冷却速度对奥氏体不锈钢焊缝低温AkV2的影响
2017-12-14孟新军王翰冬
张 新,孟新军,王翰冬,李 伟
(西安德森新能源装备有限公司,西安710000)
冷却速度对奥氏体不锈钢焊缝低温AkV2的影响
张 新,孟新军,王翰冬,李 伟
(西安德森新能源装备有限公司,西安710000)
为了进一步优化移动式压力容器用奥氏体不锈钢焊缝低温冲击韧性,通过对奥氏体不锈钢焊缝采用空冷、气冷、铜冷的冷却方式,对3种冷却方式的焊缝进行了拉伸及-196℃低温冲击试验对比分析,并对其焊缝组织进行了观察分析,发现奥氏体不锈钢焊缝的组织中铁素体均匀分布于柱状晶两侧,因此其具有较高的抗拉强度。试验结果得出,铜冷方式冷却焊缝速度最快,从900℃到400℃降温时间为36 s,组织奥氏体化程度最高,焊缝-196℃低温冲击韧性值最优,为24.67 J。
奥氏体不锈钢;冷却速度;铜冷;低温韧性;焊缝
天然气汽车的动力来源于天然气燃烧产生的能量,而天然气作为一种易爆易燃气体,其对存储及运输容器的技术要求较高,既要有一定的承压能力,又要有较好的防腐性能,同时要求存储液化天然气的容器应该有良好的绝热真空夹层,以保证天然气使用过程的安全性。这几项性能均与天然气存储及运输容器的焊接质量密切相关,其中车载液化天然气气瓶均在振动载荷的工况下使用,因此其焊缝低温塑韧性成为了考虑的主要指标。
目前车载液化天然气气瓶使用的主要材质是304奥氏体不锈钢,主要组织为奥氏体,在低温-196℃仍具有良好的塑韧性,当经历焊接热输入作用后,其组织会发生变化,而且不同的焊缝冷却工艺对于组织变化有一定的影响,焊缝的低温塑韧性能也会随之变化[1-3]。本研究通过对304奥氏体不锈钢焊缝分别进行空冷、气冷和铜制冷滑块方式冷却,分析冷却速度对304奥氏体不锈钢焊缝组织及性能的影响,找出一种可以优化304奥氏体不锈钢焊缝组织的冷却工艺。
1 试验材料与方法
试验用材料为3件太原钢铁(集团)有限公司所产的304(参考GB 24511—2009《承压设备用不锈钢钢板与钢带》标准)奥氏体不锈钢板卷制而成的筒体,规格为Φ850 mm×5 mm,其化学成分见表1。
所用的焊接材料为Φ1.2 mm的308L(参考YB/T 2092—2005《焊接用不锈钢丝》标准),其化学成分见表2。

表1 304奥氏体不锈钢的化学成分 %

表2 308L不锈钢焊丝的化学成分 %
采用机械MIG焊接方法堆焊筒体,焊接规范参数均为:电流275±5 A,电压29.5±0.5 V,焊接速度320 mm/min。焊后对红热金属分别采用空冷、气冷、铜制冷却装置冷却焊缝,冷却过程中使用热电偶测量并记录焊缝区域的冷却循环曲线。最后对堆焊接头进行了焊缝拉伸、焊缝-196℃低温冲击、焊缝及母材金相组织观察等试验,试验方案见表3。
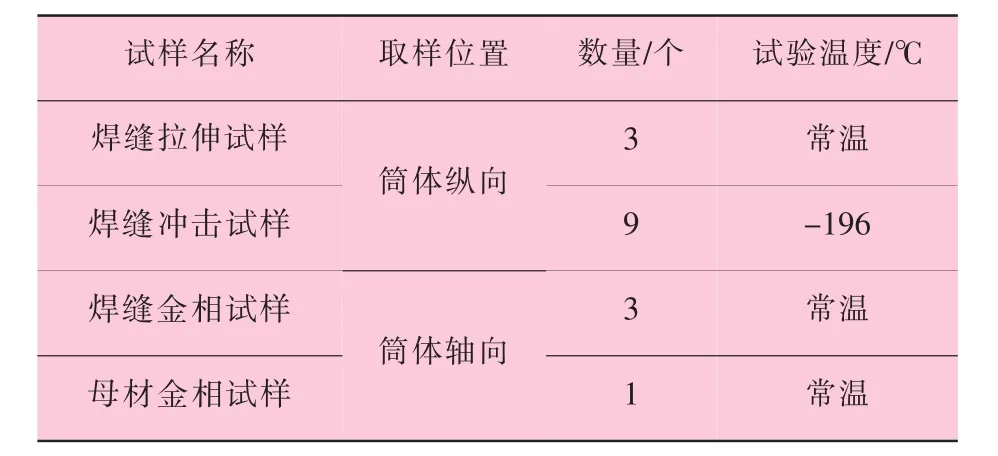
表3 试验方案
拉伸试验参照GB/T 228—2010标准执行,试样标距为37 mm,标距内宽度为25 mm,在30 T电子万能材料试验机CMT 5305上对焊缝进行的拉伸试验。冲击试验参照GB/T 229—2007执行,垂直于焊缝切取冲击试样,试样尺寸为2.5 mm×10 mm×55 mm,缺口位于焊缝中心,V形缺口在2 mm摆锤刀刃下冲击,冲击前先将试样完全浸泡在液氮中20 min左右,然后用专用夹具快速将试样在液晶显示全自动摆锤冲击试验机ZBC-2302-2上进行冲击试验,每组共冲击3次,结果取平均值。金相组织试验参照GB/T 3375—1994标准进行焊接缺陷及组织分析,分别对3种焊缝组织和母材组织进行显微组织观察。
2 试验结果与分析
2.1 焊缝热循环曲线、屈服强度及低温AkV2
分别使用空冷、气冷和铜制冷却装置冷却焊缝得到的热循环曲线如图1所示。
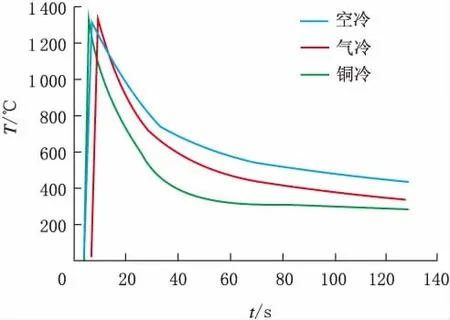
图1 3种冷却方式下焊缝的热循环曲线
由于奥氏体不锈钢焊缝从910℃到450℃的冷却速度直接影响着其奥氏体化程度的大小[4-8],故以900℃降到400℃所需要的时间t9/4为指标评价冷却速度。由图1可以看出,空冷方式下焊缝的冷却速度最慢,其t9/4=124 s;气冷方式冷却速度居中,其t9/4=58 s;铜制冷却装置冷却速度最快,其t9/4=36 s。
3种冷却方式下焊缝的抗拉强度Rm及-196℃冲击吸收功AkV2结果见表4。
由表4可见,空冷方式下焊缝抗拉强度最小,为617 MPa;铜制冷却装置方式下抗拉强度最大,为636 MPa;空冷方式下-196℃低温冲击吸收功AkV2最小,为16.43 J,铜制冷却装置方式下最大,为24.67 J。
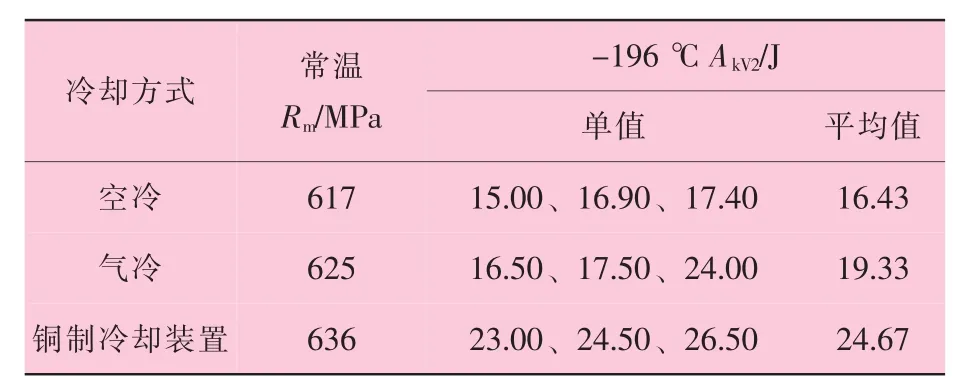
表4 3种冷却方式下焊缝的拉伸强度和冲击韧性
2.2 焊缝及母材金相显微组织
奥氏体不锈钢母材组织如图2所示。由图2可以看出,奥氏体不锈钢母材的组织比较纯,为单相奥氏体组织,奥氏体是一种高温态组织,当铬镍含量达到一定百分比时可以在常温态、低温态下存在,其在低温下具有良好的塑韧性,因此当进行奥氏体不锈钢焊接时,为了满足使用性能要求,应尽可能保证焊缝继承母材组织,而获得较优性能的接头[9-10]。
3种冷却方式下奥氏体不锈钢焊缝组织形貌如图 3 所示。由图 3(a)、图 3(c)及图 3(e)可以看出,在热输入相当的前提下,焊核区域的铁素体分布均匀,说明其具有较好强度,但随着冷却方式的不同,其铁素体数量有较大变化,对其低温韧性有一定的影响:采用空冷,冷却速度最慢,其铁素体沿着柱状晶有明显的分布,且数量最多,冲击韧性最低,为16.43 J;采用气冷,冷却速度居中,其铁素体沿着柱状晶分布疏散,数量居中,冲击韧性为19.33 J;采用铜冷,冷却最快,其铁素体沿着柱状晶分布疏散,且存在明显的奥氏体空白区域,冲击韧性为24.67 J。由此验证了冷却速度越快其焊核组织奥氏体化程度越高,焊缝性能越好。
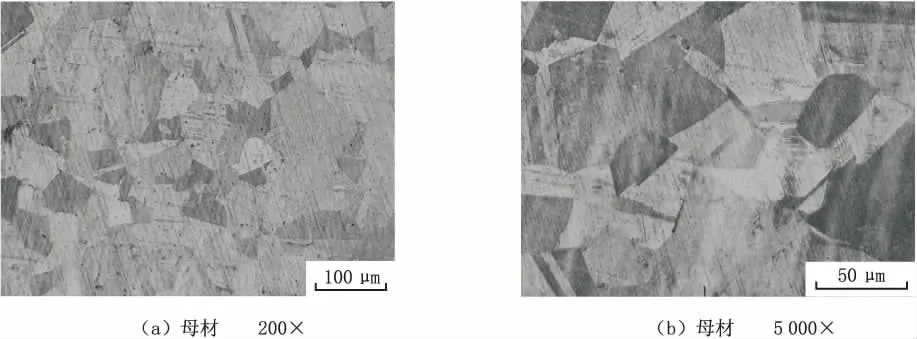
图2 奥氏体不锈钢母材组织形貌
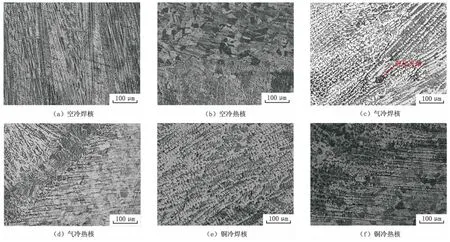
图3 3种冷却方式下奥氏体不锈钢焊缝及热影响区组织形貌 200×
由图 3(b)、 图 3(d)及图 3(f)可以看出,在热输入相当的前提下,热影响区的宽度会随着冷却速度不同而变化:采用空冷,冷却速度最慢,其热影响区宽度在200倍的放大倍数下未显示完全,宽度最大;采用气冷,冷却速度居中,其热影响区宽度在200倍的放大倍数下大约占宽度的25%,宽度居中;采用铜冷,冷却最快,其热影响区宽度在200倍的放大倍数下大约占宽度的10%,宽度最窄。由此更加验证了冷却速度越快,其奥氏体不锈钢焊接接头性能越好。
3 结 论
(1)奥氏体不锈钢焊缝组织中,铁素体均匀分布于柱状晶两侧,因此其具有较高的抗拉强度,大约为626 MPa。
(2)使用铜冷方式的奥氏体不锈钢焊缝,其焊缝冷却速度最快,组织奥氏体化程度最高,焊缝-196℃低温冲击韧性值最高,AkV2为24.67 J。
[1]戎咏华.材料科学基础[M].上海:上海交通大学出版社,2003:193-209,260-289.
[2]郑修麟.材料的力学性能[M].西安:西北工业大学出版社,2002:87-88.
[3]陈国邦.低温下奥氏体不锈钢的马氏转变[J].低温工程,1992(1):23-29.
[4]张子强.奥氏体不锈钢焊缝金属-196℃低温冲击韧性工艺性试验[J].真空与低温,2000,6(4):57-60.
[5]陈勇,陆戴丁,孔韦海,等.奥氏体不锈钢深冷低温冲击试验方法研究[J].低温与超导,2015,43(2):47-50.
[6]战奇,李玉虎,梁玉国,等.关于铬镍不锈钢低温冲击问题的探讨[J].压力容器,2000,17(3):20-23.
[7]庞辉勇,谢良法,李经涛.提高3.5Ni厚钢板低温冲击韧性的研究[J].压力容器,2009,26(10):5-9.
[8]武战学,当恩,刘宏亮,等.X80钢管焊接接头断裂韧性试验分析[J].焊管,2011,34(3):29-32.
[9]王绪华,张劲楠.X80级管线钢冲击韧性及其有效晶粒研究[J].焊管,2009,32(12):20-22,31.
[10]曾侗,陈文琳,郭震,等.奥氏体不锈钢活性焊接接头组织及性能[J].焊接,2015(10):53-56.
Influence of Cooling Speed on Low Temperature AkV2of Austenitici Stainless Steel Weld
ZHANG Xin,MENG Xinjun,WANG Handong,LI Wei
(Xi’an Desen New Energy Equipment Co.,Ltd.,Xi’an 710000,China)
In order to optimize the cryogenic impact toughness of austenitic stainless steel weld for mobile pressure vessels,air cooling,gas cooling and copper cooling were taken for austenitic stainless steel weld,the results of tensile test and-196℃low-temperature impact test with the three cooling methods were analyzed and compared,the weld microstructure was observed and compared.The analyses showed that,ferrite was uniformly distributed on two sides of columnar crystal,so it has high tensile strength.The results indicated that the fastest cooling rate was by copper cooling,it took 36 s to cool form 900℃to 400℃,and the cryogenic impact toughness of weld at-196℃had optimal value 24.67 J.
austenitici stainless steel;cooling speed;copper cooling;low-temperature toughness;weld
TG151.2
B
10.19291/j.cnki.1001-3938.2017.11.004
张 新 (1989―),男,陕西子长人,工学硕士,焊接工程师,主要从事压力容器焊接工艺开发及优化、焊接设备改制等工作。
2017-07-02
编辑:李红丽
