真空包压敏耐高温(200 ℃)密封胶条研制
2017-12-20赵飞明孙春燕
赵飞明,孙春燕,王 丹
(1.航天材料及工艺研究所,北京 100076;2.丰台职工大学,北京 100071)
真空包压敏耐高温(200 ℃)密封胶条研制
赵飞明,孙春燕,王 丹
(1.航天材料及工艺研究所,北京 100076;2.丰台职工大学,北京 100071)
使用丁基橡胶、酚醛硫化剂、氧化钙、聚异丁烯和滑石粉为原料,制备真空包压敏耐高温(200 ℃)密封胶条,研究了各原料对密封胶条性能的影响。结果表明,制备的密封胶条有较好的力学性能、密封性能和耐高温性能。室温拉剪强度>0.17 MPa,拉断伸长率>700%,200 ℃、6 h加热后室温拉剪强度为0.19~0.35 MPa,高温使用后室温剥离不留残余。200 ℃真空包固化12 h内不泄漏,抽真空压强接近0.1 MPa。
密封胶条;真空包;耐高温;压敏性
真空包也叫真空袋,加压固化可用于材料的制备,固化温度为室温至约200 ℃。给真空包抽真空,可提供接近0.1 MPa压强。真空包加压固化装置最基本组成有4个部分,模具,真空包膜,密封胶条(也叫密封胶带,放在模具和真空包膜之间,提供压敏密封性),抽真空接头(见图1)。待固化物放在真空包内,抽真空就可提供接近0.1 MPa压强。真空包加压固化装置有很多变化,真空辅助树脂转移模塑(VARTM)就是其中之一(见图1),此装置多了1个注胶接头,既可注胶又可加压固化。
在图1基础上,VARTM有许多改进,例如:(1)双真空包;(2)热压罐/真空辅助树脂渗透(VARI)[1,2];(3)高渗透介质型装 置[3]( HPL);(4)沟 槽 型 装 置[3](CIC);(5)真空辅助工艺(VAP)[4];(6)受控气压树脂渗透(CAPRI)[5,6]等。
密封胶条是真空包固化必不可少材料,对成型工艺具有重要的影响。真空包压敏耐高温密封胶条(以下简称密封胶条)有下列技术要求:(1)优异的密封性。有较强的粘性,室温具有压敏性,指压粘接在模具和密封薄膜之间,抽真空过程中对固化物施加近0.1 MPa的压强,保证密封;(2)合适的耐温性、强度和韧性。耐温性:室温~200℃;有很好的力学性能(强度和韧性),室温不硫化,加热逐步硫化,室温、高温都能较好保持密封胶条形状;拉断伸长率高,适应温度变化、小分子逸出引起的变形;(3)良好的可操作性。室温使用可重新定位。有好的剥离性能,高温使用冷却后能从模具的表面撕下,没有残余。
黑龙江石化院研制了J-83丁基密封胶条[7],最高使用温度为200 ℃;北京航空材料研究院研制的XM37氯化丁基密封胶条[8],最高使用温度为180 ℃。2种密封胶条在高温使用后易于剥离(整体剥离或有少量残余并用汽油清理),但没有公布配方和制备方法。
国外密封胶条厂家主要有AORTECH和AEROVAC两家公司,有多种牌号,产品已经系列化。这些密封胶条可在室温~230 ℃使用。本文通过配方和工艺试验,制备出耐温达200℃密封胶条,满足航天工业国产化需求。
1 实验部分
1.1 原料
丁基橡胶268,ExxonMobil公司;溴化对叔辛基酚醛树脂(HY-2055),山西化工研究院;中分子质量聚异丁烯(PIB,黏均分子质量45 000),北京卓越科技密封有限公司;滑石粉(橡胶级) ,海城市海燕石粉厂。
1.2 仪器与设备
Bruker Vector33 型红外光谱仪 ,德国布鲁克(Bruker)公司;Pyris1型热重分析仪,美国珀金埃尔默(P e r k i n Elmer)公司;
捏合机,ZH-2型,如皋新联塑料化工机械厂;开炼机,X(S)K-160型,上海橡胶机械一厂;模压机,Carver Mini C手动型,巩义市英峪予华仪器厂;真空泵,2XZ-4型,上海真空泵厂;真空压力表,Z100,北京普特仪表成套厂;铝板,LY12型,上海潘竹金属制品有限公司;聚酰亚胺薄膜,厚度0.05~0.076 mm,苏州市奥尔泰复合材料有限公司。
1.3 密封胶条制备
(1)把丁基橡胶放在两辊炼胶机中,辊距调至1 mm左右,素炼5~15 min,加入总量一半的填料,混炼均匀;
(2)将上述混炼料加入温度为90~100℃的捏合机中,加入预混合好的硫化体系及另外一半填料,捏合均匀,再加入聚异丁烯,捏合均匀,出料;
(3)晾置15~30 h ;
(4)挤出机加热到60~80 ℃,挤出密封胶条产品。
少量密封胶条制备可使用压机压制,裁剪成所需形状。
1.4 性能测试
拉剪强度:按HB 5481—91《复合材料成型用密封胶条附录A》测试。
拉断伸长率:按GB/T528—2009《硫化橡胶或热塑性橡胶拉伸应力应变性能的测定》测试。
硬度:按照GB/T 531—1999 《橡胶袖珍硬度计压入硬度试验方法》测试。
红外光谱:采用Bruker Vector33型红外光谱仪测试。
热重分析:采用美Pyris 1型热重分析仪(精确度为0.1 μg)测试,空气,升温速率为10 ℃/min。
密封性能:采用图1密封装置进行测试。图1中,1为铝板400 mm×400 mm×3 mm,7为聚酰亚胺薄膜,四周用密封胶条9指压粘在铝板上。密封胶条厚2 mm,宽15 mm。注胶接头8关闭。4、5合并为透气毡。

图1 VARTM示意图Fig.1 Schematic of VARTM
图1中,4是脱模介质(distribution media),用于隔离和排气,由隔离膜(release films)、脱模织布(也叫剥离布,peel plies)等组成,分为无孔和有孔2种,为聚丙烯、聚四氟乙烯、四氟乙烯六氟丙烯共聚物等材质。隔离膜在固化件上留下光滑表面,脱模织布在固化件上留下织纹,便于后续的油漆或粘接。5是导流介质,由透气毡(breathers)等组成,透气毡用于注胶、排气和吸胶,为聚酯或尼龙等材质。4和5可以单独或组合使用。
2 结果与讨论
2.1 密封胶条制备工艺
混炼工艺决定了密封胶条的各组分分散均匀程度,很大程度上影响密封胶条性能。各组分添加顺序是影响密封胶条质量的重要因素,顺序不当会造成组分分散不均匀,导致焦烧,胶条质量下降,影响密封性和耐温性。密封胶条制备工艺见图2。

图2 密封胶条制备工艺流程Fig.2 Technical process of preparing sealant tape
填料及硫化体系必须在增粘剂之前加入。因为先投入增粘剂,会降低胶料黏度,减小混炼剪切力,增粘剂附着在丁基橡胶表面,后续加入填料等时,填料成块团聚在一起,受到较大的机械力仍然难以分散开,使得密封胶条表面存在较多大小不均的细小颗粒,缺乏粘性,性能低劣。最后加入增粘剂有利于各组分混合均匀。
硫化剂及促进剂若先投入,混炼时间长,混炼过程不断产生热量,容易使胶料过早硫化。所以,尽量减少硫化剂及促进剂的混炼时间。硫化剂及促进剂在加入聚异丁烯之前加入。采用填料分2次加入的二段混炼工艺,密封胶条容易混炼均匀,颜色均一。
密封胶条使用前处于未硫化状态,具有自粘性及塑性,室温不会硫化;150~200 ℃使用时发生硫化,强度增加,这是密封胶条能耐高温的原因之一。用完后密封胶条变硬及表面粘性下降,不能再次使用。
2.2 性能评价
通过以上实验,得到密封胶条配方范围,选用接近中值作为密封胶条测试和制备配方,见表1。

表1 密封胶条的配方Tab.1 Formulation of sealant tape
2.2.1 红外光谱
图3为密封胶条红外光谱(IR)。

图3 密封胶条红外表征谱图Fig.3 IR spectrum of sealant tape
图3 中,1 658.7 cm-1处小峰是水峰。其中2 948.7 cm-1处是甲基的C-H反对称伸缩振动吸收峰,2 889.4 cm-1处为甲基C-H对称伸缩振动吸收峰和亚甲基C-H反对称的伸缩振动吸收峰的叠加,1 469.0 cm-1为甲基反对称C-H变角振动和亚甲基C-H对称变角振动吸收峰的叠加,1 386.6 cm-1为甲基C-H对称变角振动吸收 峰[9], 1 361.7 cm-1、 1 224.8 cm-1为 亚 甲基非平面摇摆振动吸收峰。3 000 cm-1以上没有吸收峰说明密封胶条基材不含有羟基、氨基等。红外图主要是甲基、亚甲基峰表明密封胶条的基材为丁基橡胶和聚异丁烯。1 010.7 cm-1和 667.8 cm-1处 的 特 征 峰 为 密 封 胶条中无机填料的吸收峰。1 010.7 cm-1是滑石粉Si-O伸缩振动吸收峰[10,11]。
2.2.2 热性能测试
密封胶条200 ℃条恒温热重(TG)曲线见图4。200 ℃加热180 min失重约2%,240 min失重约6%,虽有质损,但因抽真空受压,密封胶条有仍有很好的耐高温密封性能。
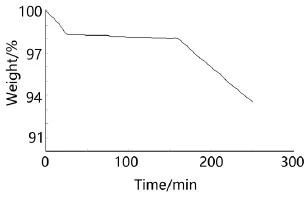
图4 密封胶条热重分析(200 ℃加热)Fig.4 TG curve of sealant tape at 200 ℃
2.3 密封性能和力学性能
密封性能和力学性能等测试结果见表2。密封胶条有合适的强度和韧性,200 ℃/12 h密封性不下降,冷后剥离无残留,有良好的密封性能和使用性能。SM9151是进口密封胶条,测试结果作为对比。
3 结论

表2 密封胶条性能Tab.2 Performance of sealant tape
制备的密封胶条有较好的力学性能、密封性能和耐高温性能。室温拉剪强度>0.17 MPa,拉断伸长率>700%,200 ℃/6 h使用后室温拉剪强度为0.19~0.35 MPa,高温使用后室温剥离不留残余。200 ℃真空包固化12 h内不泄漏,抽真空压强接近0.1 MPa。
可进一步进行不同厂家、不同不饱和度丁基橡胶,不同酚醛树脂硫化体系,不同填料研究,优化配方,制备可200~230 ℃使用的系列真空包压敏耐高温密封胶条。目前耐400 ℃密封胶条(主体材料不是丁基橡胶)尚需进口,是今后研制的方向。
[1]赵晨辉,张广成,张悦周.真空辅助树脂注射成型(VARI)研究进展[J].玻璃钢/复合材料,2009,36(1):80-84.
[2]王召召.复合材料热压罐/真空辅助(VARI)组合工艺设计与结构性能研究[D].上海:东华大学,2016,5.
[3]王芳.沟槽型VARTM成型技术的研究[D].天津:天津工业大学,2006,10.
[4]Li W.Process and performance evaluation of the vacuum-assisted process[J].Journal of composite materials,2004,38(20):1803-1814.
[5]Richard M H,Enumclaw W.Automated controlled atmospheric pressurized resin infusion[P].US:7690911B2,2010.
[6]Li W.Experimental investigation of the controlled atmospheric pressure resin infusion(CAPRI) process[J].Journal of composite materials,2008,42(11):1049-1061.
[7]王洪学,赵淑媛,李晓平.密封胶条的研制及应用[J].中国胶粘剂,1997,8(1):23-24.
[8]黄梅星,杨希仁,徐千山.中国航空材料手册[M].北京:中国标准出版社,2002(8):490-494.
[9]Socrates G.Infrared and Raman characteristic group frequencies[M].UK:John Wiley&Sons Ltd,2001,51-53..
[10]翁诗甫.傅里叶变换红外光谱分析[M].北京:化学工业出版社,2010,358.
[11]冯计民.红外光谱在微量物证分析重的应用[M].北京:化学工业出版社,2010,37.
Study of pressure-sensitive high-temperature-resistant(200 ℃)sealant tape for vacuum bagging
ZHAO Fei-ming1, SUN Chun-yan1, WANG Dan2
(1.Aerospace Research Institute of Materials and Processing Technology, Beijing 100076, China; 2.Fengtai District Staff University, Beijing 100071, China)
The pressure-sensitive high-temperature-resistant(200 ℃) sealant tape for vacuum bagging was prepared successfully by using the butyl rubber, phenolic vulcanizing agent, CaO, polyisobutylene and talc as the raw materials,and the effect of raw materials on the properties of sealant tape was studied. The results showed that the sealant tape had good mechanical and sealing properties. The lap tensile shear strength at room temperature was over 0.17 MPa, the elongation at break at room temperature was over 700%, the tensile tear strength at room temperature was between 0.19~0.35 MPa after heating at 200 ℃ for 6 h, and when room temperature peeling there was no residue after high temperature use. The vacuum bagging had no leak at 200 ℃ for 12 h when the exhausted pressure remained about 0.1 MPa.
sealant tape; vacuum bagging; high temperature resistance; pressure sensitivity
TQ436+.6
A
1001-5922(2017)12-0025-04
2017-02-09
赵飞明(1955-),男,博士,研究员,长期从事胶粘剂研究。E-mail:zhaofm5555552@sina.com。
