高速铁路道岔钢轨材质及强度等级选用研究
2017-11-21周清跃张银花刘丰收陈朝阳
周清跃,张银花,刘丰收,陈朝阳
(中国铁道科学研究院 金属及化学研究所,北京 100081)
高速铁路道岔钢轨材质及强度等级选用研究
周清跃,张银花,刘丰收,陈朝阳
(中国铁道科学研究院 金属及化学研究所,北京 100081)
针对高速铁路道岔关键部件使用中存在磨耗快、出现剥离掉块等问题,通过对钢轨材质性能对比及配套技术研究,再综合考虑道岔使用情况,尤其参考新铁德奥350HT在线热处理钢轨道岔使用情况的基础上,为了进一步延长道岔使用寿命,简化道岔生产,便于现场更换,提出高速铁路道岔用轨选用建议:全部采用在线热处理钢轨(U71MnHG或U75VHG)制造高速铁路用道岔,包括道岔基本轨、尖轨、心轨、翼轨和导轨。同时建议尖轨、心轨的跟端锻造热处理要采用电感应加热、轨头喷风冷却的锻后热处理工艺,岔区铝热焊剂的选用要与在线热处理钢轨硬度相配套。
高速铁路;道岔;钢轨材质;强度等级;在线热处理
0 引言
高速铁路道岔是影响行车安全和平稳性的关键轨道设备。从2005年开始,国内相继开展了时速350 km 60 kg/m钢轨18号、42号、62号道岔的研究,并进行上道试验。国内自主研发的高速铁路道岔称为“客专系列”高速铁路道岔。2006年4月,原铁道部对新建11条客运专线的正线道岔进行国际公开招标,通过合资建厂和技术转让的方式形成了CN系列和CZ系列的高速铁路道岔。至此,国内有3个系列的高速铁路道岔产品,分别为客专系列、CN系列和CZ系列,其中CZ系列主要用于合宁、合武、郑西客运专线[1-2]。
在道岔用钢轨材质方面,客专系列的时速300 km及以上道岔采用U71Mn G钢轨制造,均未进行全长热处理;时速200 km及以上道岔采用U75V G钢轨制造,要求对U75V G钢轨进行热处理,目前大部分采用离线热处理。而由新铁德奥生产的CN系列道岔全部(包括翼轨、尖轨或心轨、岔跟轨等部件)采用在线热处理钢轨350HT制造(采用欧洲标准EN 13674.2)[3]。
针对高速铁路道岔使用中存在的问题,通过对钢轨材质性能对比及配套技术研究,提出高速铁路道岔用轨材质和强度等级的选用建议。
1 高速铁路道岔使用中存在的问题
1.1 U71Mn G热轧钢轨道岔
如前所述,我国国产化后的时速300 km及以上客专道岔均采用U71Mn G热轧钢轨制造,钢轨强度等级为880 MPa。多年的运营实践表明,采用U71Mn G热轧钢轨制造的高速铁路道岔,总体使用情况良好,但有的曲尖轨磨耗严重,如沪宁城际铁路,曲尖轨侧磨平均速率1.0 mm/年,最严重的侧磨速率达到0.3 mm/月,开通运行时间不长,有的就磨耗超限达到重伤标准;导曲上股钢轨鱼鳞纹伤损多发,如京沪高铁泰安站道岔导曲上股大多出现鱼鳞纹,部分甚至发展为剥离掉块(见图1)。更换在线热处理钢轨(U71MnH)后,尖轨寿命有所延长。采用在线热处理钢轨350HT制造的新铁德奥道岔的尖轨、心轨,其磨耗和鱼鳞纹则相对较轻微。

图1 京沪高铁泰安站道岔曲上股钢轨伤损情况
1.2 U75V G离线热处理钢轨道岔
目前,我国兼顾货运的高速铁路道岔中的尖轨一般采用钢厂轧制的矮型特种断面钢轨(60AT2钢轨),由道岔生产厂经跟端锻造(简称跟锻)、铣削、全长离线热处理等工序加工而成。由于尖轨工件长(20 m以上)、尖端变截面(由0 mm断面变为73 mm断面)、断面不对称(一腿长、一腿短),实现离线热处理时存在钢轨变形大、尖轨尖端硬度不足或不均匀等问题。尖轨热处理后变形大,不仅生产中矫直工作量大,还造成使用中密贴不好;尖轨尖端硬度不足或不均匀,造成使用中不耐磨,出现鱼鳞纹甚至剥离掉块等伤损,既影响道岔使用寿命,又增加运营成本。
由此可见,提高道岔尖轨的耐磨、抗剥离掉块能力,已经成为高速铁路道岔尖轨尤其是曲尖轨使用中亟需解决的问题。
2 高速铁路道岔钢轨性能指标对比
2.1 性能指标要求
道岔用对称断面、非对称断面热轧和在线热处理钢轨的轨头踏面硬度及拉伸性能指标要求见表1[3]。在线热处理钢轨轨头横断面硬化层的硬度值测点位置见图2(第1点距表面5 mm,其余点间距均为5 mm),硬度要求见表2[3]。

表1 道岔用钢轨抗拉强度、伸长率和轨头顶面硬度值

图2 钢轨横断面硬度测点位置示意图
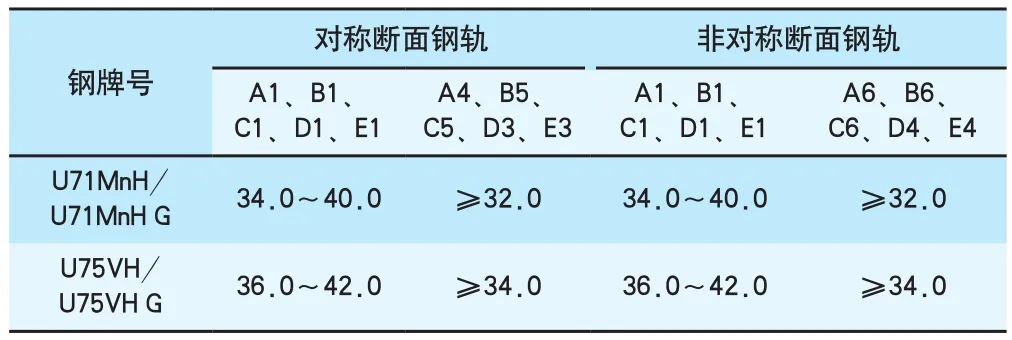
表2 轨头横断面硬化层硬度值 HRC
2.2 道岔用钢轨实物性能对比
自2009年以来,中国铁道科学研究院金属及化学研究所对国内攀钢集团有限公司(简称攀钢)、鞍山钢铁集团有限公司(简称鞍钢)、包头钢铁(集团)有限责任公司(简称包钢)和武汉钢铁集团公司(简称武钢)生产的钢轨性能质量进行批量检验。通过对近两年攀钢、鞍钢生产的热轧及在线热处理钢轨的硬度、拉伸性能数据进行统计分析,得出以下结论:
(1)U71Mn/U71Mn G钢轨踏面硬度分布在266~278 HB,平均值为273 HB;U75V/U75V G钢轨踏面硬度分布在300~306 HB,平均值为303 HB;U71Mn在线热处理钢轨(U71MnH)踏面硬度分布在346~358 HB,平均值为353 HB;U75V在线热处理钢轨(U75VH)踏面硬度分布在362~381 HB,平均值为371 HB。
(2)U71MnH横断面A线第一点硬度>34.2 HRC,B、C线第一点硬度>34.4 HRC;U75VH横断面A线第一点硬度>36.8 HRC,B、C线第一点硬度>36.4 HRC;热处理硬化层深度,在线热处理对称断面道岔钢轨超过20 mm,在线热处理非对称断面道岔钢轨超过30 mm。
(3)U71Mn钢轨抗拉强度在938~969 MPa,平均值为951 MPa,断后伸长率在12.0%~15.0%,平均值为13.8%;U75V钢轨抗拉强度在1 043~1 064 MPa,平均值为1 055 MPa,断后伸长率在10.5%~12.0%,平均值为11.3%;U71MnH钢轨抗拉强度在1 192~1 243 MPa,平均值为1 234 MPa,断后伸长率在10.0%~14.0%,平均值为12.3%;U75VH钢轨抗拉强度在1 305~1 345 MPa,平均值为1 320 MPa,断后伸长率在11.0%~12.0%,平均值为11.7%。
2.3 国内外在线热处理钢轨性能对比
国内攀钢生产的与国外奥钢联集团生产的在线热处理钢轨(60AT2)轨头横断面不同部位硬度对比见图3。

图3 轨头断面硬度分布对比
可见,无论是硬化层深度还是硬化层硬度,攀钢和奥钢联生产的U75V、350LHT和350HT在线热处理钢轨基本处于同一水平,其中,硬度大于36HRC的硬化层深度大于20 mm以上。
2.4 钢轨强度/硬度与使用之间的关系
研究表明,硬度与耐磨性能之间具有正比关系。随着钢轨硬度的提高,耐磨性能改善。一般钢轨硬度每增加60 HB,耐磨性能可提高一倍以上。同时,随着钢轨硬度的提高,疲劳强度也随之提高。如U75V热轧和热处理钢轨的疲劳极限分别为374 MPa和535 MPa,热处理后疲劳极限是未热处理的1.43倍[4]。
因此,采用韧、塑性良好,具有较高硬度的在线热处理钢轨,可以显著提高钢轨的使用寿命。
3 钢轨在线热处理技术的发展
钢轨热处理是通过控制加热或冷却过程,改善组织性能的一种手段。在线热处理是利用轧制余热直接加速冷却,得到细片状珠光体组织的热处理。通过热处理,可使珠光体片间距由0.3~1.0 μm细化至0.1 μm以下,提高硬度60 HB以上[4]。由于钢轨在线热处理技术成熟,产品质量稳定,生产效率高并节约能源,世界各国基本淘汰了钢轨离线热处理而采用在线热处理。
我国攀钢的钢轨在线热处理技术处于世界先进水平。经过近20年的研发完善,目前可生产50 kg/m、60 kg/m(60、60N)、75 kg/m(75、75N)及50AT1、60AT1、60AT2等不同轨型,U75V、U71Mn、U78CrV等不同钢种的在线热处理钢轨。同时,鞍钢、包钢和邯钢近年来也上马了钢轨在线热处理生产线,目前已完成了主要钢种、主要轨型在线热处理钢轨的CRCC认证,具备了生产和供应在线热处理钢轨的条件。武钢也正在上马钢轨热处理生产线。
道岔用在线热处理钢轨由于用量少、品种多,以前只有攀钢一家生产时,往往采购困难,影响了道岔用在线热处理钢轨技术的实施。近年来,由于国内多家钢轨在线热处理设备的上马和技术工艺的完善,道岔厂采购在线热处理钢轨不再成为难题,为在线热处理钢轨在道岔上的应用奠定了坚实基础。
4 在线热处理钢轨道岔生产配套技术
4.1 跟锻后的热处理
我国自20世纪90年代以后,普遍采用AT(矮型特种断面)钢轨制造道岔尖轨,其中50AT1、60AT1用于制造普速铁路道岔尖轨,60AT2和60AT3用于制造高速铁路道岔尖轨及可动心轨。
采用热轧AT钢轨生产道岔尖轨或可动心轨的工艺流程为:原材料锯切—跟端筒式中频电感应加热—跟端锻造—跟锻部位正火处理—尖轨铣削等机加工—轨头全长淬火—矫直—组装—成品入库。
采用在线热处理AT钢轨生产道岔尖轨或可动心轨的工艺流程为:原材料锯切—跟端筒式中频电感应加热—跟端锻造—跟锻部位腰底正火、轨头淬火—端部机加工—尖轨铣削—组装—成品入库。
采用在线热处理钢轨生产尖轨,无需进行轨头全长热处理,也可省去全长热处理后的矫直工序。为了改善和恢复跟锻部位的性能尤其是轨面硬度,要对跟锻部位进行如下的锻后热处理:采用中频电感应加热,轨头部位采用压缩空气加速冷却实施欠速淬火,其他部位自然冷却实施正火;为了防止热影响区过宽,造成使用中轨面低塌,不得采用6只叠装长时间加热的炉子加热处理工艺。
因此,凡采用炉子加热进行锻后热处理的企业,均应进行技术改造,以适应在线热处理钢轨制造道岔的需要。
4.2 焊接技术
目前高速铁路道岔区内及道岔与线路钢轨的连接均采用铝热焊进行。以往采用热轧钢轨生产道岔时,岔区内采用与热轧钢轨硬度相配套的铝热焊剂,而采用在线热处理钢轨制造道岔后,岔区内需要采用与在线热处理钢轨硬度相匹配的高硬度焊剂,防止使用中出现焊接接头低塌。同时,与区间线路钢轨相连接的焊头,也需采用与在线热处理钢轨硬度相匹配的焊剂。
4.3 标准修订
1998年,为了满足修建秦沈客运专线的需要,原铁道部科学技术司组织相关单位首次起草制定了《时速200公里客运专线60AT钢轨暂行技术条件》(科教基[2000]41号)和《时速200公里客运专线60AT钢轨焊接暂行技术条件》(科教基[2000]41号)。2005年,对《时速200公里客运专线60AT钢轨暂行技术条件》进行修订,颁布了《客运专线60AT钢轨暂行技术条件》(科技基[2005]101号);同年颁布实施了TB/T 3109—2005《AT钢轨》标准。2007年,中国铁道科学研究院(简称铁科院)主持起草了《特种断面翼轨(60TY)暂行技术条件》(工管技[2007]46号)。2013年,铁科院主持起草了TB/T 3109—2013《铁路道岔用非对称断面钢轨》,该标准历经10余年,将以上暂行技术条件和标准整合形成铁道行业标准,并纳入高速铁路用在线热处理钢轨内容[3,5]。
根据近年来道岔钢轨件的使用现状,2015年中国铁路总公司运输局工务部发文(《高速铁路道岔质量座谈会会议纪要》(运工高线函[2015]428号)),明确规定高速铁路道岔钢轨件均应采用在线热处理钢轨制造。
5 我国高速铁路道岔用轨选用建议
日本高速铁路道岔尖轨采用热轧AT钢轨(强度等级800 MPa)制造。根据使用情况,热轧态不能满足耐磨需要时,根据用户的要求,经热处理后使用。
法国高速铁路大号码高速道岔,尖轨部分采用强度等级为880 MPa的UIC900A钢种,采用长定尺钢轨,中间不焊接、不淬火。同时,根据用户的需要,也对尖轨进行淬火处理。为保证尖轨尖端的淬火硬化效果,采用预留一定尺寸淬火后再加工的方法进行。
德国高速铁路道岔尖轨采用强度等级为880 MPa级的UIC900A制造,也可按用户要求进行淬火处理,热处理后强度等级达到1 100 MPa级。
我国高速铁路国产化后的道岔,时速200 km及以上的客运线路道岔采用U71Mn G钢轨制造,均未进行热处理;时速200 km及以上的客货混运线路采用U75V G钢轨制造,大部分为离线热处理。
综合考虑道岔使用情况,尤其新铁德奥350HT在线热处理道岔的使用情况,对道岔用钢轨的选用提出如下建议:
我国高速铁路用道岔包括时速200 km、时速300 km以上的有砟、无砟道岔全部采用在线热处理钢轨(U71MnH G或U75VH G)制造,包括高速铁路道岔用基本轨、尖轨、心轨、翼轨和导轨。其中,客运专线道岔应选用U71MnH G;客货混运铁路应选用U75VH G;磨耗严重需要更换钢轨件时采用U75VH G。同时建议尖轨、心轨的跟锻热处理要采用电感应加热、轨头喷风冷却的锻后热处理工艺,岔区铝热焊剂的选用要与在线热处理钢轨硬度相配套。
[1] 中国铁路总公司运输局.铁道工务技术手册:道岔[M]. 北京:中国铁道出版社,2017.
[2] 王树国.我国铁路道岔现状与发展[J].铁道建筑, 2015(10):42-46.
[3] 周清跃.国内外钢轨标准汇编(上册)[R].北京: 中国铁道科学研究院,2012.
[4] 周清跃,张银花,杨来顺,等.钢轨的材质性能及 相关工艺[M].北京:中国铁道出版社,2005.
[5] 周清跃,张银花,朱梅.解读铁道行业标准《铁路 道岔用非对称断面钢轨》[J].铁道技术监督, 2013(11):1-4.
Study on Selection of Rail Material and Strength Level for HSR Turnout
ZHOU Qingyue,ZHANG Yinhua,LIU Fengshou,CHEN Zhaoyang
(Metals amp; Chemistry Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
Given that the key components of HSR turnouts are vulnerable to wear and losses and are prone to have spallings, the paper compares the performance of rail materials and studies the supportive technologies. In light of the status quo of turnout application, the paper builds on the performance of CNTT-350HT-rail turnout subject to on-line heat treatment to prolong the service life of turnout, as well as to simplify the production procedure and on-site replacement. The paper proposes that rail subject to on-line heat treatment (U71MnH G or U75VH G) can be used for the manufacture of HSR turnouts – stock rail, switch rail, point rail, wing rail and guide rail included. At the same time, it is suggested that the heat treatment for the heels of switch rail and point rail shall choose the electric-induced heating, while the rail head shall be air cooled and the alumino-thermic welding agent shall be selected in accordance with the hardness of the rail subject to on-line heating treatment.
HSR;turnout;rail material;strength level;on-line heating treatment
U213.6
A
1001-683X(2017)08-0005-05
10.19549/j.issn.1001-683x.2017.08.005
中国铁路总公司科技研究开发计划项目(2016G008-B)
周清跃(1960—),男,首席研究员,博士生导师。
E-mail:zhouqingyue93480@126.com
责任编辑 高红义
2017-05-19
