基于几何特征的工件加工能耗预测研究*
2017-11-30范卓,鄢威,张华
范 卓,鄢 威,张 华
( 武汉科技大学 机械自动化学院,武汉 430081)
基于几何特征的工件加工能耗预测研究*
范 卓,鄢 威,张 华
( 武汉科技大学 机械自动化学院,武汉 430081)
机械加工过程中影响能耗的因素很多,工件结构设计阶段和加工工艺阶段的参数等都会影响能耗。为了利用工件结构设计阶段参数实现能耗预测,通过控制工件的几何特征来控制最终的加工能耗,将工件拆分为单个几何特征,在分析工件几何特征与加工能耗关系的基础上,提出了一种基于几何特征的工件加工能耗预测方法。建立了基于几何特征的工件加工能耗模型;构建了几何特征属性信息的特征表;提出了通过历史能耗数据预测加工能耗的方法:以实例推理为主、规则推理为辅的混合推理技术进行几何特征加工能耗的匹配检索,并采用指数平滑法修正历史能耗。最后以某主轴的加工能耗预测为例验证了该方法的有效性。
几何特征;混合推理;能耗预测
0 引言
近年来,中国制造业取得了飞速的发展,许多制造产品的产量位居全球第一,“中国制造”享誉全球。但是我国制造业尤其是机械制造行业存在着能源消耗量大,利用率低等问题,节能减排、绿色低碳成为制造业可持续发展的挑战。机械加工过程中能量损耗严重,据相关研究文献的估算及多年来的实测数据表明,直接用于加工的有效能耗仅占总能耗的30%左右,机床节能降耗潜力巨大。因此研究机床的节能降耗及能源的精细管理对提高资源利用率、实现可持续制造具有重要作用。其中机械加工过程中能耗的估算和预测不仅能为加工工艺方案的评价和物流调度等活动提供数据支持,而且是机床能源消耗管理和节能减排研究的基础,因此工件加工能耗的估算与预测的研究十分有意义。
国内外学者在机床加工能耗的预测方面也做了许多的研究。Nils Weinert等提出通过调取机床加工信息文件,分析机床各部件的功率及工作时间,采用EnergyBlocks方法对工件能耗进行预测,并对生产系统进行节能规划和管理[1];宫运启等人主要从工序层面和工艺层面对能耗预测进行了研究:在工序层面,采用神经网络算法,以切削用量组合为输入,以加工能耗为输出建立非线性关系,对加工过程中新的切削用量组合进行能耗预测,从而为切削用量的选择提供能耗数据的参考[2];在工艺方面,应用实例推理的方法,通过检索相似案例,对新零件的加工能耗进行预测估算,为工艺方案的评价等提供数据支持[3]。现有的预测方法中,工件能耗预测主要通过实验测量获取机床加工过程的主要功率和工艺参数,再利用模型公式对工件能耗进行估算,需要详细的加工工艺信息、精确的加工参数或需人工划分机床服役过程。然而对于同一工件,其加工工艺方案、加工参数有很多种组合,现有的方法只能针对工件某一特定的加工信息组合进行能耗预测。本文在对工件几何特征与加工能耗关系分析的基础上,提出一种基于几何特征的工件加工能耗预测方法,该方法建立在工件加工的历史能耗数据的基础上,只需要工件结构设计阶段的参数,对于一个工件,该参数信息是确定的,检索该参数信息即可估算工件加工能耗。
1 工件几何特征加工能耗预测基础
机械加工过程主要是指通过一种或多种机械设备改变工件的外形形状或性能,使之变成成品的过程。工件加工过程的能源消耗具有复杂的动态特性,主要由工艺设计阶段的参数或工艺特征(工艺方法、加工参数、设备特性、刀具特性等)引起,而这些特性与工件结构设计阶段的参数或几何特征(形状特性、尺寸特性、材料特性、加工精度等)又有着相互协同与制约的关系,因此基于工件的几何特征可以对加工能耗进行估算。建立工件几何特征与能耗预测的映射关系,如图1所示。
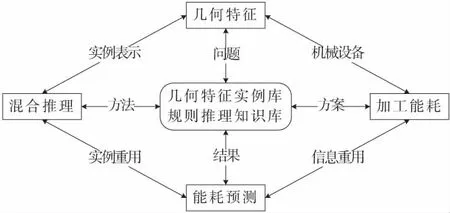
图1 工件几何特征与能耗预测的映射关系
1.1 基于几何特征的工件加工能耗数学模型

工件某一几何特征的加工能耗数学模型可以表示为:
Eprocessi=EPi
(1)
其中,EPi可表示为:
(2)
得工件加工过程中的总能耗为:
(3)
式中,Pi表示加工几何特征i时的能耗,Oij表示加工几何特征i工序j时机床的功率,n表示加工工件的几何特征数,m表示加工某一几何特征时的工序数。
1.2 基于混合推理的工件几何特征加工能耗预测
在影响工件加工能耗的因素中,尽管工件的几何尺寸、质量、精度等信息有所差异,但是工件的几何特征还是具有相似性,尤其是形状特征,因此工艺方案也具有很强的相似性;工件加工过程所使用的制造资源具有相似性,对于一般制造企业,其制造设备更新周期长,具有同样的机床、刀具、夹具、原材料等,技术人员与操作工人工作水平比较稳定;工件加工时的环境具有相似性,同一个车间,其温度、湿度及照明、压缩空气之类的辅助设备等基本相同,因此工件几何特征的加工能耗数据具有重用性。
基于实例的推理(Case-based Reasoning,CBR)是通过寻找研究相似的历史案例,利用已有经验或解决方案来解决当前问题,该技术在结构设计、工艺路线规划、加工工时成本估算等方面进行了应用,因此运用实例推理技术利用加工几何特征的历史能耗数据信息便可估算新几何特征的加工能耗。由于CBR技术是运用已有的相似案例解决新问题,需要庞大的历史案例数据信息组成案例库,无法通过CBR检索到相似案例时,采用规则推理(Rule-based Reasoning,RBR)的方法进行估算,并将估算结果存入案例库中以完善案例库。本文采用以实例推理为主,规则推理为辅的混合推理技术进行基于几何特征的工件加工能耗预测。
2 基于工件几何特征的混合推理及其过程模型
混合推理技术结合两个推理方法的优点、弥补单一方法的不足,更适应实际应用。实例推理用于检索并匹配相似案例,获取相关能耗数据及信息;规则推理则是当实例库实例不足,不能给出问题的解时,挖掘实例库中几何特征的工艺方案、切削用量等能耗相关信息,建立相关规则提供解决方案[4]。
常见的实例推理(CBR)系统的求解过程是一个推理循环,包括实例表示(Render)、实例检索(Retrieve)、实例重用(Reuse)、实例修改(Revise)、实例保存(Retain)[5],其操作过程如图2所示。
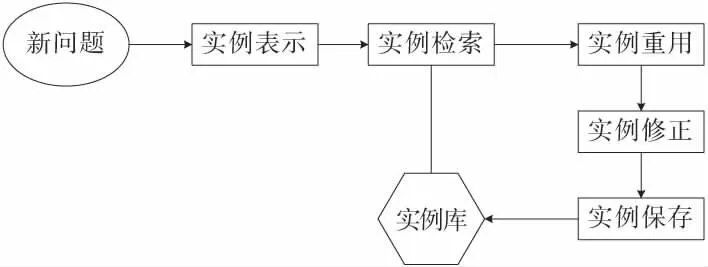
图2 实例推理的一般操作过程
2.1 实例表示
实例一般由问题的描述、相应的解决方案以及方案的实施效果三部分组成,其中问题描述和解决方案是实例表示时必须包含的信息,方案的实施效果则是根据实例库建立的需求而定的。进行能耗相关信息的推理并不需要方案的实施效果,因此实例表示只包含问题描述和相应的解决方案两部分,准确的表示实例是进行实例匹配的重要前提[6]。
在工件的制造过程中,需要集成工件的设计信息和制造信息才能保证其可制造性,工件特征包含设计方面的几何特征信息和制造方面的加工工艺信息,其中几何特征信息是实例问题描述,加工工艺信息便是解决方案。
2.1.1 实例问题描述
工件的几何特征信息具体包括材料特征和热处理状态,加工部位、形状特征和尺寸特征参量等。在实际加工生产中,工件的种类和特征一般来说各不相同,若直接采用整个工件作为实例检索匹配过程中的输入,需要从CAD模型中通过特征识别、特征映射等技术获取,然而由于特征技术具有相当难度,至今仍存在许多挑战性问题需要解决,因此对于零件来说不便于查找及提取。本文主要将工件的几何特征及几何特征相关参量进行分类,可以简单明了的描述零件的各种外在特征,工件几何特征属性分类图如图3所示。
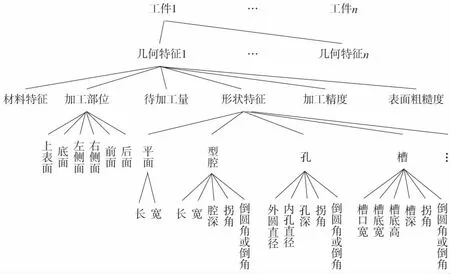
图3 工件几何特征属性分类
2.1.2 相应解决方案
工件的加工过程中,加工制造相关信息具体包括工艺方法、机床信息、刀具信息、切削液和切削用量等,另外相应的解决方案还包含旧案例加工所需能耗。运用实例推理进行几何特征加工能耗预测时,解决方案是旧实例的加工能耗数据;当实例推理无法得到相似案例采用规则推理时,解决方案则是影响加工能耗的相关信息,相应解决方案的框架如图4所示。
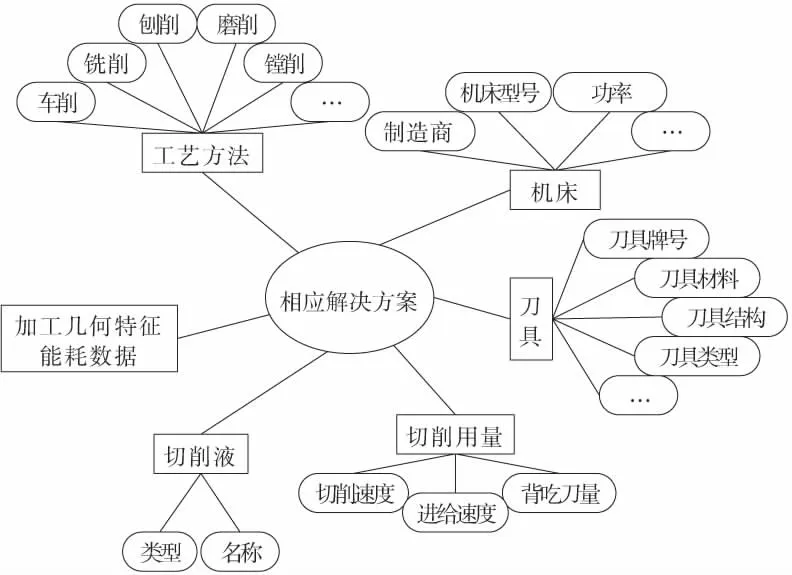
图4 相应解决方案的框架
2.2 实例检索
实例检索是从实例库中寻找并匹配与新问题相似的实例,实例检索是CBR系统中非常关键的环节,本文采用最近邻法进行实例的检索匹配,首先对属性间的相似度进行计算,然后通过属性间相似度的加权匹配来估计实例间的相似度[7]。
2.2.1 几何特征属性间相似度的计算方法及选用
几何特征属性间相似度的计算根据数值类型的不同分为数值型、模糊逻辑型和无关型,根据实例的属性特点,不同的取值类型选择不同的属性间相似度计算方法。
(1)数值型:该属性具有数值型值域,则其相似度的计算公式为:
(4)
式中,sim(p,q)为属性间相似度;p,q为属性的值。
(2)模糊逻辑型:该属性具有模糊逻辑值,则其相似度的计算公式:
sim(p,q)=f(p,q)
(5)
式中,sim(p,q)为属性间相似度;p,q是赋给模糊逻辑属性值的数值;f(p,q)为一数值函数,根据定义的具体特征属性而定。
例如工件加工精度可分为五类,粗加工、半粗加工、半精加工、精加工和超精加工。它们分别被赋值为1、2、3、4、5,则:

(6)
式中,X为属性的最大赋值,这里X=5。
(3)无关型:该属性的不同取值之间没有任何关联,则其相似度的计算公式:
(7)
式中,sim(p,q)为局部相似度;p,q是属性的值。
几何特征属性间相似度的计算方法选用如下:材料特征、形状特征、加工部位信息直接决定工艺方案,需要完全匹配;定型尺寸、待加工量具有数值型值域,采用数值型算法;热处理状态采用无关型算法;表面粗糙度和加工精度具有模糊逻辑值,采用模糊逻辑型算法[10]。
2.2.2 几何特征整体相似度的计算
几何特征整体相似度的计算需要对实例的属性赋予相应的权值,根据实例各属性对加工能耗的影响情况定义权值分配规则如下[8]:表面粗糙度、加工精度、热处理状态的权值均为0.6;定型尺寸、待加工量的权值均为0.4。
几何特征整体相似度计算公式为:

(8)
(9)

根据新问题各属性的取值类型,选择适合的相似度计算方法,再代入权值计算整体相似度。设定阈值R∈[0,1],当整体相似度的值SIM(Pj,Q)≥R时才调用旧实例,获取旧实例加工能耗数据。
2.3 指数平滑法修正能耗
指数平滑法(Exponential Smoothing,ES)是布朗提出的一种预测方法,常用于生产过程和中短期经济发展趋势的预测,是预测方法中使用率最高的一种。指数平滑法尽可能利用所有时间历程的数据,逐渐降低过去数据的影响程度,即根据数据的时间距离,赋予不同的权值,距离越大权值约趋近于零。
指数平滑法的递推公式如下[9]:
St=αYt+α(1-α)Yt-1+α(1-α)2Yt-2+…+
α(1-α)n-1Yt-(n-1)
(10)

运用指数平滑法修正几何特征加工能耗时,以整体相似度作为排序的新方法代替时间序列。平滑常数α可以通过经验准则法、最小变异系数法等方法来确定。由此,相似件的工件几何特征加工能耗估算值为:
EPi=αEQ1+α(1-α)EQ2+α(1-α)2EQ3+…
(11)
加工工件的总能耗则为:
(12)
式中,EPi为待预测工件内一几何特征的加工能耗;EQ1为几何特征相似案例的加工能耗;EP为待测工件的加工能耗。
2.4 规则推理估算能耗
当案例库中不存在相似案例或能耗数据信息时,对几何特征进行能耗相关信息的推理,并运用规则推理对能耗相关信息进行数据挖掘,进而估算能耗。
几何特征加工能耗主要由主轴电机的切削能耗EC和进给电机能耗EF组成,他们的能耗模型为:
(1)主轴电机能耗模型:

(13)
PC=FC×V
(14)
(15)
式中,PC为切削功率;t为切削时间,通过几何形状与进给速度vC来计算;FC为切削力[10];aP、f、vC为背吃刀量、进给速度和切削速度;KFC、CFC、xFC、yFC、zFC分别为切削力影响系数、修正系数、指数,其数值详见《金属切削手册》。
(2)进给电机能耗模型:
(16)
式中,PF为第i个进给电机的功率,从机床信息中获取;t为第i个进给电机工作时间,通过几何形状与进给速度vC来计算。
则工件一几何特征的加工能耗为:
EPi=EC+EF
(17)
至此,完成基于几何特征的工件加工能耗预测,其过程模型如图5所示:
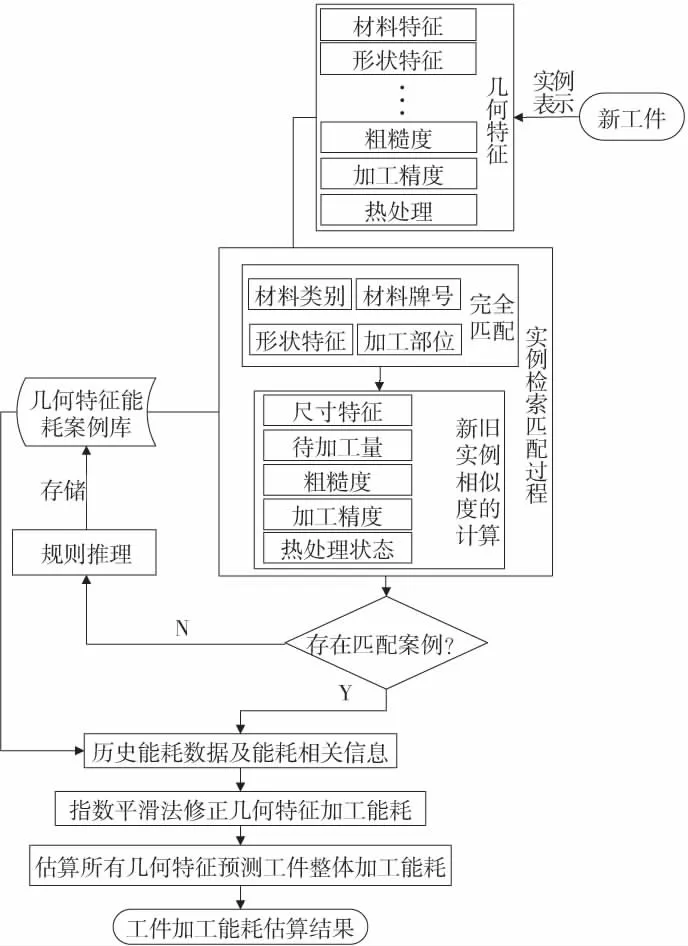
图5 基于几何特征的工件加工能耗预测过程模型
首先根据CAD模型中集成的几何特征信息对工件CAD模型拆分建立工件特征类树,并提取工件几何特征信息;然后应用混合推理技术针对工件几何特征进行相似案例检索,获取加工几何特征的能耗数据及能耗相关信息:工艺方案、机床信息、刀具信息、切削用量等;通过相似案例历史能耗数据修正新几何特征的加工能耗;若相似案例无历史能耗数据,则通过规则推理及相关计算估算加工能耗,并存入实例库中;最后估算整个工件加工能耗。
3 应用分析
以某数控磨床主轴粗车为例对该工件加工能耗预测方法进行应用分析,该主轴的模型及几何特征示意图如图6所示。
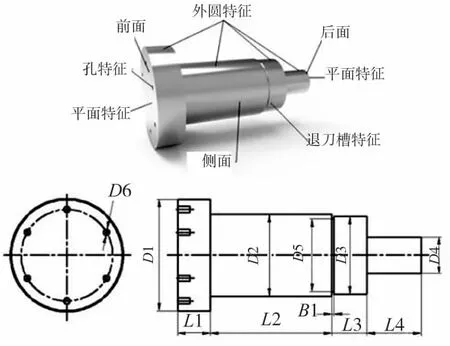
图6 主轴的模型及几何特征示意图
首先对主轴进行几何特征属性分类,其材料为20CrMnTi,粗车前未进行热处理,对于材料特征、形状特征和加工部位进行完全匹配,因此没有相似度计算时的权重值。表1为主轴的几何特征属性表。
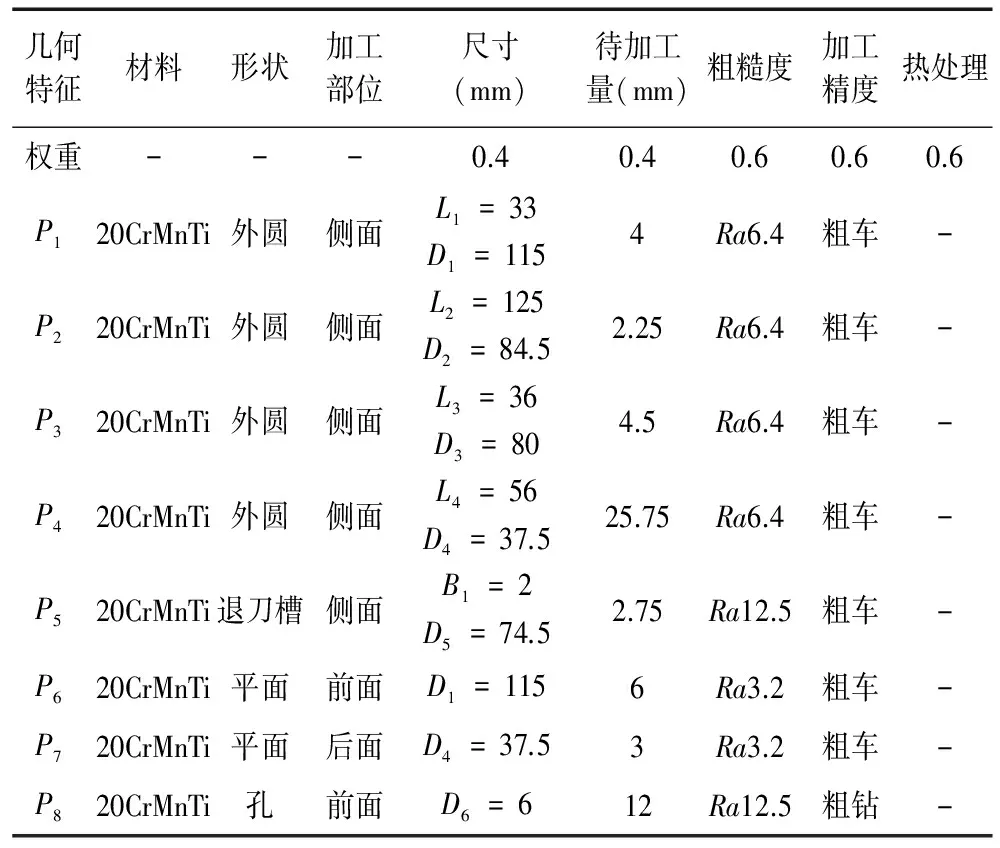
表1 主轴的几何特征属性表
下面对几何特征P1进行混合推理,表2为摘取的部分外圆特征的相似案例。
采用混合推理技术对P1进行检索匹配,设定阈值R取0.7,可得相似案例为Q4和Q6,它们的相似度分别是0.740和0.738。
运用指数平滑法修正相似案例,平滑常数采用经验准则法[11],当时序波动较小时0.05≤α<0.3,时序波动较大时0.3≤α<0.7。对工件加工能耗特点进行分析并试算后,取平滑常数α=0.5,计算得到的目标案例的加工能耗为137.5W·h。
由于混合推理过程相似,这里不一一进行推理演算。经过计算,所有特征进行推理后按式(12)估算总能耗为1498W·h。对该轴进行批量加工并通过横河WT1800高性能功率分析仪进行能耗采集,得到的平均能耗为1542W·h,估算误差为2.86%,在允许误差范围内,验证了该方法的可行性和有效性。
4 结论
(1)影响工件加工能耗的因素有很多,通过确切的工艺参数或数学方法难以精确估算工件加工能耗,且不便于企业的应用,鉴于在成熟制造业中,工件的加工信息及能耗数据等信息具有重用性,运用以实例推理为主,规则推理为辅的混合推理技术,充分利用已有案例数据,实现工件加工能耗的合理估算,为通过控制几何特征来控制工件的加工能耗提供理论基础;
(2)工件都是由不同的几何特征组成,将几何特征作为实例的表示,更加容易实现案例检索,建立基于几何特征的工件加工能耗模型,在某数控磨床主轴的加工能耗的估算过程中进行应用,验证了该方法的有效性及合理性;
(3)在未来的研究方面:拆分后的几何特征进行整个工件的能耗计算有待完善以减小能耗预测的误差、数据库中案例的存储等问题也有待深入研究。
[1] Nils Weinert, Stylianos Chiotellis, Gunther Seliger. Methodology for planning and operating energy-efficient production systems[J].CIRP Annals - Manufacturing Technology, 2011, 60(1):41-44.
[2] 宫运启.基于神经网络的机械加工工序能耗预测[J].计算机工程与应用,2012,48(21):235-239.
[3] 宫运启,董世成.基于CBR的机械加工过程能耗预测的研究[J].机械设计与制造工程,2012,41(15):87-90.
[4] Polkowski L. Data-mining and Knowledge Discovery:Case-based Reasoning, NearestNeighbor andRough Sets[M]. New York:Springer,2012.
[5] 杨青海,祁国宁,黄哲人,等.基于案例推理和事物特性表的零件工时估算方法[J].机械工程学报,2007,43(5):99-105.
[6] 郝博,宋阳,胡玉兰,等.基于灰色关联理论的实例检索与匹配[J].组合机床与自动化加工技术,2014(9):14-16.
[7] 李晓辉,刘妍秀.基于实例推理机制(CBR)综述[J].长春大学学报,2006,16(8M):68-70.
[8] 陈维克,范微微,李忠群.基于混合推理的大型机床零件切削数据库系统[J].中国机械工程,2015,26(7):923-928.
[9] 吴立之.工程投资估算的新方法——模糊指数平滑法[D].大连:大连理工大学,2003.
[10] 陈俊超,孔露露,徐敬通,等.数控机床切削比能建模及其参数影响分析[J].组合机床与自动化加工技术,2016(1):24-28.
[11] 王云霞,高成冲.实例推理技术在定制产品相似件成本估算中的应用[J].机械设计,2007,24(4):66-67.
(编辑李秀敏)
ResearchonEnergyConsumptionForecastinginWorkpieceMachiningBasedonGeometricFeature
FAN Zhuo, YAN Wei, ZHANG Hua
(College of Machinery and Automation, Wuhan University of Science and Technology,Wuhan 430081,China)
Many factors affect the energy consumption in the machining process, the workpiece structure design stage and processing parameters of the process will affect the system energy consumption. In order to realize the energy consumption forecasting by using the parameters of the workpiece structure design stage, the final machining energy consumption is controlled by controlling the geometric characteristics of the workpiece, and the workpiece is divided into single geometrical features. Based on the analysis of the relation between workpiece geometry and machining energy consumption, a method for predicting the energy consumption of workpiece based on geometric features is proposed. A machining energy consumption model based on geometrical features is established. A feature table of workpiece feature information is constructed. A method for predicting machining energy consumption through historical energy consumption data is presented.A mixed reasoning based on case-based reasoning and rule-based reasoning is applied to retrieve the energy consumption of geometric feature processing, and the historical energy consumption is corrected by exponential smoothing method. Finally, the effectiveness of the proposed method is verified by an example of machining energy consumption prediction of a spindle.
geometric characteristics; mixed reasoning; energy consumption prediction
1001-2265(2017)11-0036-05
10.13462/j.cnki.mmtamt.2017.11.010
2016-12-28;
2017-02-07
国家高技术研究发展计划(863)计划典型机床绿色生产工艺技术评估及应用支持系统研究(2014AA041504)
范卓(1991—),男,湖北汉川人,武汉科技大学硕士研究生,研究方向为绿色制造,(E-mail)f_nzhuo@126.com。
TH162;TG506
A