锌酸盐镀锌槽液冷却用冷水机的选型
2017-12-16王大畏张新蕾
王大畏,张新蕾*
(烟台首钢东星集团有限公司,山东 烟台 264006)
锌酸盐镀锌槽液冷却用冷水机的选型
王大畏,张新蕾*
(烟台首钢东星集团有限公司,山东 烟台 264006)
介绍了锌酸盐镀锌槽液冷却用冷水机的选型以及槽液量、制冷量、制冷水流量、换热器的换热面积等各项参数的计算。
锌酸盐镀锌;冷水机;选型;计算
在锌酸盐镀锌生产中,镀锌槽液在反应中不断地产生热量,导致槽液温度逐渐升高,当温度超出工艺范围时,产品会出现烧焦、发暗、结晶粗糙、漏镀等不良现象。
笔者所在单位的生产线上镀锌槽液的工作温度是20 ~ 30 °C,利用冷水机提供的冷却水使镀液温度保持在工艺范围内。该设备的使用对生产效率的提高及产品质量的稳定起着关键作用。本文将详细介绍如何选择冷水机,确定冷却方式以及计算制冷量,以供同行参考。
1 冷水机的选择
按冷凝器的类型,冷水机可分为风冷式和水冷式两种。风冷式冷水机直接使用机组内的风冷凝器把热量传递到空气中,可以自动控温,而且性能稳定,占用空间小,移动方便,操作简单。水冷式冷水机通过外部冷却水循环和冷却塔把热量传递到空气中,需要有良好的水源,占用面积较大,安装维护工作量较大。考虑到设备需要安装在室外,要求占地面积小、操作简单(自动运行)等因素,选用了风冷式水冷机组。
2 冷却方式的选择
冷却方式分为直接冷却和间接冷却两种。直接冷却是镀液直接通过过滤机进入冷冻机的蒸发器,降温后再回到镀槽,冷却时间短、效果好,但由于镀液的腐蚀性较强,因此需要对蒸发器进行防腐处理或采用钛材质的蒸发器,并且需要定期清洗,否则蒸发器内容易结垢,影响制冷效果和机器运行。间接冷却是在镀槽中铺设钛管,使冷冻水流经钛管时带走槽液的热量而达到降温的目的,或者采用换热器将冷水机冷却的水通过换热器与槽液进行热交换。
锌酸盐镀锌槽液的氢氧化钠含量较高(一般为110 ~ 130 g/L),在低温下其溶解度会降低,易结晶析出。若采用直接冷却方式,则管道中易形成碱垢而堵塞。因此采用间接冷却方式,并通过板式换热器进行热交换。
如图1所示,锌酸盐镀液通过过滤机将待冷却槽液打入板式换热器的物料入口,槽液在板式换热器内循环;冷水机组产生的冷冻水由冷却水泵打入板式换热器的冷却水入口,从而在换热器内循环,并与槽液发生热交换,带走槽液的热量,使槽液温度保持稳定。
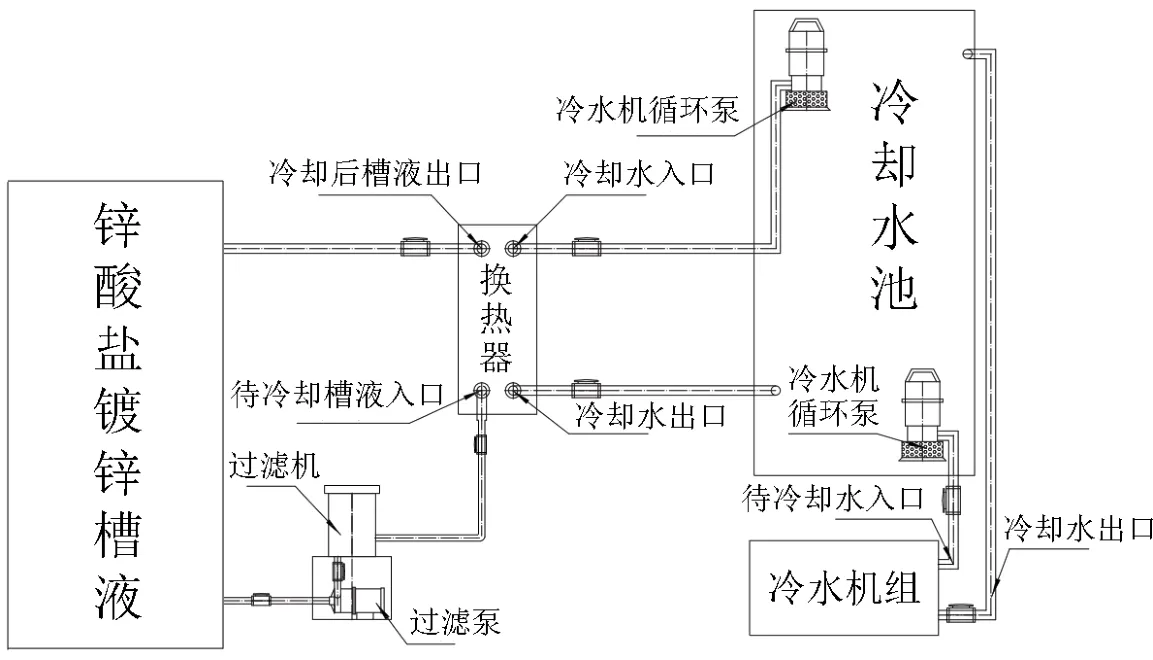
图1 锌酸盐镀锌槽液的冷却原理Figure 1 Cooling mechanism of zincate zinc plating bath
3 各项参数的计算
3.1 镀锌线槽液量
该镀锌线上有2个挂镀锌槽和7个滚镀锌槽,每个挂镀锌槽有3 500 L镀液,每个滚镀槽有850 L槽液,因此槽液总量为 3 500 L × 2 + 850 L × 7 = 12 950 L。
3.2 制冷量[1]
制冷量包括预制冷量Q预冷和工作冷量Q工作两部分。预制冷量是指每小时把溶液从室温降至工作温度时所需冷量,工作冷量是指每小时把因电镀时通电而使槽液产生的热量带走所需的冷量。
3.2.1 预制冷量

式中,η──散热系数,可取1.05 ~ 1.10,本文取近似值1.0;ρ1──槽液的密度,槽液锌含量为10 g/L时,槽液密度为 1.16 kg/L(下同);c──槽液的比热容,取水的比热容 4.2 J/(g·°C);θ初始──槽液的初始温度(单位:°C);θ工作──槽液的工作温度(单位:°C);V1──槽液体积(单位:L);t──预计冷却到工作温度的时间,本工艺要求槽液在1 h内达到工作温度,即t = 1 h = 3 600 s。
所在地区夏季槽液最高初始温度为 30 °C,槽液的控制温度为 25 °C,则镀锌槽液的预制冷量为:

3.2.2 工作冷量[2]
工作冷量Q工作一般按镀槽电极间通过的电流产生的热量Q热来计算,再考虑冷量损耗附加系数w(取值范围为1.1 ~ 1.3,中小型镀槽取上限,大型镀槽取下限,本工艺采用的是中小型槽,故取1.3),按式(2)和(3)式计算Q热和Q工作。

式中,U──平均电压(单位:V),I──平均电流(单位:A)。
挂镀锌采用2台额定电流和电压分别为3 000 A和12 V的整流器,滚镀锌采用7台额定电流和电压分别为500 A和12 V的整流器。因镀锌工艺要求电压在4 ~ 7 V,电流则依施镀面积而定,施镀面积越大,则电流越大,但为了延长整流器的使用寿命,必须通过控制镀件的加载量(即总施镀面积)来保证电流不超过额定电流的85%为上限。因此,按挂镀锌和滚镀锌的平均电压为6 V,以及各自整流器额定电流的85%(即挂镀锌2 550 A,滚镀锌425 A)来计算Q热,则

由此可见,槽液工作过程中所需的最大制冷量低于预制冷量,所以将预制冷量87.63 kW作为设备的选型依据。按设备负载85%来算(预留15%的余量以延长设备的使用寿命),则设备制冷量应为87.63 kW ÷0.85 = 103.09 kW。
3.3 制冷水流量[2]

式中,ρ2──冷却水的密度(取1.0 kg/L),Δθ──制冷水进出口的温差(可取2 ~ 4 °C)。本工艺中制冷水的入水和出水来源于同一个冷水池,故温差取下限2 °C,则制冷水的最小流量为:

3.4 板式换热器换热面积A的计算

式中,K──水的总传热系数,一般为850 ~ 1 700 W/(m2·°C),因采用逆流换热方式进行充分热交换,故总传热系数取最大值1 700 W/(m2·°C);Δmθ──板式换热器的平均温差。
换热器中热流体(即槽液)从初始温度θ初始(所在地区夏季槽液不工作时的最高温度是 30 °C)降至工作温度θ工作(即25 °C),冷流体(即冷却水)则从初始温度θ′初始(设定为15 °C)变化到出口温度θ′出口,θ′出口按式(6)计算。

式中,V2为冷却水的体积,即冷却水槽的有效容积7 800 L(实际尺寸为2 950 mm × 1 400 mm × 2 000 mm),那么

综上可知,最终通过计算确定碱性锌酸盐镀锌槽液冷却用的冷水机组参数为:制冷量最小为103.09 kW,制冷水流量至少为27 t/h,板式换热器换热面积大于6.92 m2。因此选用了制冷量为110 kW(2组冷水机组,每组制冷量为55 kW)、功率为35 kW的风冷式冷水机组,流量为30 t/h的潜水泵(作为循环泵),以及换热面积为7 m2的板式换热器。
4 结语
该设备在夏季运行过程中,室外温度为35 °C时,槽液温度为30 °C,开机运行1 h时,槽液温度降至25 °C,满足工艺要求。单班(8 h)平均日耗电量为200 ~ 300 kW·h(以85%负荷计算,单板耗电量为35 kW ×0.85 × 8 h = 238 kW·h)。彻底解决了夏季高温导致槽液温度超出工艺范围时出现的镀层不良,镀液添加剂消耗量大的问题。
[1]曾华梁, 倪百祥.电镀工程手册[M].北京: 机械工业出版社, 2010: 306-307.
[2]陈亚.现代使用电镀技术[M].北京: 国防工业出版社, 2003: 506-508.
How to select a chiller for cooling of zincate zinc plating bath
//
WANG Da-wei, ZHANG Xin-lei*
The selection of chiller for cooling of zincate zinc plating bath, cooling method, and calculation of some parameters such as bath volume, refrigerating capacity, flow rate of cooling water and calculation of heat-exchange area of heat exchanger were introduced.
zincate zinc plating; chiller; type selection; calculation
Yantai Shougang Dongxing Group Co., Ltd., Yantai 264006, China
TQ153.15
B
1004 – 227X (2017) 21 – 1149 – 03
10.19289/j.1004-227x.2017.21.007
2017–07–01
2017–09–05
王大畏(1980–),男,吉林辽源人,助理工程师,主要从事锌酸盐镀锌、阴极电泳涂装等方面的研究。
张新蕾,副高工,(E-mail) xinleizhang@126.com。
[ 编辑:周新莉 ]