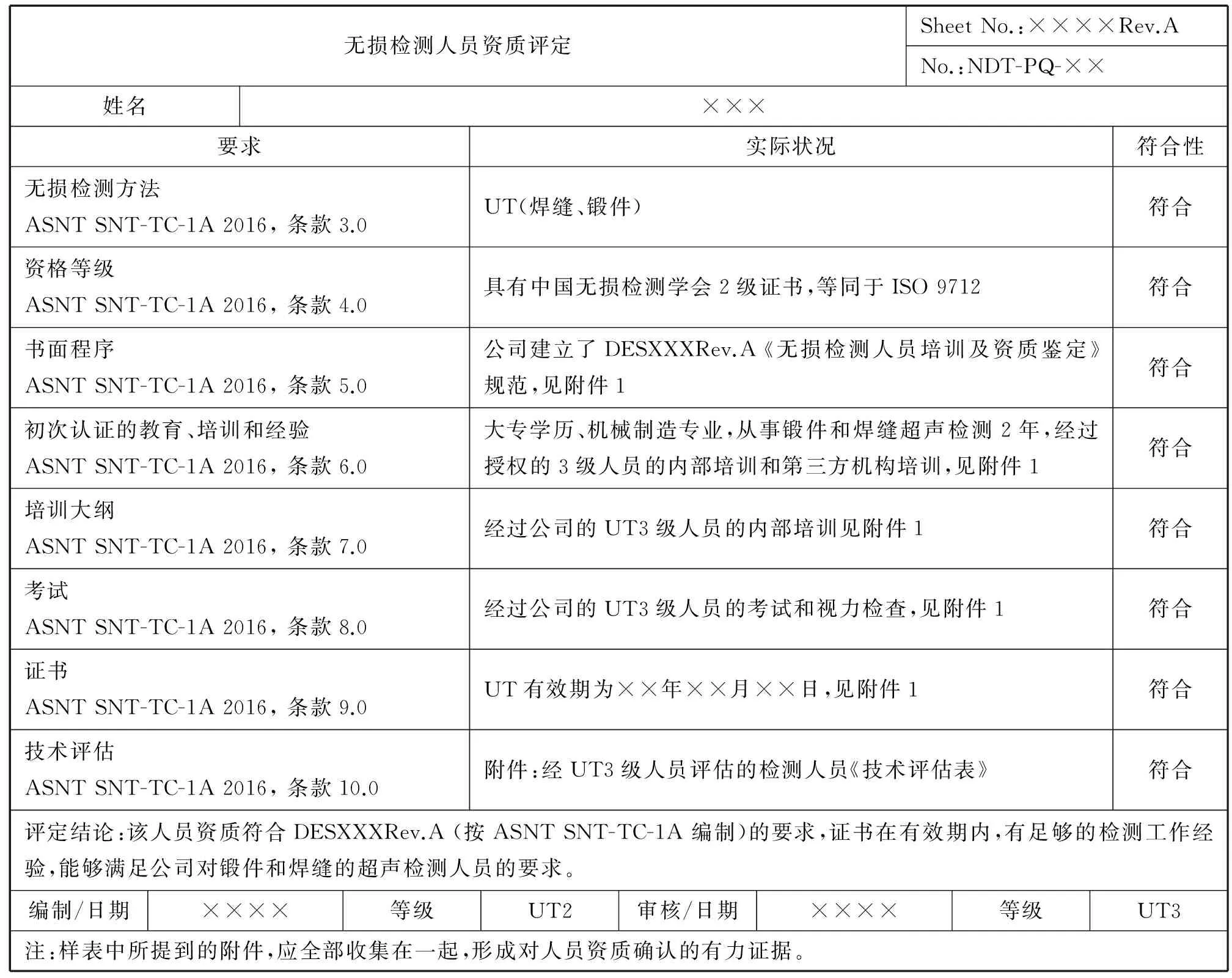
表1 超声检测人员资质评定样表
2 设备确认
设备确认,即NDT Equipment Evaluation(API Q1第九版条款5.7.1.5a,API 20D条款9.2.2)。
无损检测设备应满足ASME V卷相关章节的要求,并按照API 20D第9.2.2节规定的项目和要求分别进行周期校准和日常校验,或者遵循客户的要求,周期取两者较小值,并保留记录。此处核查的重点是设备校准报告的内容与标准要求是否一致。
表2是超声设备评定样表,其余方法(磁粉、射线、渗透)根据各自的校准标准核对相应的校准报告内容。

表2 超声设备评定样表
3 无损检测工艺评定
无损检测工艺评定,即NDT procedure specifi-cation(NDTPS)。(API Q1第九版条款5.7.1.5c,API 20D条款9.2)。
无损检测工艺规程由如下三大块组成:
第一部分是工艺评定的基础部分,根据API 20D相应部分的表格,对各种无损检测方法的关键变量和非关键变量进行识别;
第二部分是对API 20D没有规定的部分进行补充说明,例如:磁粉检测的试片规格、磁悬液浓度、剩余磁场强度;
第三部分是各类无损检测方法相应标准规定的要求。
后续的无损检测工艺评定记录NDTPQR,根据无损检测工艺规程NDTPS进行验证,验证时可以通过标准试片或试块、产品进行。
当关键变量中有任何一项参数发生变化后,都需要进行重新评定。
为避免重复,文章仅呈现第三部分标准要求的内容。
3.1 超声工艺评定
对于锻件的超声检测,主要分直射波和斜射波检测。API 系列标准的锻件超声检测要求主要参考ASTM A388StandardPracticeforUltrasonicExaminationofSteelForgings标准,在A388标准中,直射波主要使用平底孔试块(FBH试块)、斜射波用侧孔试块(SDH试块)或刻槽试块。一份完整的锻件超声工艺评定应包含平底孔+侧孔或平底孔+刻槽试块的评定。文章以直射波平底孔为例,其余试块可参考该思路进行。
根据A388 S1.1参考试块规定,声程不同时需要选择不同孔径的FBH试块。超声工艺评定内容如表3所示(表中in.为英寸)。
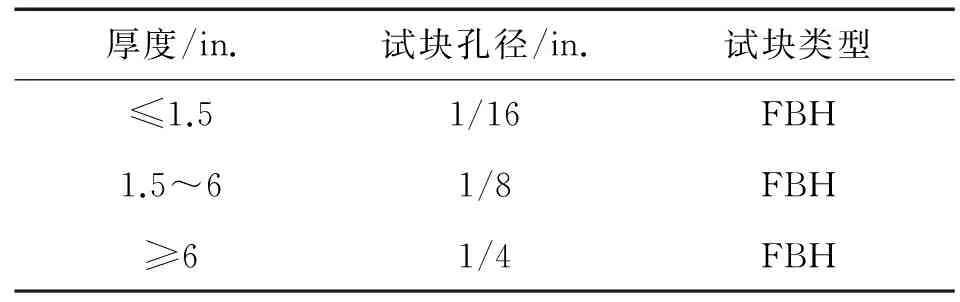
表3 超声工艺评定内容
3.2 磁粉工艺评定
对于磁粉检测的方法评定是否正确,根据ASTM E709StandardGuideforMagneticParticleTesting标准的规定,分纵向磁化线圈法和周向磁化中心导体法或周向磁化直接接触法。其具体规定如表4所示(表中L为工件长度,D为工件直径,N为线圈匝数,R为线圈半径,I为电流,K为比例系数,)。

表4 磁粉工艺评定磁化
3.3 渗透工艺评定
渗透检测方法需要符合ASTM E165StandardPracticeforLiquidPenetrantExaminationforGeneralIndustry标准,笔者所在公司主要采用溶剂去除型着色和荧光渗透法,要求能够检测出镀铬镍裂纹试片1.6 mm的灵敏度。渗透工艺评定相对于其他方法而言简单一些,用合格的耗材验证灵敏度试片就可以。有条件的公司,可以用带自然缺陷的试样或工件作为标准件进行验证。
关于试片需要注意,由于我国试片制作水平不统一,不同的厂家灵敏度是不一样的,新购买回来的试片需要送到相关检测机构进行检测,检测合格后方可使用。
4 无损检测工艺评定报告
无损检测工艺评定报告,即NDT procedure qualification report(NDTPQR)(API Q1第九版条款5.7.1.5c,API 20H条款9.2)。
根据上述无损检测工艺规程NDTPS的设计,通过对具体产品进行检测来验证工艺方法的正确性,并用产品加以验证,从而形成一份无损检测工艺评定报告。这一步是关键,也是核心内容。
4.1 超声工艺评定报告
根据表1所示的超声工艺规程的工艺参数要求,选用3个φ3.2 mm的平底孔试块制作1条DAC曲线,然后用相同材料的φ6.4 mm平底孔进行验证,核对同等声程时两者的分贝差是否为6 dB。如果满足,则说明此试块符合要求,可以用于检测。然后,对产品进行检测和验证。产品的工艺卡、检测记录和检测报告作为超声工艺评定报告的支撑性文件附在后面。
表5为超声工艺评定报告样表。

表5 超声工艺评定报告样表
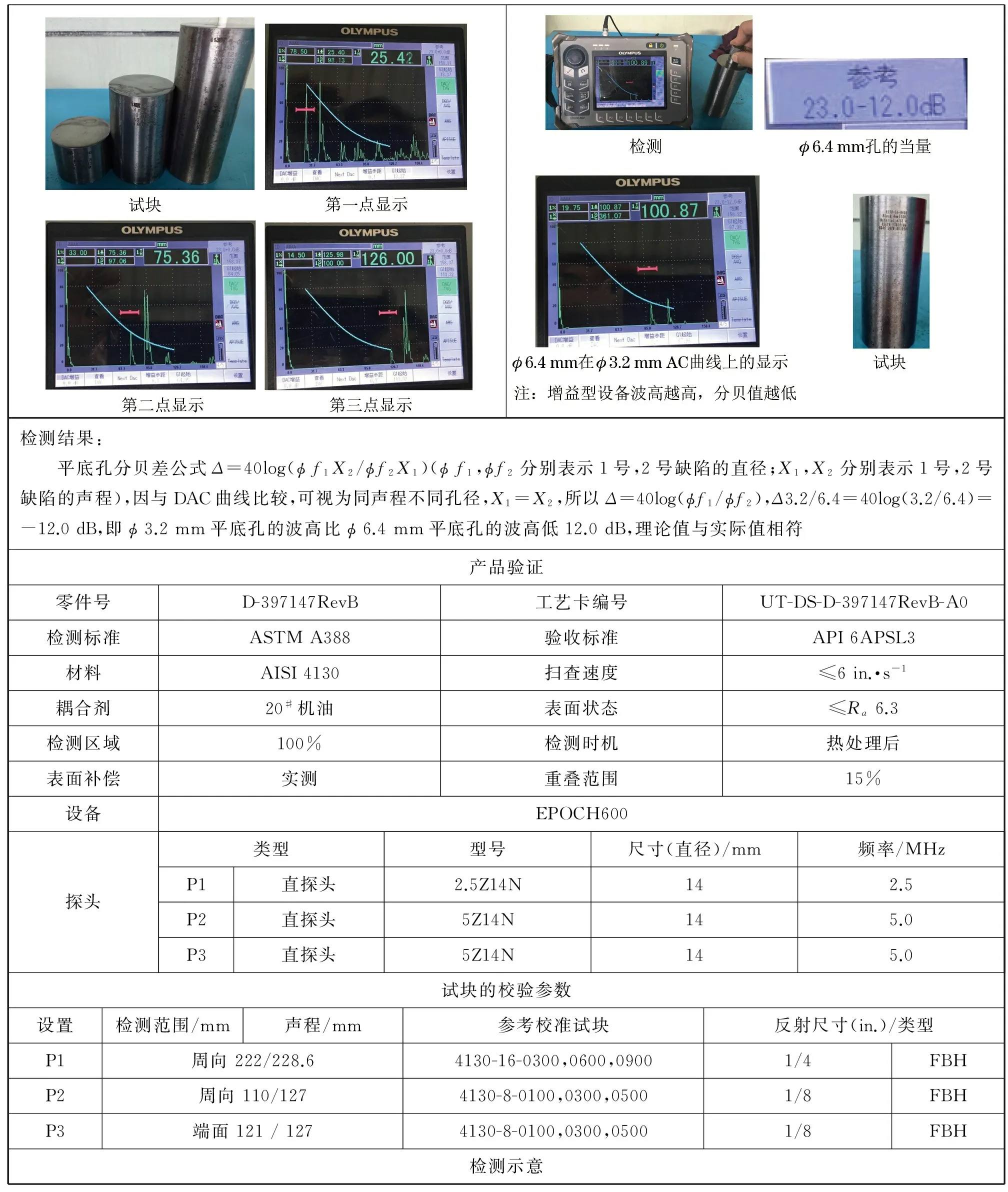
检测结果:平底孔分贝差公式Δ=40log(ϕf1X2/ϕf2X1)(ϕf1,ϕf2分别表示1号,2号缺陷的直径;X1,X2分别表示1号,2号缺陷的声程),因与DAC曲线比较,可视为同声程不同孔径,X1=X2,所以Δ=40log(ϕf1/ϕf2),Δ3.2/6.4=40log(3.2/6.4)=-12.0dB,即ϕ3.2mm平底孔的波高比ϕ6.4mm平底孔的波高低12.0dB,理论值与实际值相符产品验证零件号D-397147RevB工艺卡编号UT-DS-D-397147RevB-A0检测标准ASTMA388验收标准API6APSL3材料AISI4130扫查速度≤6in.·s-1耦合剂20#机油表面状态≤Ra6.3检测区域100%检测时机热处理后表面补偿实测重叠范围15%设备EPOCH600探头类型型号尺寸(直径)/mm频率/MHzP1直探头2.5Z14N142.5P2直探头5Z14N145.0P3直探头5Z14N145.0试块的校验参数设置检测范围/mm声程/mm参考校准试块反射尺寸(in.)/类型P1周向222/228.64130-16-0300,0600,09001/4FBHP2周向110/1274130-8-0100,0300,05001/8FBHP3端面121/1274130-8-0100,0300,05001/8FBH检测示意

检测结果见检测报告:UT-20161113001结论:本检测工艺的编制依据符合ASTMA388技术要求,检测方法符合ASTMA388要求,验收标准符合API6APSL3级、PSL4级要求及API16A要求。本工艺具有实际可操作性,能够满足技术标准和检测要求。A1增加主要变量与非主要变量的识别××××××YY-MM-DDA初版××××××YY-MM-DDRev.更改描述/标记编制批准日期文件更改记录制定部门质量部发行管制章受控
4.2 磁粉工艺评定报告
由于篇幅限制,文章仅展示对表4进行验证的内容,如表6所示。
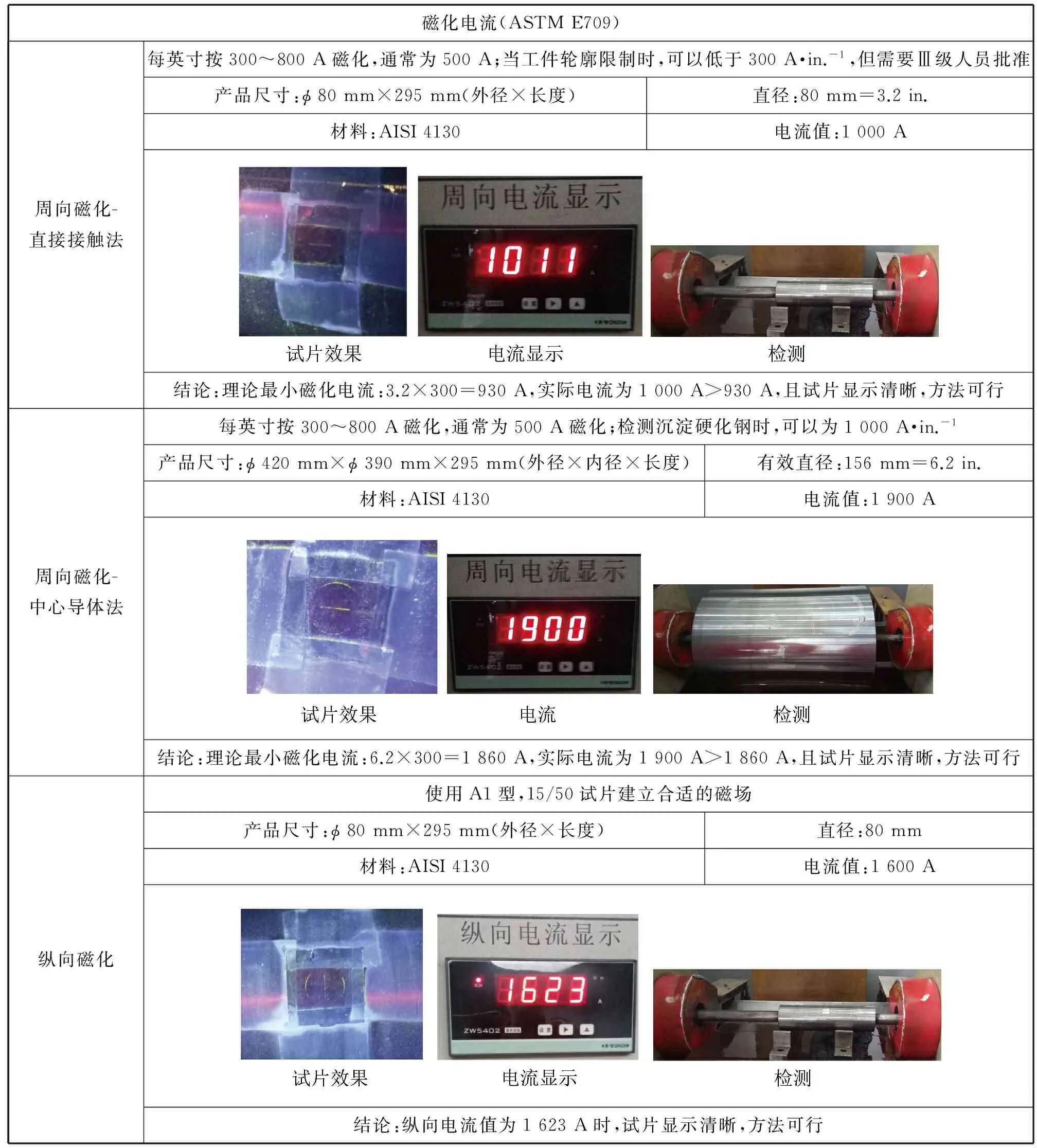
表6 磁粉工艺评定报告——方法验证
4.3 渗透工艺评定报告
根据渗透工艺评定PTPS的要求,用相应标准里要求使用的灵敏度试片和产品进行验证相应组别的渗透材料是否满足工艺要求。表7和表8为渗透工艺评定报告的验证部分内容。

表7 渗透工艺评定——灵敏度确认
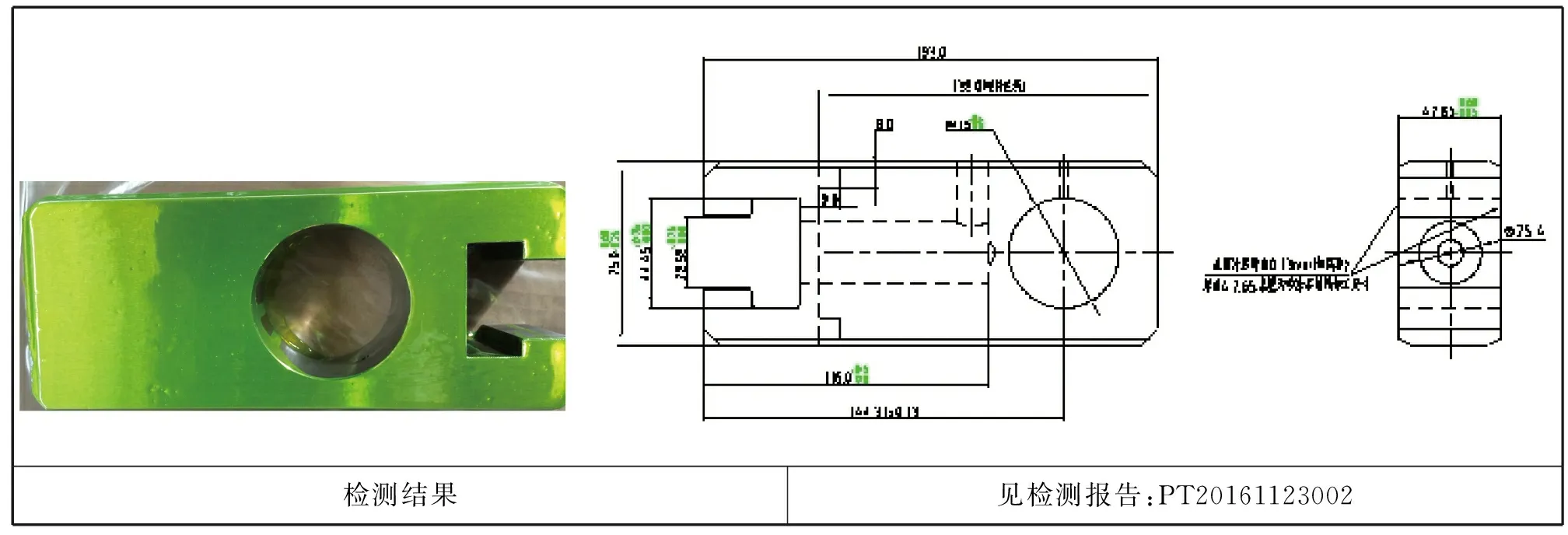
表8 渗透检测示意
5 无损检测工艺评定的再确认(API Q1第九版条款5.7.1.5f)
5.1 无损检测工艺
API 20D表8-UT, 表5-PT,表3-MT中的基本变量,如磁化技术、磁化电流类型、磁粉类型等发生改变时,需要重新进行评定。如变量未发生变化,则只需要对文件进行评审确认。
5.2 人员资质
无损检测人员应保持其资格的有效性。
暂停资格:当无损检测人员在连续的6个月内没有从事相关工作;因重新考试或评定失败,或出现一般性的质量、EHS(安全、环境、健康)或诚信等问题而被认定不能胜任此项工作时。
复职:证书到期或废止后,可以根据ASNT SNT-TC-1A或ISO 9712标准重新进行资格评定。恢复暂时中止的证书,应由授权的无损检测Ⅲ级人员批准。
6 结语
描述了超声、磁粉和渗透检测等3种方法的工艺评定编制方法。将API Q1所需的无损检测过程确认与ASNT, ASME, ASTM, API方法标准进行了组合,通过试验证明了相关的无损检测工艺参数是合适的、有效的, 填补了相关标准在案例方面的空白。
相关行业或其他行业可参考文章内容进行无损检测的工艺评定,有效地控制过程变量,持续确保产品质量和承压设备的安全。
ADiscussiononNDTProcedureQualificationforPetroleumIndustry
ZHANG Xiumei
(Suzhou Douson Drilling & Production Equipment Co., Ltd., Suzhou 215137, China)
Based on the API 20D standard, this paper probes into the evaluation of three conventional nondestructive testing methods, such as ultrasonic, magnetic powder and penetration method. It can be referred to the preliminary examination and reexamination of API certificate.
personnel qualification; equipment evaluation; NDT procedure specification; NDT procedure qualification report
TG115.28
B
1000-6656(2017)12-0069-08
2017-04-04
张秀梅(1975-),女,工程师,主要从事NDT与实验室管理工作
张秀梅,zhang_xiumei@douson.cn
10.11973/wsjc201712017
