基于自动化技术的整车木材直径尺寸快速测量系统研究
2017-12-04,,,
, , ,
(昆明理工大学,云南 昆明 650500)
研究与设计
基于自动化技术的整车木材直径尺寸快速测量系统研究
宋扬扬,罗璟,袁锐波,刘贝贝
(昆明理工大学,云南 昆明 650500)
针对传统木材直径检测存在的技术问题,设计出采用机器视觉、机器学习、激光扫描和工业相机等自动化技术手段对整车木材直径尺寸进行快速测量系统。该系统适用于木材运输、加工等行业,对整车装载的木材进行直径尺寸测量。木材(车载)直径的自动化快速测量可以减少人为因素的干扰,提高木材交易的公平性。木材整车直径测量与人工估计或单根测量相比,能有效提高检测效率。
木材直径;激光扫描;图像处理;快速测量
目前,木材加工企业等对整车木材进行检测的方法是称重和人工估测木材平均直径。由于木材含水率不同,采用称重法对木材体积的检测存在很大误差,而人工估测木材的直径也同样不准确(因整车木材堆积体量大,不可能在短时间内逐一单独估测木材直径)。
整车木材测量面临的问题主要是天气情况的干扰(户外测量)及木材本身特征的影响,如木材截面的不规则性、木材砍伐时根部过大等,从整车装车的情况看,很难把伸展在车体两侧的木材按照截面对应起来,这对木材直径的估测影响很大。因此,本文提出了对整车木材直径尺寸检测系统的研究。
目前,国内对直径测量的理论及应用已有大量的研究。其中,华中科技大学李焘[1]详细分析了一种基于ARM微控制器和线阵CCD的钢丝直径测量系统设计方案,中国科学院福建物质结构研究所黄见洪等[2]提出了一种利用菲涅尔衍射效应精确测量工件直径的方法,中国民航大学于之靖等[3]设计引入了一字线状激光作为目标检测光源,搭建光学直径测量系统,浙江大学涂瑾等[4]针对单晶硅生长过程中的直径测量,提出一种基于CCD 摄像头的不完整圆直径测量算法,哈尔滨工业大学崔建文等[5]为了提高光学衍射法细圆柱体直径测量精度,用递归法建立了更加精确的改进模型,南昌大学曾绍平等[6]研究了基于成像的火车轮对直径测量的一种检测技术,西安交通大学桑波等[7]研制了一种高精度在线测量大尺寸回转体工件直径及圆度误差的差动型激光多普勒大直径测量系统,武汉理工大学黄伟成等[8]根据直径精密测量的要求,设计了一种以单片机为核心的数据采集及传送的直径测量系统。
1 直径测量影响因素
1.1图像处理因素
由于木材本身存在弯曲、倾斜、圆兜、凹兜、偏斜、偏枯、双心、外夹皮等许多缺陷,使得被检测木材的截面形状呈现为不标准的圆形,因此对木材直径测量时需要对木材截面进行圆度拟合,而且拟合精度对木材直接测量的影响很大。相对来说,测量木材的周长影响较小。
1.2 木材堆积方式因素
根据一般木材尺寸的检测要求,通常是检测木材小端的直径和长度,然后推算出整个木材的基本尺寸。但对于制板厂来说,木材弯曲的情况较多,且直径大小差异较大,长短也同样存在差异,这在木材检测过程中对直径推算影响较大。按照检测木材小头直径和木材长度的方法来检测整车木材直径存在大小头推算问题,因为在装车时为增加装载量往往需要将木材大小头交叉摆放,这对检测系统来说整车同时检测很难做到木材的大头和小头一一对应,因此需要采用一种统计的方法来估算木材直径。
1.3 光照因素
对于室外检测来说,光照的影响也比较大,随着晴天、雨天、白天、晚上的变换,光照的变化较大,对检测软件的鲁棒性要求很高。在可能的情况下,木材检测应尽量在棚式室内进行,这样便于控制光照的变化。
2 测量方法设计
首先对车载木材的两个侧面进行摄像,获得侧面图像后采用分水岭算法和基于共生矩阵的纹理分割理论对图像进行分割,将木材端面与背景分割开来。然后通过连通域分析,将单独的木材端面分割出来,对于完整的端面采用Hough圆变化直接拟合出端面直径,对于不完整的端面,需建立基于贝叶斯决策理论的分类器和基于马尔科夫随机场的上下文分类器,并对前期建立的木材端面图形库以机器学习的方法进行端面直径拟合,此类方法主要针对枯朽严重的木材。
测量系统在现场进行木材直径测量时的工作原理与卡尺测量相似,测量探头在称板及测量杆的动力驱动下,与木材直径处接触定位。测量系统记录测量称的位置,瞄准系统会同时记录瞄准误差,然后将测量探头移动到木材被测直径的另一端并使测量探头与木材接触定位,再次记下测量称板的位置与瞄准误差,则被测木材直径的计算公式为:
D=S2-S1+(δ1+δ2)(内径测量)
D=S2-S1+d+(δ1+δ2)(外径测量)
式中:D为被测木材直径;d为测量探头直径;S1和S2为测量称板的2次定位值;δ1和δ2为2次瞄准误差。
2.1 激光扫描
传统的三维数据获取主要有两种方法:一种是单点采集三维坐标的方法,如:GPS高精度定位、三维坐标测量机测量、全站仪系统测量,以及光学摄影测量原理的近景摄影测量、航空摄影测量等;另一种是面采集方法,即通过对摄影测量、遥感获取的影像数据进行处理,得到大量点的三维坐标[9],这种方法虽然能一次性获取大量点的空间信息,但必须花大量时间进行影像处理。
图1所示为应用光三角原理进行激光扫描测量。

图1 光三角原理激光扫描测量
2.2 图像采集及识别
图像识别是利用计算机对图像进行分析和处理,以识别出各种不同模式目标和对像的技术。图像识别技术的定义十分广泛,主要指的是运用计算机采用数字技术方法对系统前端获取的图像按照特定的目的原则进行相应的处理。
3 测量系统构建
木材现场称重检测状态如图2所示。木材装车时为保证最大装载量,木材的大头和小头通常为交错摆放。

图2 木材称重测状态
根据现有木材装车的特点需要在木材称重处两侧安装测量装置,如图3所示。两侧测量装置相同,包括激光扫描装置、辅助光源、工业相机(CCD)及支架等。激光扫描装置的工作原理是偏转光束通过透镜、复合透镜或抛物面镜后,转变成平行传输光束后对物体进行扫描[10]。人眼见到这样的光束是一条红线,此红线的高度和长度确定了扫描场或检测范围。考虑不同光照条件下日光对检测的干扰,检测系统还需要辅助光源(如使用蓝光光源形成单调背景),而激光则需选用另外一种颜色(如红色激光),在工业相机的镜头上加装滤光片可保证只有特定光谱的光透过,达到净化背景的目的。辅助光源采用高亮LED,考虑辅助光源的功率,光源要离木材很近,但这样可能会影响激光旋转扫描的角度,所以在设计激光扫描装置时通常考虑两种方案,一种是旋转扫描,另一种是水平扫描。旋转扫描采用水平旋转滑台,水平扫描则考虑采用同步带或同步链进行牵引。
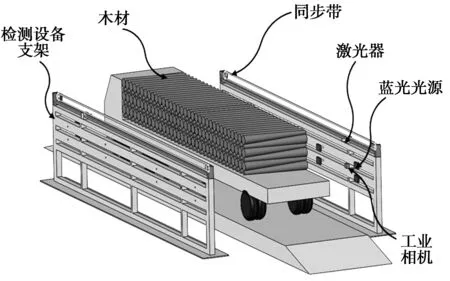
图3 检测装置安装示意图
3.1 激光扫描检测
激光扫描检测原理如图4所示。

图4 激光扫描检测原理
激光系统将激光束投向被检测木材表面,然后反射到带滤波器的工业相机(CCD)上成像,如果是点激光则只能呈现光点,如果是线激光则会呈现光线。点光源扫描如果想生成激光线必须使用电子扫描或者机械扫描,考虑到成本问题,点光源激光不适用于木材检测。线光源扫描可采用成线激光器,其价格较低,扫描时通过激光器前端放置特殊定制的镜头可呈多种图案(包括成线),这种方案可以呈现非常多的图形,精度也能够满足木材检测的使用标准。
3.2 自动图像识别
自动图像识别的过程分为图像输入、预处理、特征提取和匹配4个步骤。其中预处理又分为图像分割、图像增强、二值化和细化4个部分。
将采集的图像输入计算机进行预处理,以减少后续算法的复杂度,提高对图片处理的效率。为充分利用图片信息进行特征提取,需将图片和背景分离,从而提高处理速度和提取精度。图像特征提取完成后将输入的测试图像特征与保存的模板特征进行图像匹配。
对于同一幅图片,可将其分为背景区、不可恢复区、清晰区和可恢复区四个区域。图像分割就是去除前两类区域而保留后两类区域,所谓的三级分割是指第一级先分割出背景区域,第二级从中分割出模糊区域,第三级再从模糊区域中分割出不可恢复的部分。经过这三个步骤既可以节约时间又可以提高分割的可靠性。
4 系统验证
4.1实施环境
在带有Windows操作系统的台式计算机上开发应用程序,基于微软公司的Visual Studio.Net平台,开发语言为Visual C#,图像开发平台为Halcon10,数据库为Excel 2003。
4.2 验证结果
为保证该系统的可行性,采用标尺+单反相机的方式,对模拟堆积的木材进行检测测试。
4.2.1 图像采集
黑天条件下用单反相机拍摄的堆积木材图像如图5所示。

图5 黑天条件下单反相机拍摄的堆积木材
4.2.2 图像处理
将采集的照片用图像识别软件进行处理,结果如图6~图14所示。

图6 图像处理过程(a)

图7 图像处理过程(b)

图8 图像处理过程(c)

图9 图像处理过程(d)
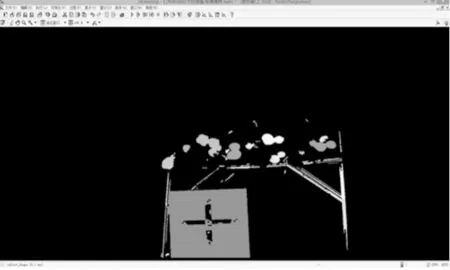
图10 图像处理过程(e)

图11 图像处理过程(f)
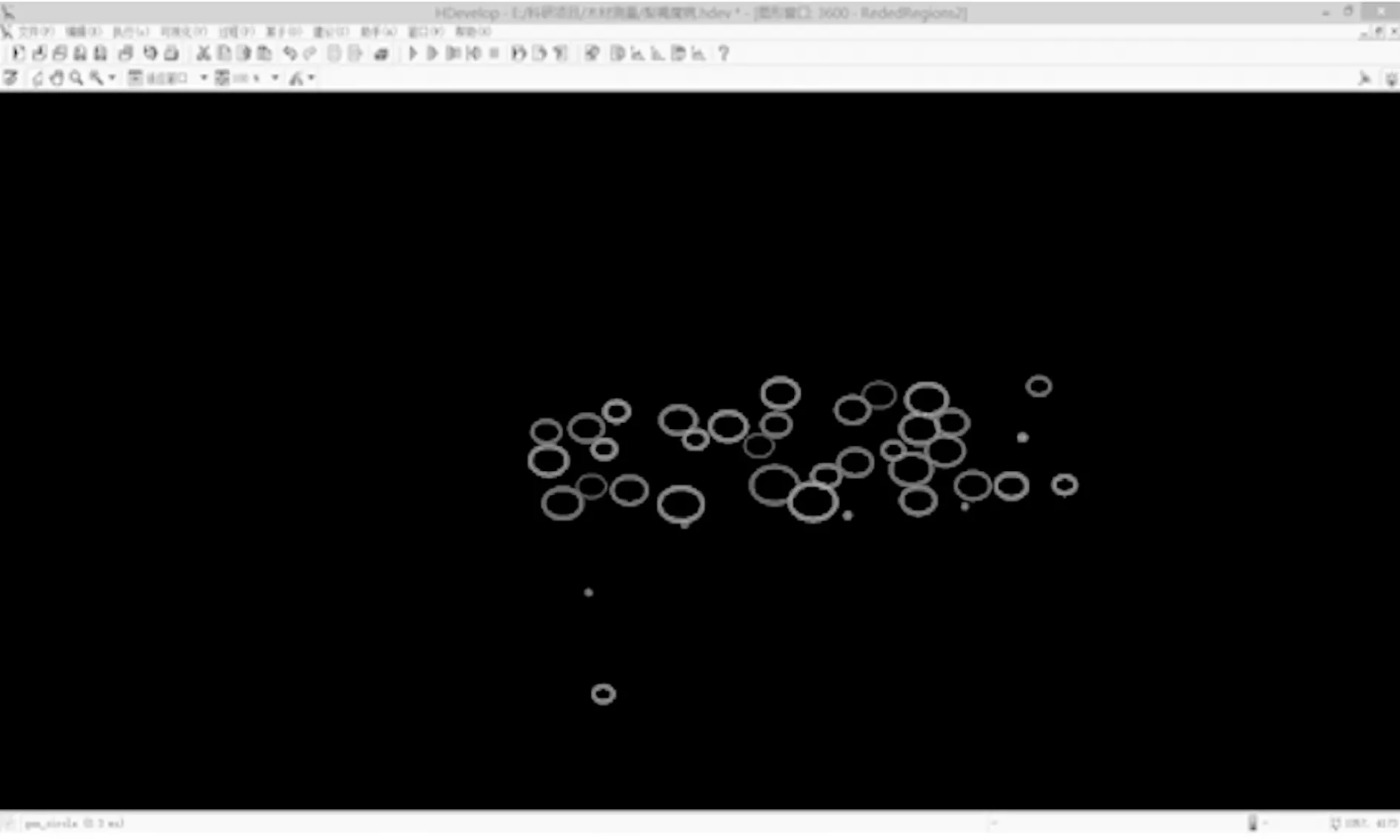
图12 图像处理过程(g)

图13 图像处理过程(h)

图14 使用软件对图像的处理结果
5 结论
采用激光扫描+工业相机的方案检测木材具有一定的可行性,可较好地分辨出类圆端面木材的直径,能够得到较好的原始分辨图像。进一步采用光源强化、圆度指标细化、复合识别、二次强化及智能算法等手段,可以更好地识别木材直径并进行快速测量。
从检测情况看,有部分木材识别效果不理想,原因如下:
(1)光照条件不好使木材堆积的截面相近,相邻木材的端部图像不易分割,使用圆度指标分割时会将部分形状圆度较低的图像去除,影响了检测效果。
(2)圆度指标较为粗疏,网格细分不够。
[1] 李 焘,周云飞.基于线阵CCD的钢丝直径测量系统设计 [J].科学技术与工程,2011,11(18):4228-4231.
[2] 黄见洪,史 斐,李锦辉,等.二维激光衍射法在直径测量系统中的应用[J].电子技术应用,2007,33(8):31-33.
[3] 于之靖,刘月林,诸葛晶昌.高精度双线阵CCD 非接触直径测量系统[J].传感器与微系统,2014,33(1):120-122.
[4] 涂 瑾,吴胜登,曹建伟,等.基于CCD 测量技术的不完整圆直径测量算法研究[J].半导体技术,2007,32(7):574-576.
[5] 崔建文,张 军,唐文彦,等.光学衍射法细圆柱体直径测量的不确定度[J].光电工程,2005,32(7):55-58.
[6] 曾绍平,虞礼贞.基于CCD成像的火车轮对直径测量系统[J].硅谷,2009(24):11-23.
[7] 桑 波,赵 宏,谭玉山.高精度差动型激光多普勒大直径测量系统[J].工具技术,2002,36(10):44-45.
[8] 黄伟成,卢 红.基于激光-CCD 器件的直径测量系统[J].测控技术,2008,7(3):17-18.
[9] 郑 洪,王一刚.基于激光准直瞄准的大直径测量系统的研究[J].仪器仪表学报,2007,28(4):761-763.
[10] 苏 中,夏 艳,吴细宝.基于激光双目视觉系统的直径测量[J].半导体光电,2008,29(1):131-134.
(责任编辑 张雅芳)
ResearchonRapidMeasurementSystemofWoodDiameterinVehiclebasedonAutomationTechnology
SONGYang-yang,LUOJing,YUANRui-bo,LIUBei-bei
(Kunming University of Science and Technology,Kunming Yunnan 650500,China)
In view of the problems with the traditional wood diameter detection technology,a rapid measurement system for the wood diameter in the vehicle by adopting such automatic technology means as machine vision,machine learning,laser scanning and industrial cameras.The system can measure the diameter of the wood loaded in the whole vehicle,which is suitable for wood transportation,wood processing and other industries.Automated rapid measurement of the diameter of wood(vehicle-mounted)can reduce the interference of human factors and improve the fairness of timber trade.The results show that the measurement of whole vehicle wood can improve the detection efficiency compared with the manual estimation and single measurement.
wood diameter;laser scanning;image processing;fast measurement
TP274
A
2095-2953(2017)12-0028-05
2017-08-02
宋扬扬(1992-),男,河南人,在读硕士研究生,主要从事检测技术与自动化装置的研究,E-mail:337083382@qq.com。