拖拉机涡轮增压器中混合陶瓷球轴承无损检测设计
2017-12-16葛蓁
葛 蓁
(武汉工商学院 信息工程学院,武汉 430200)
拖拉机涡轮增压器中混合陶瓷球轴承无损检测设计
葛 蓁
(武汉工商学院 信息工程学院,武汉 430200)
依据多频涡流检测原理,提出了一种新的基于调频涡流的混合陶瓷球轴承无损检测方法。该方法采用单个检测通道和三角波调制信号,可以实现不同深度缺陷的检测和得到幅值线性变化的调制信号,使用自比式探头作为传感器,有效地抑制了温度漂移和探头振动产生的误差,提高了检测的效率和精度。建立了拖拉机涡轮增压器中混合陶瓷球轴承涡流无损检测仿真模型,并利用有限元软件对不同缺陷尺寸的拖拉机涡轮增压器中混合陶瓷球轴承进行了缺陷尺寸识别的仿真模拟计算,搭建了多频涡流无损检测系统实验平台,将实验测得的缺陷尺寸结果和仿真模拟计算进行了对比,验证了仿真和实验结果的一致性,进而说明了多频涡流检测在拖拉机涡轮增压器中混合陶瓷球轴承实际生产中应用的可行性。
多频涡流;涡轮增压器;混合陶瓷球轴承;无损检测;自比探头;拖拉机
0 引言
混合陶瓷球是一种体内具有大量彼此相通或闭合气孔的人工合成陶瓷材料,具有耐热性高、机械强度好、化学性能稳定和易于再生等很多优点,被广泛的应用在电子、能源、环保和化工等领域,并被用作敏感元件、吸声材料和人工骨骼等。随着陶瓷使用范围的不断增加,拖拉机涡轮增压器中混合陶瓷球轴承制作材料由普通的粘土发展到了耐高温、耐腐蚀、耐热和耐冲击性的材质。由于设计需求不同,对拖拉机涡轮增压器中混合陶瓷球轴承的性能要求也有所不同,因此也需要不同的制备工艺;而制造出来的拖拉机涡轮增压器中混合陶瓷球轴承种类也很多,但对于拖拉机涡轮增压器中混合陶瓷球轴承的质量检测仍然存在很多待解决的问题。涡流检测是一种无损检测新技术,其采用涡流作为激励,具有成本低、非接触检测和对材料表面缺陷灵敏度高等优点,加上其抗干扰能力强和被测对象参考检测点多等特性,非常适合拖拉机涡轮增压器中混合陶瓷球轴承的检测。
1 混合陶瓷球轴承无损检测系统总体设计
为了实现拖拉机涡轮增压器中混合陶瓷球轴承结构缺陷的无损检测,搭建了检测系统的硬件平台。该平台主要由5部分组成,其中包括多频涡流发生器、探头模块、信号处理模块、RMS/DC转换器和FM解调器,总体框图如图1所示。
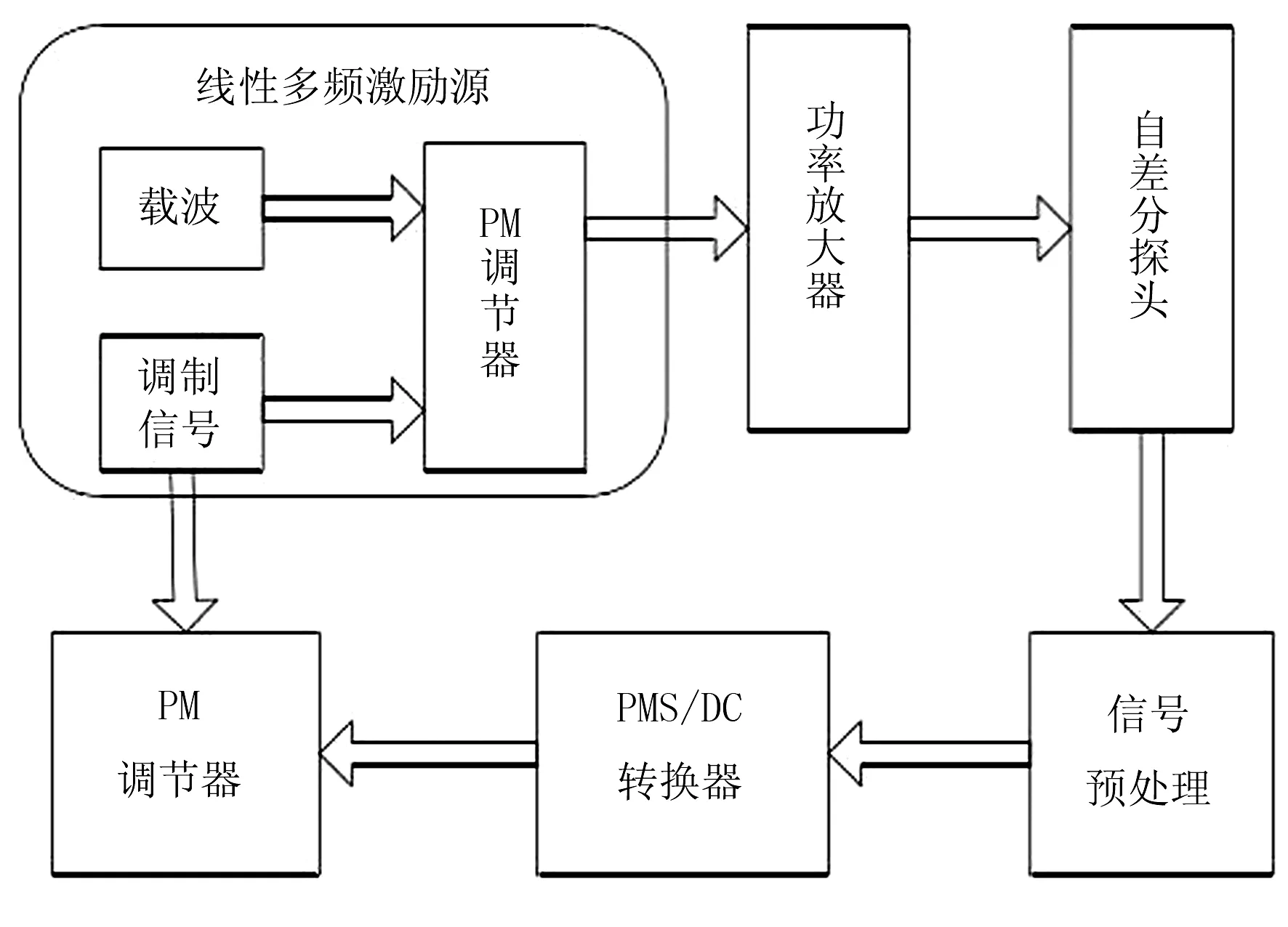
图1 拖拉机涡轮增压器中混合陶瓷球轴承结构 缺陷无损检测系统总体框架Fig.1 Overall framework of nondestructive testing system for porous ceramic structure intractor changer
本次检测的主要对象是拖拉机涡轮增压器中混合陶瓷球轴承试件表面的空隙和裂纹缺陷,而使用自比式探头对空隙突变和裂纹缺陷更加敏感,且抑制了温度变化和探头颤动给检测带来的影响,因此选用自比式探头,其结构如图2所示。
图2中,两个检测线圈为差动的形式,线圈采用圆柱结构,直径和线圈参数可以根据设计需要进行设计,外部采用漆包线的形式,信号的调制采用三角波发生器。三角波和正弦波的转换原理如图3所示。
三角波和正弦波的转换原理主要是由限幅电路实现的,该电路由三角波幅值控制的可变分压器控制,当三角波的瞬时电压非常小时,电路的输出斜率和三角波的斜率相同。

图2 自差分涡流探头示意图Fig.2 Schematic diagram of differential eEddy current probe
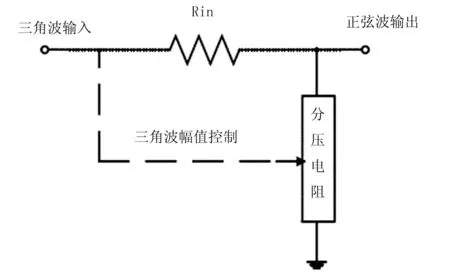
图3 正弦波转换原理图Fig.3 The principle diagram of sime wave conversion
2 信号发生器和涡流检测的数学模型
本设计中,信号的调频主要由两个子系统组成,包括信号调制系统和信号发生系统。信号调制主要利用Max038实现,三角波信号的发生主要由ICL8038完成。Max038价格适中,是一款比较精密的高频波发生器,可以发出三角波、正弦波和脉冲波等一系列波形。Max038的基本振荡器是1个张弛振荡器,其工作原理和一般的信号发生器类似,其COSC的外接引脚接CF,电流的充放主要是由IIN控制,但是会受到FADJ引脚的影响。IIN引脚电流的变化范围为1~780μA,电流的变化可以引起频率的变化,频率的变化范围可以达到0~380倍,作为粗调频使用。FADJ引脚电压在±2.4V之间变动,可以起到频率微调的作用。
当VFADJ=0时,调频信号发生器输出的频率为
(1)
其中,IIN表示引脚电流值;CF表示外接电容的值。电流值是由芯片的基准电压VREF加到电阻RIN上产生的,输出频率的表达式为
(2)
该频率变化范围可以达到380倍,因此可以实现不同类型陶瓷工件的结构缺陷检测,中心频率可以由RIN和CF设定,频率的调制主要靠FADJ引脚电压实现,两者的关系为
Fy=F0(1-0.2915VFADJ)
(3)
其中,Fy表示输出频率;F0表示中心频率。三角波由芯片ICL8038产生,三角波的线性失真率和温度漂移都较低,其外部电路如图4所示。
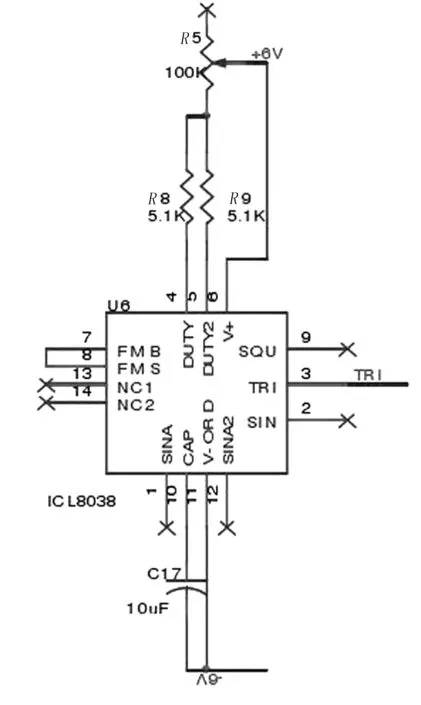
图4 外接电路原理图Fig.4 External circuit diagram
图4中,外接的电容是C17,其充电和放电的电流和R8与R9上的电流相等。当ICL8038上7和8引脚进行短接时,4和5引脚上的电平和7处的电平相等,R8上的电流大小为
I1=R1(V+-V-)/[(R1+R2)(R8+2R′)]
(4)
其中,R1=12kΩ,R2=40kΩ是芯片上的固定电阻。改变电流值需要改变外部电阻,对V+和V-进行分压,R′表示电位器的组织,三角波上升时间为
(5)
当R8与R9相等时,三角波是对称的,其周期为上升或者下降沿的两倍,其频率可以表示为
f=0.33/(R+2R′)C
(6)
其中,R的阻值是固定值,为外接电容,其阻值可以按照需要设置,三角波的频率变化为0.1~8Hz。被测导体可以简化为一个涡流计算环,于是电涡流传感器被简化为激励线圈-涡流计算系统,由等效电路可得到其微分方程为
(7)
其中,Ra和L1分别表示线圈电阻和电感;Rb和L2分别表示涡流计算环的电阻和电感。激励电源线圈的瞬时功率为
(8)
其中,WB表示磁场能量,则
(9)
其中,M表示互感阻抗值。假设频率为w,由等效电路可以得到空心变压的复数形式为
(10)
通过解方程,可以得到入端的阻抗为
(11)
于是,电涡流传感器的线圈阻抗表达式为
(12)
其中,Ra和L1表示M=0时线圈的电阻和电感值;Rb和L2表示涡流计算环的电阻和电感值。在进行测试时,根据电感的变化,可以测试拖拉机涡轮增压器中混合陶瓷球轴承的缺陷和孔隙的质量,实现拖拉机涡轮增压器中混合陶瓷球轴承的在线无损检测。
3 仿真和实验研究
建立三维涡流场的分析模型从理论上是可行的,但实现起来比较复杂,而被检测物体和检测线圈的电压对应关系同被检测物体的表面联系不大,因此可以将模型进行简化。为此,将线圈正面对应一个足够大的圆盘状导体,通过改变电磁物理场的模型参数,如改变磁场强度和电导率等,实现对缺陷的仿真模拟,其仿真模型如图5所示。
图5表示脉冲涡流虚拟仿真系统的结构模型,其实质就是利用霍尔传感器上测得的信号来表达拖拉机涡轮增压器中混合陶瓷球轴承的结构缺陷。通过仿真模拟可以得到信号和缺陷尺寸之间的关系,实现脉冲涡流无损检测过程。仿真过程使用的参数如表1所示。

图5 无损检测系统虚拟仿真模型Fig.5 Virtual simulation model of nondestructive testing system表1 仿真模型参数Table 1 Simulation model parameters
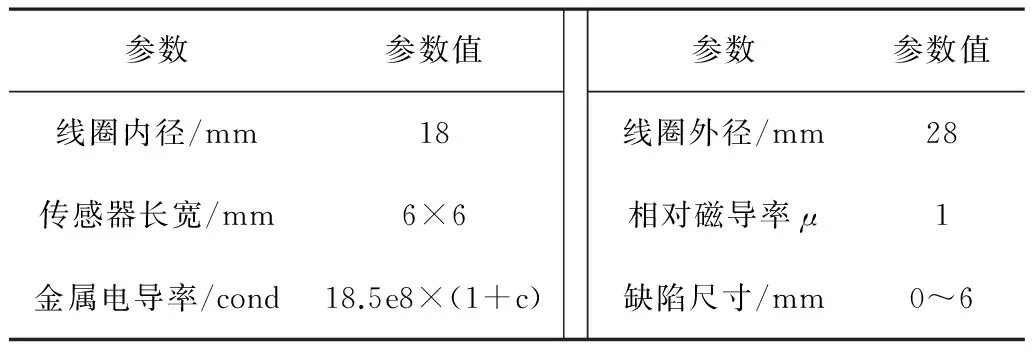
参数参数值参数参数值线圈内径/mm18传感器长宽/mm6×6金属电导率/cond18.5e8×(1+c)线圈外径/mm28相对磁导率μ1缺陷尺寸/mm0~6
表1中,主要包括线圈的内外径、传感器长度、相对磁导率、金属电导率和缺陷尺寸等,对模型进行网格划分后可以进行迭代计算,其细化后网格如图6(a)所示。

(a) 细化网格 (b) 计算结果图6 有限元网格和计算结果Fig.6 Finite element mesh and computational results
通过划分网格和迭代计算,可以得到图6(b)所示的计算结果。由计算结果,可以得到仿真模拟后的缺陷尺寸。
对多频涡流无损检测系统进行了实验测试,实验工件为一块280mm×80mm×8mm(长×宽×厚)的拖拉机涡轮增压器中混合陶瓷球轴承片,在工件上设计了不同的缺陷尺寸,主要是长度分别为1.10、1.15、1.20、1.25mm的裂纹,信号的采集过程如图7所示。
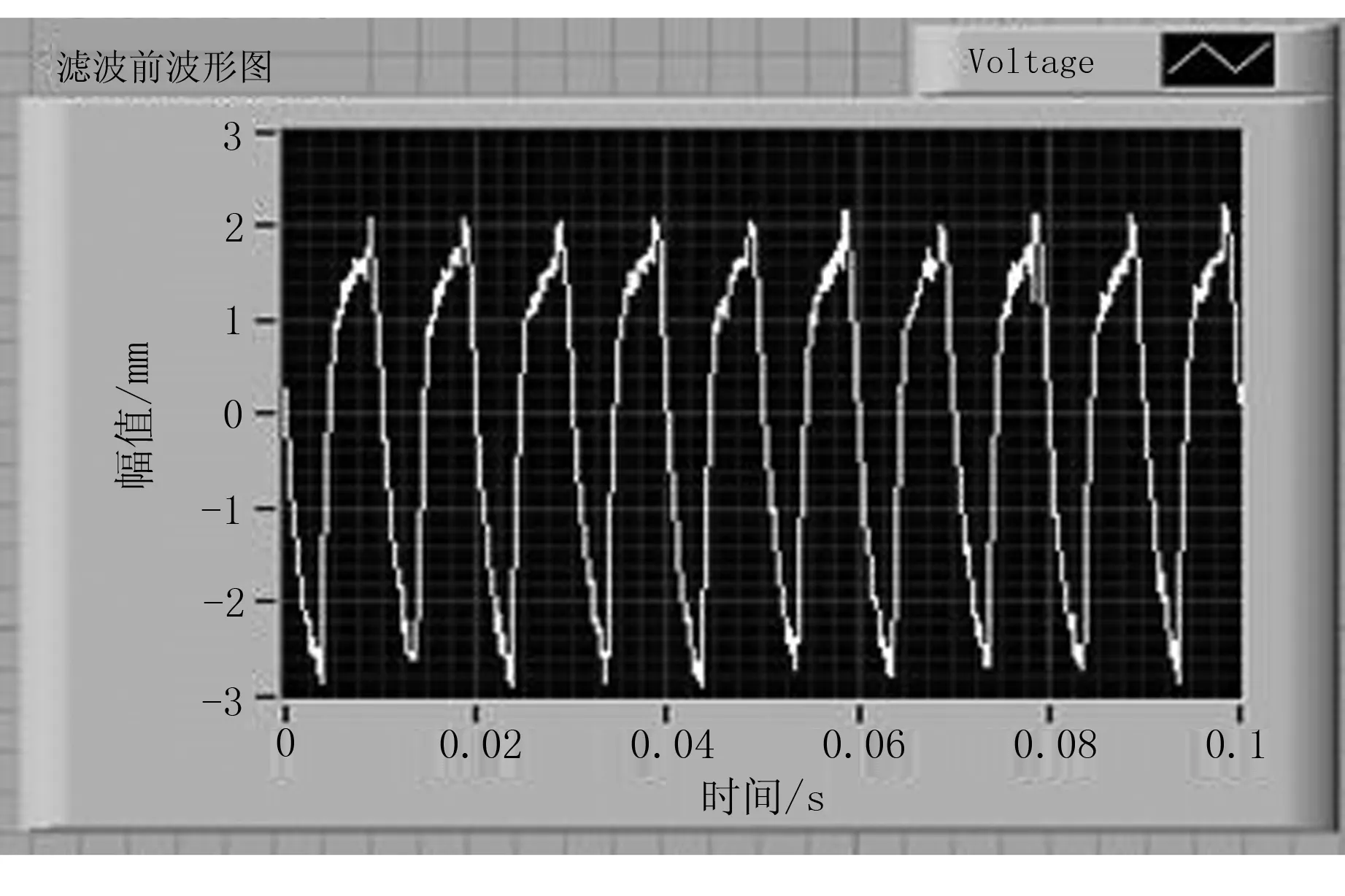
图7 检测信号波形采集Fig.7 Signal waveform acquisition
采集的波形后续还需要进行滤波操作,在实验中样本采集点设置为8 000个,采样周期为8个,采样频率为80 000Hz,对得到的实验数据进行了拟合处理,拟合前后结果如表2所示。

表2 曲线拟合误差分析Table 2 Curve fitting error analysis
由表2可以看出:拟合前后的绝对误差都小于1%,误差的范围在允许的范围内。这说明通过实验得到了理论的结果。
表3表示仿真模拟数据和实验数据的误差分析。由分析结果可以看出:实验数据和仿真数据的误差基本在允许范围内,从而验证了涡流检测系统的和有限元仿真的一致性,验证了涡流检测在实际生产中的可行性。对于同一试块,仿真与实验得出的结果随着缺陷尺寸的不同而不同,对于误差较大的实验组,可以采用峰值电压进行补偿。
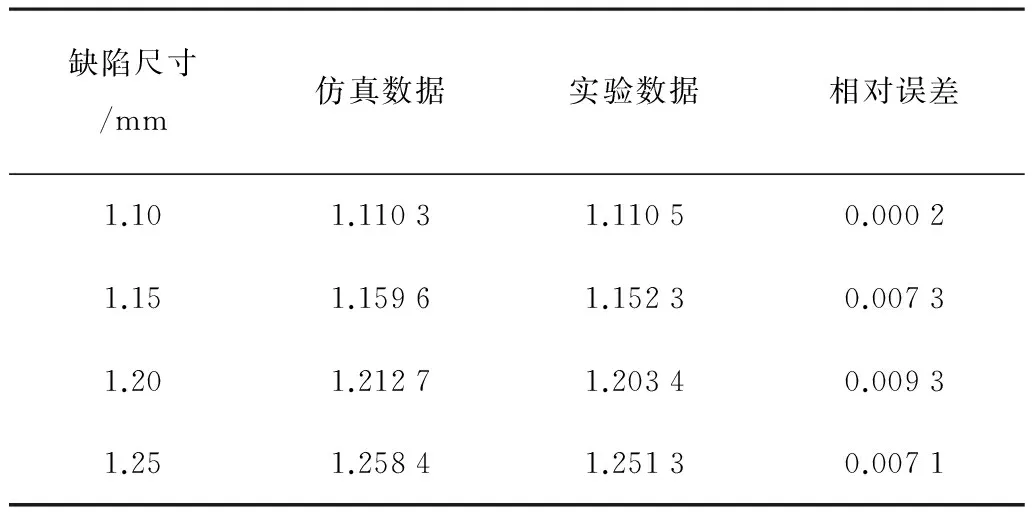
表3 实验数据与仿真数据的误差分析Table 3 Error analysis of experimental data and simulation data
4 结论
设计了新型基于三角波信号调制和涡流检测模型的拖拉机涡轮增压器中混合陶瓷球轴承无损检测系统。该系统采用单信道和自比探头,有效地提高了检测的效率和精度,建立了拖拉机涡轮增压器中混合陶瓷球轴承无损检测的有限元虚拟仿真模型,并搭建了实验平台。对仿真结果和实验结果进行了对比分析表明:实验数据和仿真数据的误差基本在允许范围内,从而验证了多频涡流在拖拉机涡轮增压器中混合陶瓷球轴承质量检测实际生产中的可行性。
[1] 刘松平.无损检测在航空工业中的机遇与挑战[J]. 航空制造技术,2009(25): 62-66.
[2] 陈金贵.多频/远场涡流检测技术在电力系统中的应用[J].无损检测,2009(11): 847-850.
[3] 王蔚宁.非常规涡流检测技术及其应用[J].科技信息,2010(28): 747-748.
[4] 林俊明.浅析多频涡流与脉冲涡流检测技术间的关系[J].无损检测,2012(03): 1-3.
[5] 曹海霞,王畅,杨宾峰,等.脉冲涡流无损检测提离效应研究[J].空军工程大学学报:自然科学版, 2011(3): 45-49.
[6] 高军哲,罗飞路,潘孟春,等.基于DDS技术的模块化多频涡流检测系统设计[J].仪表技术与传感器, 2009(10): 105-107.
[7] 高军哲,潘孟春,张琦,等.基于调频激励和细化谱分析的多频涡流检测技术研究[J].仪器仪表学报, 2011(11): 2628-2634.
[8] 高军哲,潘孟春,罗飞路.基于最小二乘法的多频涡流检测信号参数分析[J].测试技术学报,2010(2): 140-145.
[9] Junzhe Gao,Mengchun Pan,Feilu Luo.LSM-Based Parameter Analysis for Multi-Frequency Eddy Current Test Signal[J].Journal of Test and Measurement Technology,2010,24(2):140-145.
[10] 张东利,陈振茂,武美先,等.多频涡流裂纹重构方法及其在金属夹芯板焊部裂纹定量检测中的应用[J].无损检测2010(8):556-559.
[11] 沈丁杰,邹建伟,胡彬.锅炉受热面奥氏体不锈钢管弯头表面裂纹涡流检测技术研究[J].湖南电力,2011(3): 5-7.
[12] 胡兆祥,吴小亮.卧式蒸汽发生器传热管涡流检验方法与系统[J].电子世界,2012(14):67-69.
[13] 付刚强,郑勇,景鹏,等.内窥涡流一体化综合检测仪研制及在某航空发动机上的应用[J].无损检测,2010(2):134-137.
[14] 谢代义,吴清仁,杨媛,等.陶瓷抛光废料对拖拉机涡轮增压器中混合陶瓷球轴承轻质砖性能及结构影响的研究[J].中国陶瓷,2008,44(1):64-67.
[15] 王健,傅迎光,孙明璇,等.基于脉冲涡流检测技术的铁磁性材料厚度的测量[J].北京交通大学学报,2012(6):101-105.
[16] 齐勇,李勇,陈振茂,等.基于暂态磁场梯度信号的脉冲涡流无损检测和定量评估技术[J].无损检测, 2012(10) :68-71.
[17] 曹慧,丛川波,宋泳,等.添加造孔剂法制备拖拉机涡轮增压器中混合陶瓷球轴承及其强度与孔径控制[J].中国陶瓷,2009,45(2):33-36.
[18] 周德强,张斌强,王海涛,等.脉冲涡流圆柱型探头参数的优化设计[J].无损检测,2012,(9):44-48.
[19] 吴鑫,谢基龙,石坤,等.脉冲涡流参数对金属测厚影响的仿真分析[J]北京交通大学学报, 2012(1):59-62.
[20] 周德强,田贵云,尤丽华,等.方向性脉冲涡流应力检测研究进展[J].传感器与微系统, 2011(9):113-116.
[21] 林亚梅,李翠伟,汪长安.莫来石含量对钙长石/莫来石复相拖拉机涡轮增压器中混合陶瓷球轴承组织结构与性能的影响[J].无机材料学报, 2011(10):1-4.
[22] 黎阳.成型压力对低温制备氧化铝拖拉机涡轮增压器中混合陶瓷球轴承性能的影响[J].中国陶瓷, 2014(10):26-29.
[23] 刘欣,顾幸勇,李家科.钛酸铝质多孔隔热材料的制备[J].陶瓷学报, 2010(1):22-26.
[24] 齐勇,李勇,陈振茂,等.一种新型脉冲涡流提离交汇点的实验研究[J].空军工程大学学报:自然科学版,2012(6):31-36.
[25] 周德强,闫向阳,尤丽华.激励参数对脉冲涡流缺陷检测的仿真分析[J].无损检测, 2012(10):75-78.
[26] 刘军伟,张彤,范锦鹏,等.拖拉机涡轮增压器中混合陶瓷球轴承制备工艺及应用研究进展[J].材料导报,2010(19):17-22.
Non-destructive Test Design of Hybrid Ceramic Ball Bearing in Tractor Turbocharger
Ge Zhen
(School of Information Engineering,Wuhan Technology and Business University,Wuhan 430200, China)
Based on the testing principle of multi frequency eddy current,it put forward a new hybrid ceramic ball bearing based on frequency modulated eddy current nondestructive detection method, which uses a single detection channel and triangle wave modulation signal to realize detection of defects in different depth and get a linear amplitude modulated signal.By using self than the probe as a sensor, it effectively inhibited the temperature drift and vibration probe error, which improved the detection efficiency and accuracy.It established tractor turbine supercharger mixed by ceramic ball bearing eddy current nondestructive testing simulation model. It used the finite element software of different defect size tractor turbo is mixed ceramic ball bearing the defect size identification simulation, built the multi frequency eddy current nondestructive detection system experimental platform, the simulation results are compared for the experimentally measured defect size and the simulation results, verify the consistency of the simulation and experimental results, so that the multi frequency eddy current testing in tractor turbocharger mixed ceramic ball bearings in actual production application feasibility.
multi frequency eddy current; turbocharger; hybrid ceramic ball bearings; nondestructive testing; self specific probe; tractor
2016-01-16
现代物流与商务湖北省协同创新中心项目(2011A20131 3); 武汉工商学院科学研究项目(A2015005)
葛 蓁(1983-),女,河南商城人,讲师,硕士,(E-mail)gezhen1983@sina.cn。
TH133.3;S219
A
1003-188X(2017)03-0150-05
