电主轴式数控磨床性能参数的匹配及运用
2017-11-30潘宇倩
潘宇倩
(广西科技大学鹿山学院机械工程系,广西 柳州 545616)
电主轴式数控磨床性能参数的匹配及运用
潘宇倩
(广西科技大学鹿山学院机械工程系,广西 柳州 545616)
传统磨床一般是由高速旋转电机通过皮带轮或者同步带轮的方式传递动力到主轴上,从而实现磨削加工,但这种加工方式对于零件的互换性无法保证.基于此考虑,本文主要对电主轴式数控磨床进行研究及匹配,并通过对产品进行加工验证,其加工质量、效率、工艺、成本上均有较好的效果.
数控;电主轴;磨削;砂轮
1 电主轴在数控磨床技术中实际应用的背景
传统量具生产中,卡尺的大小量面都是最后通过人工研磨来保证其最后的精度,且因为传统的加工设备和工艺的局限性,每一把卡尺的单件尺寸都是唯一的,无法保证产品的互换性,这使卡尺的更换和售后服务十分不便利,同时也大大增加其产品成本.当前,国际上已经有大批量的生产具有可互换性卡尺的设备出现,这种新型的加工工艺在很大程度上解放了劳动力,提高了生产效率.因此,本文重点研究一款功能齐全、性能优良的数控精密卡规磨床.
2 传统的磨削主轴的基本原理
在传统的磨床技术中,磨削主轴又称为磨头,通常采用专用主轴制作工艺,传统主轴的动力是由主轴电机通过皮带或者同步带传递到主轴的,在这一级一级的传动中,不但会损耗电机的实际功率,也让主轴的不平稳成为了可能,同时也增加了磨床主轴的振动因素.所以在传统的磨床设计中,磨头部分都是设计得相对笨重和大尺寸,为的就是增加磨头的刚性,减弱磨头在磨削过程中的振动,这就增加了设计成本,降低了工作效率.
3 电主轴在数控磨床技术中实际应用的具体要求
3.1 电主轴的安装示意图(图1)
3.2 数控精密磨床电主轴的主要磨削加工要求
(1)卡尺大量面的平面度,要求在0.002以内,用平晶检查必须肉眼能看到发散的彩色光带.
(2)要实现互换性,必须保证每把卡尺的大小量面之间的距离的误差在0.005以内,我们考虑用绝对式光栅来保证.

图1 电主轴安装示意图
(3)要保证卡尺尺身与尺宽安装完毕后大小量面对贴合缝隙在0.005以内,即尺身的大小量面与尺身定位面的垂直度必须在0.0025以内,同时,尺宽的大小量面与尺宽的定位面的垂直度也要保证在0.0025以内.卡尺大小量面对粗糙度要求在Ra0.2以内.
(4)数控系统的选择,目前比较常用的数控系统主要有西门子、法那科以及华中数控系统,根据四轴联动加工及可靠性要求,选择法那科数控系统.该磨床加工面分为两个部分,一个是卡尺的大量面即测量面,一个是卡尺小爪的小量面,为了保证这两个量面的相对尺寸,加工采用双磨削主轴的形式,即采用两个磨削电主轴,一个主轴用于磨削大量面,一个主轴用于磨削小量面.
4 电主轴的选择
第一是磨削卡尺大量面的电主轴的选定,该量面是测量工件的主要量面,其表面粗糙度及平面度要求都相对较高,且整个磨削面较大,选择采用功率相对较大的电主轴,同时为了延长磨削主轴的使用寿命,选用SKF精密轴承,保证主轴的平稳性、几何精度及使用寿命.针对该主轴配置直径为φ250mm的砂轮,以砂轮设计最好转速(一般为35~50m/s)为参考,电主轴最高转速选定为5000r/m.此外配备主轴吹气保护功能,保证磨削过程中产生的金属粉尘和砂轮的粉尘不会吹进主轴内部,提高主轴的使用寿命.该主轴选择参数如下.
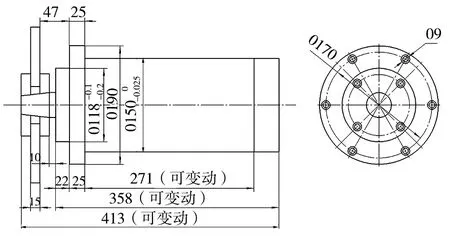
图2 电主轴Ⅰ结构示意图

图3 电主轴Ⅱ结构示意图
4.1 电主轴Ⅰ类型:AD150-5Z/2.5电主轴(图2)
4.2 电主轴Ⅰ主要技术参数和机构性能要求
额定功率:2.5kW;最高转速:5000r/min;额定电压:350V;额定电流:5.7A;最高转速时频率:83Hz;主轴外径φ150mm;主轴端采用外锥联结方式,规格为:1:5,φ40;主轴精度:主轴定心锥面径向跳动:0.002;主轴轴向窜动:0.002;主轴采用油脂润滑;主轴冷却方式为强迫水冷;主轴采用气体密封;轴承采用SKF,P4级轴承;主轴采用变频调速控制(变频器需自备);主轴旋转方向为正视主轴端面为逆时针旋转;电主轴采用前法兰连接形成.电主轴配置过热保护检测元件和功能.
第二是磨削卡尺小量面电主轴的选择,该量面是测量工件的小量面,在实际的零件检验过程中很少使用,只有在针对孔径和内框时才用得上,同时该测量面极小,对粗糙度和平面度要求不高,尤其是粗糙度几乎可以忽略,在电主轴的选用上,选择了功率相对较小的电主轴.为了确保磨削主轴的使用寿命,主轴轴承采用SKF精密轴承,主轴配置砂轮直径为φ250mm,以砂轮设计最好转速(一般为35~50m/s)为参考,电主轴最高转速选定为3000r/m.同时增加主轴吹气保护功能,保证主轴的使用寿命.该主轴的具体参数如下.
4.3 电主轴Ⅱ类型:AD150-3Z/1.5电主轴(图3)
4.4 电主轴Ⅱ主要技术参数和结构性能要求
额定功率:1.5kW;最高转速:3000r/min;额定电压:350V;额定电流:3.4A;最高转速时频率:50Hz;主轴外径:φ150mm;主轴端采用外锥连结方式,规格为1:5,φ40;主轴精度:主轴定心锥面径向跳动:0.002;主轴轴向窜动:0.002;主轴采用油脂润滑;主轴冷却方式为强迫水冷;主轴采用气体密封;轴承采用SKF,P4级轴承;主轴采用变频调速控制(变频器需方自备);主轴旋转方向为正视主轴端面为逆时针旋转;电主轴采用前法兰连接形式;电主轴配置过热保护检测元件和功能.
5 电主轴在数控磨床技术中应用的实际效果
对电主轴在数控磨床使用过程中进行了跟踪,通过对比传统机械轴式机床与电主轴式机床对卡尺量面加工测试,如表1所示.
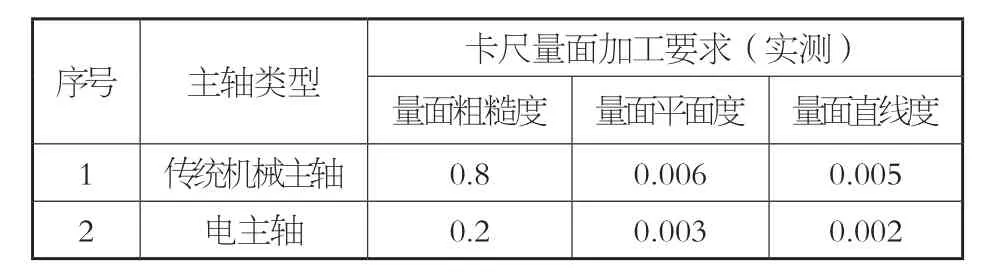
表1 卡尺量面传统机械轴式机床与电主轴式机床加工数据对比
采用电主轴式机床较传统普通机床加工精度高,且性能稳定可靠;磨削电主轴能很好的实现最初的设计构想,很大程度的满足了工件加工的需要,不但加工速度很高,同时加工出来的工件质量也达到了原来的设计要求,很好的解决现有加工的一些难题.
TG596
A
1671-0711(2017)11(下)-0084-02
