铝合金汽车轮机加工常用工装夹具分析
2017-12-18陈铁牛汪刚黄法
陈铁牛,汪刚,黄法
(广东职业技术学院, 广东佛山 454000)
铝合金汽车轮机加工常用工装夹具分析
陈铁牛,汪刚,黄法
(广东职业技术学院, 广东佛山 454000)
机加工工装夹具是保证产品精度的关键因素之一。铝合金车轮是汽车上高速运转的安全部件,为保证车轮的运转精度,需要对铝合金车轮机加工过程的工装夹具进行专门设计。为此,介绍铝合金汽车轮机加工各工序常用的工装夹具,利用六点定位原理分析了数控一序、加工中心序和数控二序工装夹具的定位原理和一般设计方法,对比分析不同工装夹具之间的优缺点和改进措施,并对铝合金汽车车轮机械加工技术进行了展望。
机加工;铝合金汽车轮;六点定位原理;工装夹具
0 引言
铝合金汽车轮是汽车的关键零部件,它承载着汽车的整个质量,同时要保证汽车高速安全地运行,因此铝合金汽车轮的加工精度就显得尤为重要。目前在汽车轮制造业,对车轮各部位的尺寸精度、表面粗糙度、形位公差都有严格的行业标准,特别是一些高端品牌的汽车制造商,对车轮的精度要求近乎达到苛刻的地步。为保证车轮的精度,作为汽车轮制造环节的机加工就显得十分重要,同时铝合金汽车轮是典型的薄壁型零件,加工过程中容易变形,而要保证机加工过程中产品的精度,工装夹具的选用是非常重要的因素之一,因此文中从铝合金汽车轮机加工过程中工装夹具的工作原理入手,分析如何通过工装夹具保证车轮的精度[1-3]。
目前铝合金汽车轮的机加工过程主要分成3个工序,作者沿用企业的习惯叫法,分别将3个工序称为:数控一序、加工中心序和数控二序,各工序具体加工内容如表1所示。
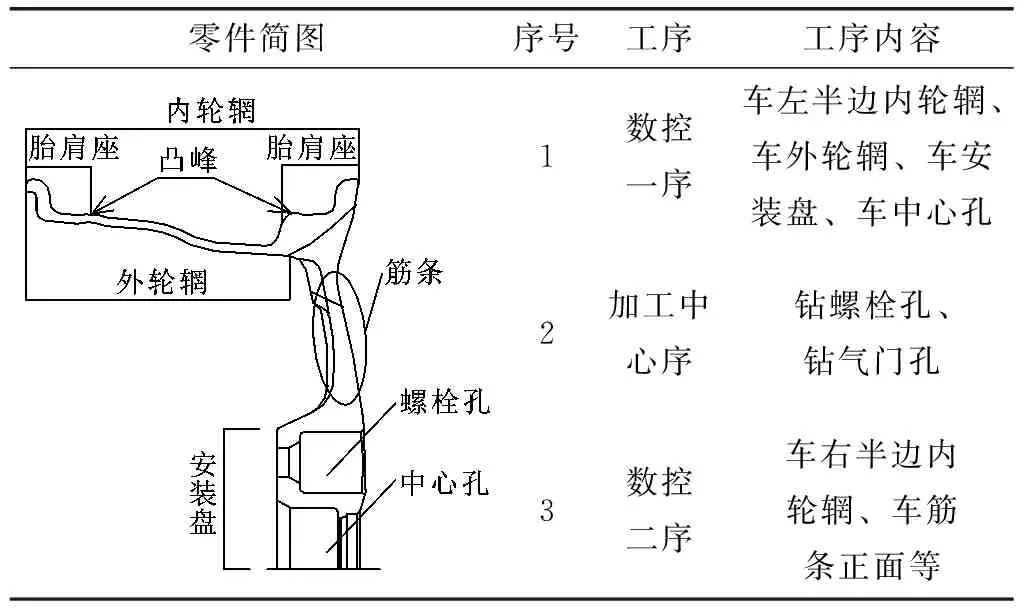
表1 铝合金汽车轮机加工工序列表
1 铝合金汽车轮数控一序工装夹具

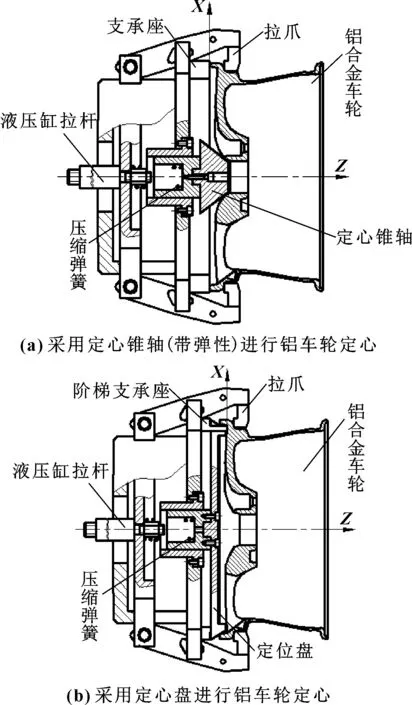
图1 铝合金汽车轮数控一序常用工装夹具
2 铝合金汽车轮加工中心工序工装夹具

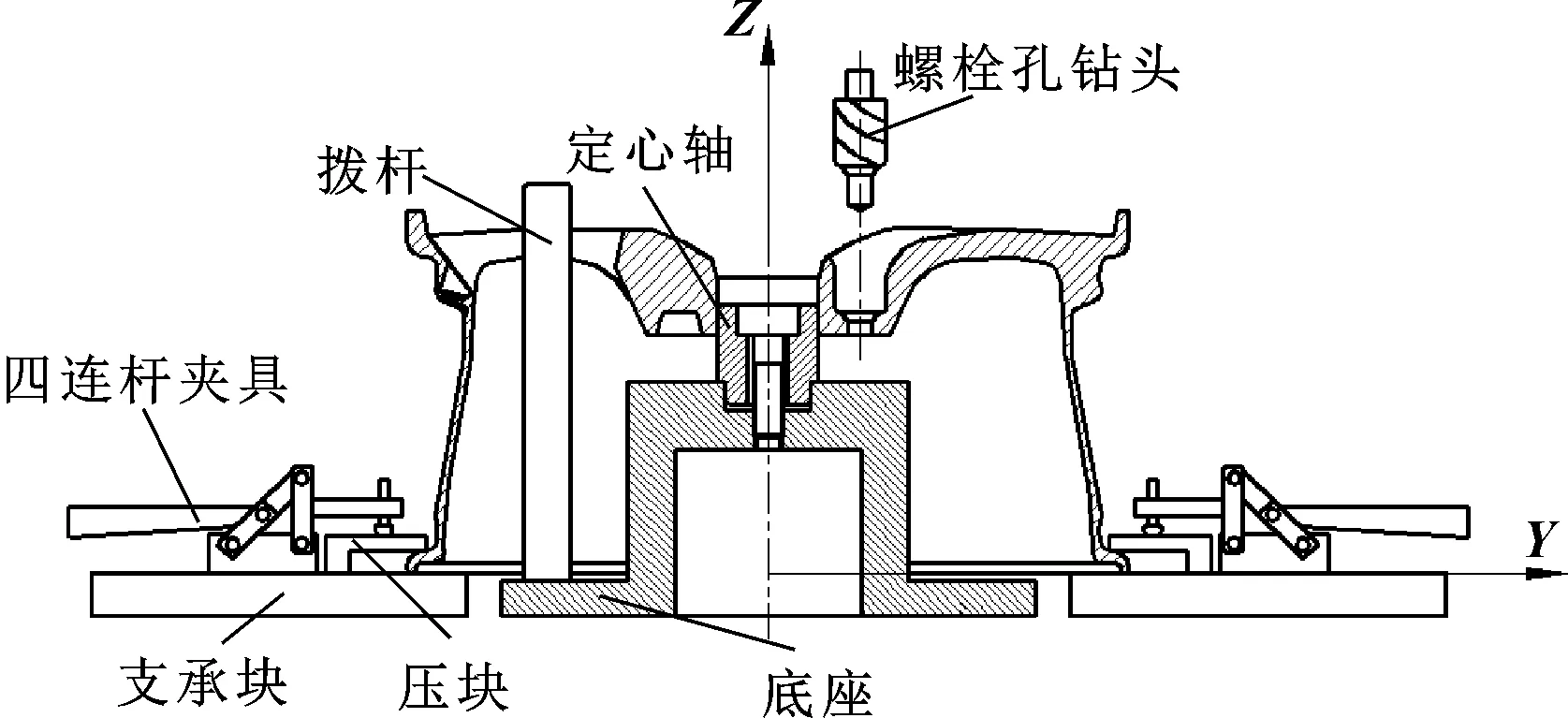
图2 铝合金汽车轮钻螺栓孔常用工装夹具
汽车轮螺栓孔加工完成后,传统的方法是利用普通钻床进行气门孔的加工,利用肉眼目测控制气门孔的加工位置(毛坯上已有铸造成型的预钻点),该方法工装夹具和操作较简单,这里不再详细分析。
汽车轮螺栓孔是车轮与汽车连接的配合部位,螺栓孔的内部结构直接就是车轮的安装定位面之一,它直接影响到车轮安装后的精度,因此螺栓孔的位置度要求一般都要求较高。而传统的螺栓孔加工过程中,所用的定心轴夹具(图2)与车轮的配合属于间隙配合,间隙的存在无法保证螺栓孔的高位置度要求,因此越来越多的车轮制造企业开始使用弹套翻转夹具,如图3所示。
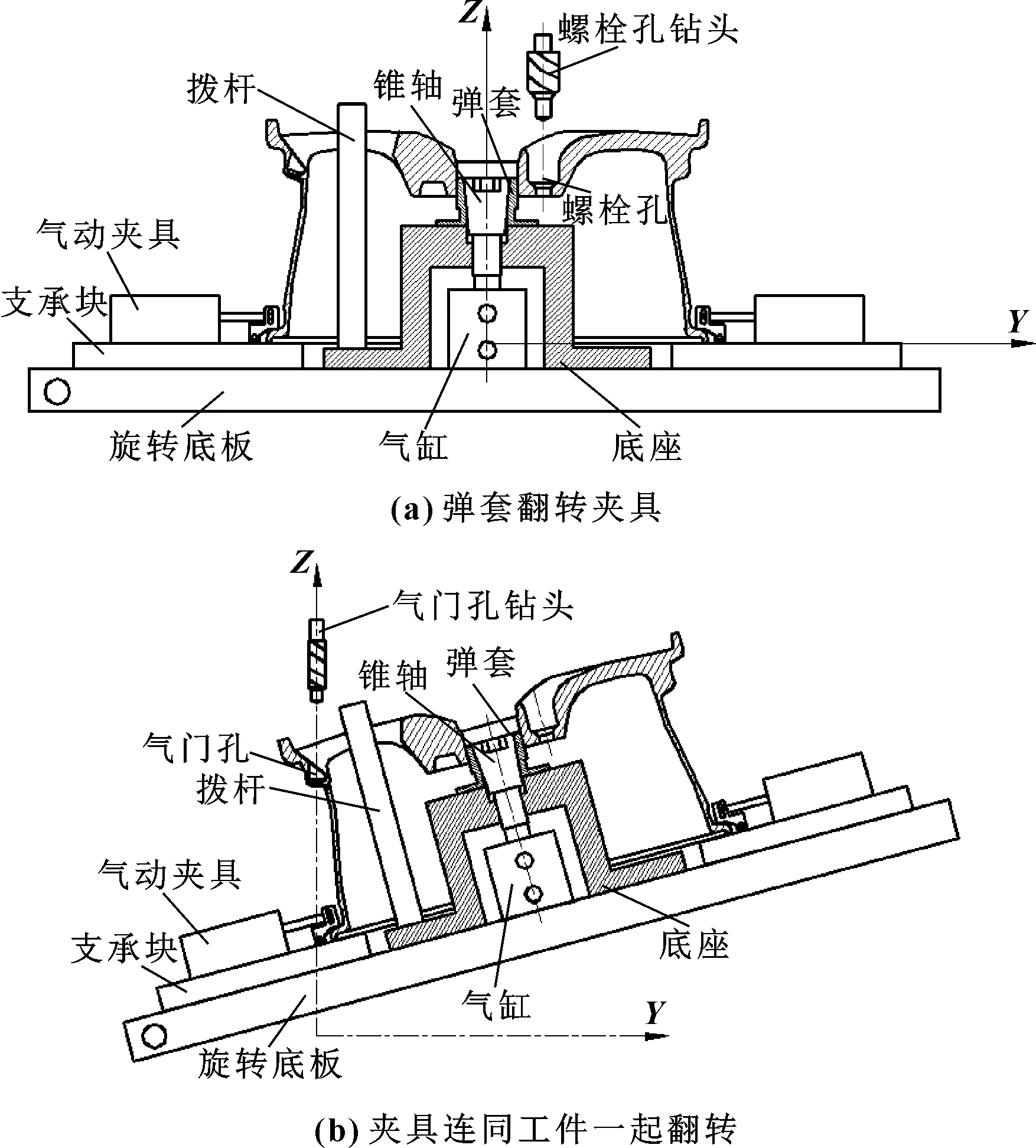
图3 铝合金汽车轮弹套翻转工装夹具
图3(a)将图2中的定心轴换成了弹套,工件装夹上夹具后,气缸收缩带动锥轴向下运动从而将弹套撑开,以保证弹套与车轮的配合为无间隙配合,提高螺栓孔的加工精度;同时图3(a)中还将四连杆夹具换成了气动夹具,在减少人工操作强度的同时也保证了更稳定的夹紧。
传统的气门孔加工方式利用肉眼进行加工位置的定位,虽然加工简单,但仍然存在加工位置偏移的情况,图3(b)是将图3(a)中的夹具连同工件一起翻转到气门孔的角度,然后直接在加工中心机床上进行气门孔的加工。与传统的利用普通钻床加工气门孔相比,该方法可以很好地保证气门孔的位置,同时减去了工人对工件的搬运和再次装夹。但此类翻转式工装夹具需要对加工中心进行升级改造,增加一套液压系统,通过机床的PLC程序增加对液压系统的控制从而驱动夹具进行旋转定位。
3 铝合金汽车轮数控二序工装夹具
铝合金汽车轮数控二序主要加工右半边内轮辋、筋条正面等(见表1),常用的工装夹具如图4所示,图4(a)是该工装夹具的立体示意图,它是在三爪自定心卡盘的基础上拆掉3个卡爪,换上特制的扇形卡盘,扇形卡盘上有3~4个台阶,对应不同铝合金汽车轮的外径,装夹工件后的夹具简图见图4(b),可见,工件主要受到径向夹持力。为减小工件的夹紧变形,扇形卡盘做成一个很大的扇形(如图4(a)所示)以增加工件的受力面积,从而减小工件的夹紧变形,同时严格控制液压系统对工件的夹紧力,控制变形量在允许的范围内。
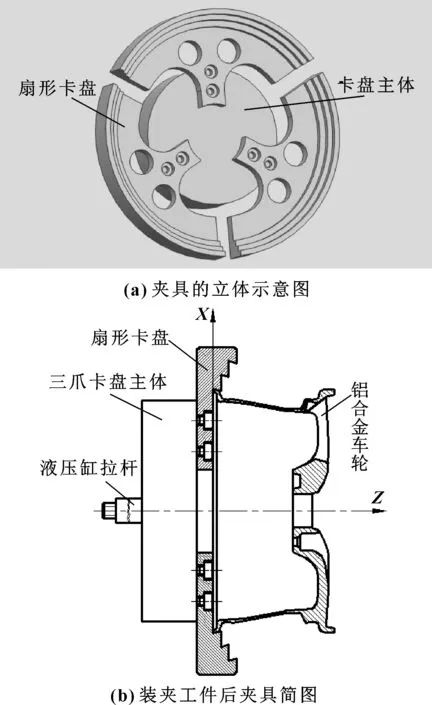
图4 铝合金汽车轮数控二序常见工装夹具
为了提高数控二序的定位精度,部分企业采用图5所示的弹套工装夹具,该工装夹具与加工中心的弹套翻转夹具类似(图3),图中利用弹套与车轮进行定心,阶梯支承座实现Z方向的定位,拉爪实现工件的夹紧,但与图3相比,图中没有使用拨杆,绕Z轴的旋转自由度没有限制,因此,该定位方式仍属于不完全定位。需要注意的是该工装夹具中弹套的撑开不是利用液压拉杆的拉力,而是利用蝶形弹簧的弹力。
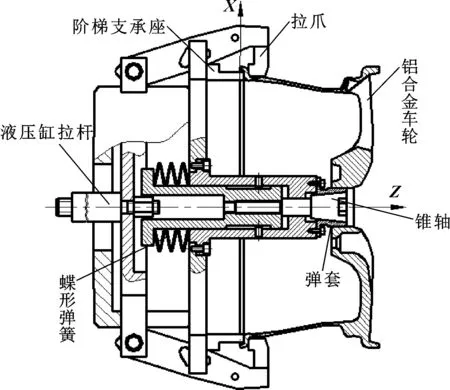
图5 铝合金汽车轮数控二序弹套工装夹具
4 结束语
介绍铝合金汽车轮机械加工过程中常用的工装夹具,利用六点定位原理分析了各工序夹具的定位情况及其优缺点。随着汽车制造产业的不断发展,对铝合金汽车轮的要求也越来越高,镜面加工、旋压加工、立式车床加工、超高速加工、干式切削、机器人自动装夹等各种新技术、新工艺不断地应用到车轮的制造过程中,作为制造工艺的工装夹具也必将不断地进行改进,以适应新技术的要求[5-6]。
[1]赵玉涛.铝合金车轮制造技术[M].北京:机械工业出版社,2004.
[2]王孝东.汽车用铝合金车轮发展趋势展望[J].汽车零部件,2013(7).
[3]李婷.铝合金汽车车轮的性能特点及其应用[J].世界有色金属,2013(3):54-56.
[4]陈铁牛.铝合金车轮轮辋端径跳值控制工艺研究[J].现代制造工程,2015(5):94-97.
CHEN T N.Technical Study about the Circular and End Round Controlling of the Aluminum Wheels[J].Modern Manufacturing Engineering,2015(5):94-97.
[5]汤晓宇.铝合金车轮的机械加工技术[J].中国科技信息,2007(11):87-88.
[6]孟模,张治民,李大旭,等.高性能铝合金车轮制造技术[J].科技创新与生产力,2011(12):90-92.
MENG M,ZHANG Z M,LI D X,et.al.The Manufacturing Technology of High-performance Aluminum Alloy Wheel[J].Sci-tech Innovation and Productivity,2011(12):90-92.
AnalysisabouttheFixtureofAluminumWheel
CHEN Tieniu, WANG Gang, HUANG Fa
(Guangdong Polytechnic, Foshan Guangdong 454000,China)
Machining fixture is one of the key factors to ensure product precision. Aluminum alloy wheel is one of the safety components for high speed automobile. In order to ensure the accuracy of the wheel, special design of fixture for machining aluminum alloy wheel is needed.So the fixture used in aluminum wheel machining were introduced, the six-point locating principle in fixture design was applied to analyze the positioning principle and general design methods in numerical control one process, machining center process and numerical control two process, and the advantages and disadvantages of different fixtures were comparatively analyzed and corresponding improvement measures were presented. Finally the aluminum wheel machining technologies were prospected.
Machining; Aluminum wheel; Six-point locating principle; Fixture
2017-03-31
陈铁牛(1978—),男, 硕士,机械工程师、讲师 ,研究方向为数控技术。E-mail:ctnctn@163.com。
10.19466/j.cnki.1674-1986.2017.08.016
TG146.2+1
B
1674-1986(2017)08-065-03
