催化醇酸脱水合成乙酸乙酯的研究进展
2017-12-13薛来奇高一畅帕孜拉哈吉提
薛来奇 高一畅 帕孜拉·哈吉提
(昌吉学院化学与应用化学系 新疆 昌吉 831100)
催化醇酸脱水合成乙酸乙酯的研究进展
薛来奇 高一畅 帕孜拉·哈吉提
(昌吉学院化学与应用化学系 新疆 昌吉 831100)
乙酸乙酯是一种具有广泛用途的有机化合物,合成乙酸乙酯催化剂的研究对于乙酸乙酯的生产具有重大影响。评述了苯磺酸、强酸性阳离子交换树脂、分子筛、固体超强酸、离子液体、硫酸盐、路易斯酸和杂多酸及其盐等催化剂催化醇酸脱水制备乙酸乙酯的方法,并指出固体超强酸、杂多酸及其盐和离子液体是醇酸脱水制备乙酸乙酯的优良催化剂。
乙酸乙酯;醇酸;催化;合成
乙酸乙酯是一种重要的化工原料,常用于医药、涂料、橡胶、油漆、纤维素、油墨、染料、有机酸和人造香精等的生产中。目前工业上和实验室经典的合成方法是采用浓硫酸催化的液相脱水法来制备[1-2],液相催化制备乙酸乙酯也有采用盐酸、磷酸和铌酸的报道[3-5]。经典的乙酸乙酯合成方法是硫酸催化法,这种方法虽然工艺成熟,但产品收率不高,存在腐蚀设备,碳化严重,副反应易发生和污染环境等问题。相对而言,磷酸作催化剂较其他酸好,但产率也不高,成本较大,也存在废酸难处理的情况,不符合现今“绿色化学”的要求。因此液固等多项反应体系,更加受到人们的关注。该方法所用的催化剂又能回收和重复使用,是价廉易得的环境友好催化剂。笔者结合自己多年的研究,就近年来关于催化醇酸脱水合成乙酸乙酯的研究进展进行综合研究与评述。
1 苯磺酸
1.1 烃基磺酸
对甲苯磺酸(P-CH3C6H4SO3H·H2O)用来催化合成乙酸乙酯,取得了较好的催化剂效果,与浓硫酸相比,具有酸性较强、用量少、副反应少,且属于固体有机酸,价廉物美,易保存、对设备的侵蚀和环境污染小,使用效果好,是一种良好的催化剂。曾小君等[6]用对甲苯磺酸作催化剂,催化合成了乙酸乙酯,醇(95%):酸=2.6:1,催化剂的用量为总质量的11%,回流1.5h,乙酸乙酯的收率达97%。封瑞江等[7]用对甲苯磺酸做催化剂,回流装置下端装一分水器,以溶剂回流法合成乙酸乙酯,反应时间为4h、催化剂的用量为乙醇和冰乙酸总质量的1.3%、醇与酸的摩尔比为2:1时,乙酸转化率可以达到91.68%,与不加带水剂方法相比,提高了15.66%。张艺川等[8]讨论证明对甲苯磺酸做催化剂合成乙酸乙酯,物料配比1:1.25(以冰乙酸的物质的量准则),催化剂用量2.0g,回流1h,最终产率达到73.87%。除对甲苯磺酸外,以磺酸的共聚物制备的催化剂,也具有较好的催化性能,可催化合成乙酸乙酯。刘圣环等[9]人报导,使用自己制作的苯乙烯/丙烯磺酸共聚物(St-c-AS)1.6g做催化剂,乙酸6ml,无水乙醇6ml,回流反应50min,催化剂不需分离可重复使用10次,酯化产率可达90%以上。
1.2 氨基磺酸
氨基磺酸(H2NSO3H)是一种无色无味,室温下不易潮解的结晶固体酸,不溶于乙醇和乙酸,随着反应温度的升高渐渐融解,可催化合成乙酸乙酯,系统冷却后,氨基磺酸结晶析出,易于分离,符合环境友好催化剂的要求。张长花等[10]人探究了氨基磺酸催化合成乙酸乙酯,醇酸比为2:1,催化剂的用量为醇酸总质量的5.5%,反应温度90-91℃,回流反应1小时,转化率达81.2%,并且氨基磺酸可重复使用5次而转化率的变化不大。
2 强酸性阳离子交换树脂
强酸性阳离子交换树脂作为催化合成乙酸乙酯的催化剂,具有酸性强,反应温和,无副反应发生,且产率较高。反应完后处置容易、方便,容易分离,对设备无侵蚀作用,对环境污染小,并且能多次重复使用,具有工业使用价值,是一种能够推广和利用的环境友善的催化剂。李浔等[11]人探讨了DOWEX MARATHONC大孔径强酸性苯乙烯阳离子交换树脂催化合成乙酸乙酯,使用醇酸比为1.5:1,催化剂用量110g/L,反应温度70℃,反应时间55min,乙酸乙酯的收率为62%。张蕾等[12]人探究了D072强酸性阳离子交换树脂催化合成乙酸乙酯,酸与醇的摩尔比为1:1,催化剂用量6g,反应时间100min,乙酸转化率达到达65.53%,催化剂经过滤后重复使用较好。田晖等[13]人研究了以强酸性阳离子交换树脂(A-36)为催化剂,使用催化精馏工艺进行乙酸乙酯的反应,获得了较好的结果。催化剂选用尼龙布包装,空速为0.213h-1,进料中酸醇比为3:1,回流比为1.0,乙醇进料的地方在催化剂底部,乙醇进料温度为75℃,乙酸进料温度为25℃,此时乙醇转化率为97.16%,塔顶乙酸乙酯含量为95.44%。催化剂的重复性和稳定性较好,且塔釜液得到的95%左右的乙酸还可以回收利用,具有一定的工业应用价值。孟繁生等[14]人探究了D005大孔型强酸性阳离子交换树脂催化合成乙酸乙酯的实验,醇与酸的摩尔比为(1.05—1.1):1,催化剂用量是反应原料的17%,反应时间90min,酯化反应产率达到69.3%,催化剂可多次重复使用。
3 分子筛
分子筛是指拥有均匀孔道的一类物质,分微孔、介孔和大孔,一般情况下分子筛可以做干燥剂、吸附剂、催化剂和离子交换剂等。常使用的分子筛是由硅氧四面体或铝氧四面体通过氧桥键链接而构成结晶态的硅酸盐或硅铝酸盐,经常使用的是微孔和介孔分子筛。
张怀彬等[15]人用天然丝光沸石经过酸处理得到H-丝光沸石作催化剂合成乙酸乙酯。实验证明,乙酸和乙醇用H-丝光沸石作催化剂合成乙酸乙酯,具有较好的稳定性、选择性和催化活性。郭海福等[16]人也谈论了以HZSM-5沸石固相催化,在常压液相中催化合成乙酸乙酯。结果表明:催化剂用量5g,醇酸摩尔比为1.5:1,沸水浴加热2小时,所得到的酯化率在78%以上。卢伟京等[17]人也讨论HZSM-5分子筛催化剂具备很高的催化活性。合适的温度和适度的醇酸比可以抑制乙醚的产生。雷一庆等[18]人讨论了用磷改性的HZSM-5沸石分子筛催化剂有效的抑制副反应乙醚的生产,提高了乙醇的利用率。原料乙醇含少量的水时对反应的影响也不大。高军等[19]人讨论并试验证明选用吸附方法制备了磷钨酸改性ZSM-5分子筛催化剂,并对催化剂进行XRD表征,表征成果解释了磷钨酸在分子筛中均匀分散,并且分子筛结构未受到破坏,将制备的催化剂用于合成乙酸乙酯,醇酸摩尔比为2∶1,催化剂用量为1.0%(质量分数),反应时间为6h,此时产物酸转化率为70.00%,催化剂一连使用6次活性无明显降低。王延吉等[20]人制备了沸石性超强酸催化剂S042-/TiO2(Fe2O3)/HB,用于合成乙酸乙酯,实验证明该催化剂具有超强酸性质,可以明显提高乙酸乙酯的酯化率。王爱军等[21]人用试验证实固体超强酸TiO2/SO2-4/HZSM-5沸石分子筛为催化剂,使用常压液固相酯化反应合成乙酸乙酯。催化剂用量2g,醇酸摩尔比为1:2.5,在100℃—110℃上回流3小时,酯收率为84%。
4 固体超强酸
固体超强酸是一种酸性较强的固体酸,与液体酸相比,具备较高催化活性和优点,易与体系分离。同时具有腐蚀性小,操作简单,选择性高,环境污染小等特点,可在较高温度范围内使用,固体酸催化反应可扩大热力学上的讨论范围。表1和2统计了各种固体超强酸催化结果。

表1 固体超强酸催化合成乙酸乙酯
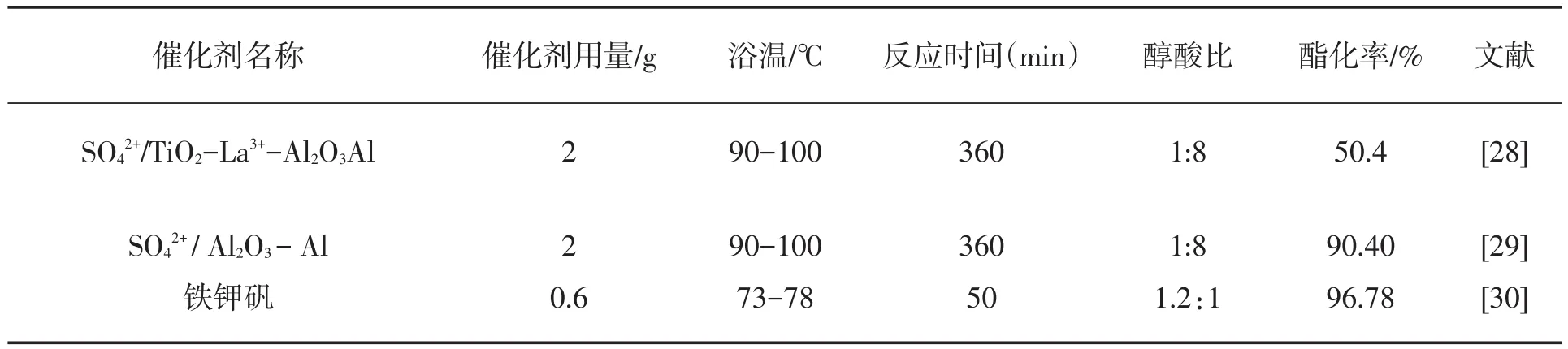
表2 新型固体酸催化合成乙酸乙酯
5 离子液体
离子液体作为一种新型的环境友好催化剂系,逐渐被人们认识与接受。它们具备零蒸汽压、宽液程、优秀的溶解性、可设计性和可循环使用等特征。近年来,离子液体作为一种相对于环境友善的溶剂和催化剂系统,正在被人们了解与接受,而且能够重复使用, 这在环境问题日趋引发人们关心的今天显得尤为重要。肖本友等[31]人研究表明离子液体催化合成乙酸乙酯都取得了较满意的成果。但仍然还存在诸多的问题:离子液体合成过程较复杂,合成成本较高,催化合成的反应机理不明,等。孙琳等[32]人用硅胶固定化离子液体作催化剂合成乙酸乙酯取得了较好的效果,酸醇比为1.5:1,催化剂用量为0.5,反应温度80℃,时间4h,酯收率为87%。表3统计了几种离子液体催化合成乙酸乙酯的结果。

表3 离子液体催化合成乙酸乙酯
6 硫酸盐
6.1 硫酸铝
硫酸铝是一种白色晶体,有甜味,溶于水,不溶于乙醇的固体。孙静霞等[37]人用实验表明硫酸铝催化合成乙酸乙酯,产品的质量好而且价廉易得安全性也很高,产品的产率可高达97.8%。具有较好的工业开发价值。
6.2 硫酸氢纳
硫酸氢纳也称酸式硫酸钠,无色结晶,无气味。孟祥福等[38]人研究了以硫酸氢钠为催化剂,用乙酸和乙醇为原料合成了乙酸乙酯。最优的反应条件为:催化剂用量0.2g/0.1mol酸,乙醇和乙酸摩尔比为0.495∶0.33(1.5∶1),带水剂环己烷15mL,回流反应2.5h,乙酸的酯化率为87.5%。
6.3 硫酸钛
硫酸钛是半透明无定形块状结构,易潮湿,呈强酸性,溶于稀硫酸和水,水溶液极易水解。李长智等[39]人讨论了以硫酸钛为催化剂,无水乙醇和冰乙酸为原料合成乙酸乙酯。研究结果显示,催化剂用量为冰乙酸质量的10.2%,酸醇摩尔比为1∶1.8,反应时间为60min,酯收率达69%以上。
6.4 复合硫酸盐
曾春元等[40]人研究了(1)硫酸盐复合催化剂是合成乙酸乙酯的一种较优催化剂,并具活性高、易与有机液分离、稳定性很好、无侵蚀、在适宜操作条件下酯化率达87.57%。(2)硫酸盐复合催化剂合成乙酸乙酯的最佳条件为:催化剂之比为(n(Fe2(SO4)3):n(K2SO4))4.2∶1,酸醇摩尔比 1:1.6,反应时间110min,反应温度75℃—95℃,环己烷14mL,平均酯化率达87.57%。表4统计了几种硫酸盐催化合成乙酸乙酯的结果。
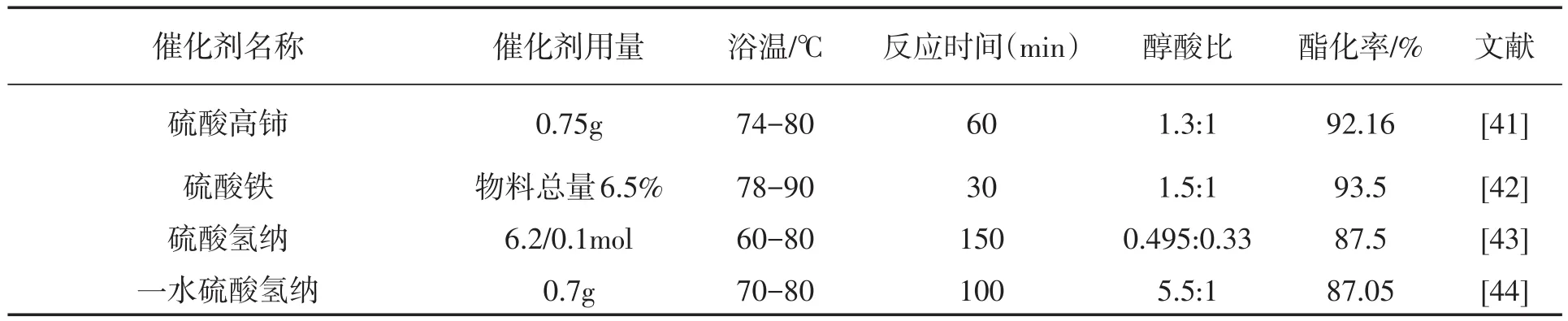
表4 硫酸盐催化合成乙酸乙酯
7 路易斯酸
路易斯酸是合成乙酸乙酯较好的一类催化剂,不但催化活性较好,产率较高,而且能够重复使用。常见的路易斯酸有四氯化锡、氯化锌、氯化铁和氯化铝。刘思周等[45]人研究了路易斯酸是优秀的乙酸乙酯合成反应的催化剂,催化活性高,用量少,酯的收率较高,且能够重复使用。表5和6统计了路易斯酸催化合成乙酸乙酯的结果。
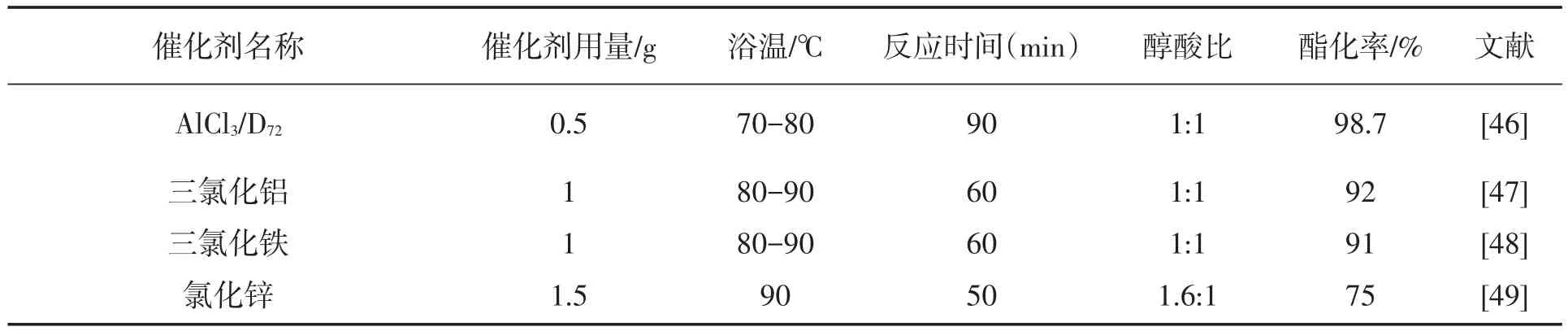
表5 路易斯酸催化合成乙酸乙酯

表6 微波场中的路易斯酸催化合成乙酸乙酯
8 杂多酸及其盐
杂多酸及其盐是一类含有氧桥键的多核配合物,呈笼状构,不仅酸性高,而且氧化性较好,所以可作为酸性催化剂或者氧化还原型催化剂使用,同时也可作为双功效的催化剂使用,特别在乙酸乙酯的合成中,表现出了较好的活性和选择性。同时可回收反复利用,不侵蚀设备,不污染环境等,因此,杂多酸及其盐是一种绿色的环境友好催化剂。表7统计了杂多酸及其盐催化合成乙酸乙酯的结果。

表7 杂多酸及其盐催化合成乙酸乙酯
9 其他催化剂
李玉峰等[65]人用可膨胀石墨作催化剂合成乙酸乙酯,催化剂用量为6g,酸醇摩尔比为1:1.5,反应时间为50min,反应温度为50℃,酯化产率38.15%。施介华等[66]人讨论了以1-丁基-3-甲基咪唑磷钨酸盐为催化剂合成乙酸乙酯,反应条件为:酸醇摩尔比为3:1,催化剂用量为3g,反应时间为330min,酯收率可达99.68%—99.91%。易回阳等[67]人用碳纳米管作催化剂合成乙酸乙酯,催化剂用量为1.5g,酸醇摩尔比为1:2.5,反应时间为150min,反应温度为92℃,乙酸的转化率为58%。李晓莉等[68]人讨论了以稀土氧化物(Nd2O3)为催化剂催化合成乙酸乙酯,反应条件为:酸醇摩尔比为1:2,催化剂用量为1.08g,反应时间为120min,酯收率可达75.08%。李峰峰等[69]人用磺化石油焦作催化剂合成乙酸乙酯,催化剂用量为0.5g,酸醇摩尔比为1:1.5,反应时间为150min,反应温度为90℃,带水剂环己烷10mL,酯化率为96.2%,循环使用5次,催化剂的活性基本不变。
结 论
乙酸乙酯作为一种紧要的化工基本原料和有机溶剂,用途广泛需求量大,开展对用醇酸合成乙酸乙酯的研究具有重大意义。在乙酸乙酯的合成反应中,应注意控制醇酸比、反应温度、水分的分离和催化剂的选择。前面讨论了多种催化醇酸合成乙酸乙酯的催化剂虽然各有不同,但是与浓硫酸相比,都具有较好的催化活性,副反应少,环境污染小。特别是固体超强酸、杂多酸及其盐和离子液体,它们都具有较高的活性,且能重复使用,是理想的 “绿色化学”催化剂,值得深入研究,从而充分发挥它们在工业生产中的应用价值。
[1]张思规.精细有机化学品技术手册(下册)[M].北京:科学出版社,1993:967-968.
[2]王清廉,沈凤嘉.有机化学实验[M].北京:高等教育出版社,2001:160.
[3]杨春霞,孟平蕊,夏光明,等.乙酸乙酯合成方法的改进[J].山东建材学院学报,1999,(3):259-261.
[4]杨德文,俞善信.磷酸催化合成乙酸乙酯[J].聊城师院学报,2002,(1):44-45.
[5]田志新,李菊仁,龚键.铌酸催液相化合成乙酸乙酯[J].合成化学,2000,(3):260-263.
[6]曾小君,王航航,陈燕红,等.乙酸乙酯合成实验的绿色化改进[J].实验科学与技术,2013,11(6):30-31.
[7]封瑞江,王璐璐,赵崇峰.溶剂回流法合成乙酸乙酯[J].化学与生物工程,2010,(8):36-38.
[8]张艺川,钟元高,杨冰,等.合成乙酸乙酯实验的改进[J].世界科技研究与发展,2009,31(4):589-591.
[9]刘圣环,孟平蕊,于立娟,等.磺酸型固体催化剂催化合成乙酸乙酯[J].化学工业与工程技术,2011,2(32):10-12.
[10]张长花.氨基磺酸催化合成乙酸乙酯[J].滨州师专学报,2002,18(4):27-29.
[11]李浔,吴道新,夏畅斌,等.阳离子交换树脂作催化剂合成乙酸乙酯的研究[J].精细化工中间体,2006,36(3):55-58.
[12]张蕾,唐大新,唐桂芳,等.强酸性阳离子树脂作催化剂合成乙酸乙酯的研究[J].广西民族大学学报(自然科学版),2008,14(1):67-69.
[13]田晖,黄智贤,吴燕翔.催化精馏合成乙酸乙酯[J].化学反应工程与工艺,2009,25(6):550-554.
[14]孟繁生,吴万春,于文翠.树脂法合成乙酸乙酯[J].辽东学院学报(自然科学版),2014,21(1):4-7.
[15]张怀彬,张宝珍,李赫亘.用沸石催化剂合成乙酸乙酯[J].石油化工,1986,(15):476-480.
[16]郭福海,彭革,赵薇.HZSM-5沸石催化剂合成乙酸乙酯的研究[J].内蒙古工学院学报,1993,12(1):66-70.
[17]卢伟京,宋少芳,韦小杰,等.用 HZSM-5为催化剂合成乙酸乙酯[J].广西大学自然学报,1997,22(2):139-142.
[18]雷依庆,张果红,李香兰,等.用磷改性HZSM-5沸石分子筛为催化剂合成乙酸乙酯[J].石油化工,1991,(20):32-35.
[19]高军,佟以超,苏清泉,等.磷钨酸改性 ZSM-5 催化合成乙酸乙酯[J].贵州化工,2006,31(3):13-15.
[20]王延吉,赵新强,苑保国,等.沸石型超强酸催化剂酸乙酯合成反应研究[J].河北工业大学学报,1997,1(26):99-104.
[21]王爱军,赵地顺,韩文爱,等.TiO2/SO2-4——HZSM-5催化合成乙酸乙酯[J].河北化工,2003,(4):26-27.
[22]王爱军,赵地顺,庞登甲.Fe3+/HZSM-5分子筛催化合成乙酸乙酯[J].河北化工,2004,(3):30-33.
[23]曹立群.SO2-4/TiO2/La3+固体超强酸催化合成乙酸乙酯的研究[J].长沙电力学院学报(自然科学版),2001,16(4):79-80.
[24]黄运凤.SO4-2/TiO2催化合成乙酸乙酯的实验设计[J].广西城市职业学院学报.2008,2(4):37-39.
[25]孙俊鑫.SO4-2–ZrO2固体超强酸催化合成乙酸乙酯的研究[J].广东化工,2012,39(239):125-119.
[26]王仁章,张新传.固体超强酸Al2O3/SO4-2催化合成乙酸乙酯[J].黄淮学刊,1994,10(3):43-44.
[27]郭立民,张谋真,刘启瑞.固体超强酸SO2-4/ZnO-Fe2O3的制备及其催化合成乙酸乙酯的研究[J].化学与生物工程,2005,(7):22-23.
[28]郭岚香,张伟明,杜长海,等.新型固体酸SO2-4/TiO2-La3+-Al2O3-Al催化合成乙酸乙酯[J].长沙工业大学学报,2006,27(2):174-176.
[29]杜长海,秦永宁,石秀敏,等.新型填料式固体酸SO2-4/Al2O3-Al催化合成乙酸乙酯[J].精细石油化工,2004,(1):25-28.
[30]张翔宇,贾晓霞.新型固体酸催化合成乙酸乙酯[J].许昌学院学报,2008,27(5):115-116.
[31]肖本友,候举,等.离子液体催化合成乙酸乙酯的研究进展[J].化学工程与装备,2012,(8):148-150.
[32]孙林,刘春萍,马松梅,等.硅胶固定化离子液体催化合成乙酸乙酯[J].广州化工,2007,35(3):18-20.
[33]曹玲,李学琴,孟先锋,等.乙酸乙酯制备实验的绿色化改进[J].化学教育,2010,(1):62-63.
[34]陈治明,李霞,等.离子液体超酸催化合成乙酸乙酯[J].贵州师范大学学报(自然科学版),2004,22(3)71-73.
[35]桂建舟,刘丹,等.质子酸离子液体催化合成乙酸乙酯的研究[J].工业催化,2006,14(4):36-38.
[36]唐晓丽,王少君,等.咪唑类离子液体催化合成乙酸乙酯的研究[J].大连轻工业学院学报,2007,26(2):140-142.
[37]孙静霞,李君,李森兰.硫酸铝催化合成乙酸乙酯实验研究[J].洛阳师范学院学报,2005,(5):45-47.
[38]孟祥福,臧玉红.硫酸氢钠催化合成乙酸乙酯[J].精细与专用化学品,2005,13(2):18-27.
[39]李长智.硫酸钛催化合成乙酸乙酯的探究[J].洛阳师范学院学报,2010,29(2):53-56.
[40]曾春元,袁旭宏,等.由复合硫酸盐催化剂催化合成乙酸乙酯[J].化学工程师,2014,(11):1-3.
[41]伊福军,赵宏,等.硫酸高铈催化合成乙酸乙酯的实验研究[J].甘肃科技,2007,23(4):115-116.
[42]段树斌,邸万山.硫酸铁催化合成乙酸乙酯工艺研究[J].辽宁化工,2003,32(1):5-6.
[43]孟祥福,臧玉红.硫酸氢钠催化合成乙酸乙酯[J].精细与专用化学品,2005,13(2):18-27.
[44]谭鹏昆,袁旭宏,叶余原,等.由复合催化剂催化合成乙酸乙酯[J].当代化工,2014,43(7):1166-1171.
[45]刘思周,杨晓升.路易斯酸催化合成乙酸乙酯的实验研究[J].大同医学专科学校学报,2004,(2):29-30.
[46]叶健,于淑萍.AlCl3/D72树脂低温催化合成乙酸乙酯[J].天津化工,1999,(5):29-30.
[47]刘华峰,薛涛.氯化铝催化合成乙酸乙酯工艺研究[J].应用化工,2013,42(1):97-98.
[48]杨亚婷,赵维,刘静,等.Lewis固体酸催化合成乙酸乙酯的研究[J].应用化工,2003,32(6):23-24.
[49]叶丽娜,陈见.氯化锌催化合成乙酸乙酯实验探究[J].内蒙古石油化工,2015,(7):9-10.
[50]陈蔚萍,陈迎伟,杨晓灿,等.微波场中用 CuCl2催化合成乙酸乙酯的研究[J].广东化工,2009,36(191):8-29.
[51]陈小原,龚汉清.微波辐射氯化铁催化合成乙酸乙酯[J].吉首大学学报(自然科学版),2009,30(2):70-73.
[52]陈蔚萍,陈迎伟,王慧琴,等.微波加热条件下氯化锌催化合成乙酸乙酯[J].河南大学学报(自然科学版),2009,39(2):145-147.
[53]单秋杰.11-钨锌杂多酸盐催化合成乙酸乙酯[J].化学工业与工程,2008,(11):508-511.
[54]王彦娜,胡洁,高雅男,等.12-钨磷酸催化合成乙酸乙酯的研究[J].技术研发,2014,151(7):64.
[55]王红红,鞠凤丽,刘丽君.ZrO2负载磷钨钒酸铯催化合成乙酸乙酯[J].聊城大学学报(自然科学版),2016,29(1):28-32.
[56]张翔宇,贾晓霞.新型固体酸催化合成乙酸乙酯[J].许昌学院报,2008,27(5):115-116.
[57]韩文爱 ,王丽君,邢永辉,等.负载型杂多酸PW12/SiO2催化合成乙酸乙酯[J].河北化工,2004,(4):35-36.
[58]刘春涛,赵立杰,马荣华.固载杂多酸(盐)催化合成乙酸乙酯[J].高师理科学刊,2000,20(4):28-31.
[59]单秋杰.过渡金属二取代钨钼三元杂多酸盐催化合成乙酸乙酯[J].化学与黏合,2013,35(1):36-39.
[60]曹忠良,汤青云.活性炭负载杂多酸催化合成乙酸乙酯的研究[J].湖南城市学院学报(自然科学版),2005,14(3):58-59.
[61]李金磊,胡兵,张智.磷钼钒杂多酸的制备及其催化合成乙酸乙酯[J].化学与生物工程,2012,29(1):57-59.
[62]赵地顺,韩文爱,王爱军.磷钥杂多酸催化合成乙酸乙醋的研究[J].河北化工,2003,(2):23-24.
[63]刘勇晶,郭延红,高彩虹,等.磷钨酸催化反应精馏合成乙酸乙酯的研究[J].化学与生物工程,2011,28(2):71-73.
[64]潘海水,周勤伟,陈安均,等.杂多酸催化合成乙酸乙酯[J].应用化学,1989,6(2):11-13.
[65]李玉峰,王章勇,赖奇,等.可膨胀石墨在乙酸乙酯合成中催化作用[J].工业催化,2007,15(8):24-25.
[66]施介华,潘高.1-丁基-3-甲基咪唑磷钨酸盐催化合成乙酸乙酯的研究[J].浙江工业大学学报(自然科学版),2008,36(5):534-538.
[67]易回阳,印宁令,陆红林.碳纳米管催化合成乙酸乙酯[J].湖北师范学院学报(自然科学版),2008,28(4):5-7.
[68]李晓莉,杨跃杰,任智英.稀土氧化物(Nd2O3)催化合成乙酸乙酯[J].长春师范学院学报,2000,19(5):1-3.
[69]李峰峰,唐建华,印红玲.磺化石油焦催化合成乙酸乙酯[J].四川大学学报(自然科学版),2008,45(6):1415-1419.
TQ22
A
1671-6469(2017)-06-0108-07
2017-09-08
新疆维吾尔自治区自然科学基金项目“新疆特色矿物蛭石负载酸催化剂的制备及其绿色催化研究”(2015211A004)。
薛来奇(1964-),男,新疆吉木萨尔县人,昌吉学院化学与应用化学系高级实验师,研究方向:固体酸催化。
