船舶舾装生产设计图纸视图布局优化
2017-11-20陈飞亚顾晓波吴红洁
陈飞亚, 顾晓波,2, 吴红洁
(1.江苏科技大学 船舶与海洋工程学院, 江苏 镇江 212003;2.江苏现代造船技术有限公司, 江苏 镇江 212003)
船舶舾装生产设计图纸视图布局优化
陈飞亚1, 顾晓波1,2, 吴红洁1
(1.江苏科技大学 船舶与海洋工程学院, 江苏 镇江 212003;2.江苏现代造船技术有限公司, 江苏 镇江 212003)
为解决船舶舾装生产设计图纸中的视图布局通常由设计人员手工进行,浪费工时且效率低下这一问题,提出一种图纸视图布局优化方法。根据船舶舾装生产设计图纸的布局规则及约束,基于对不规则二维图形的矩形包络方法,结合改进的最高水平线法对节点图进行布局优化,并同步引入视图比例修改功能。该视图布局优化合法可使图面利用率更高,同时提高自动出图效率。
舾装生产设计图纸;布局优化;最高水平线法
0 引 言
布局问题就是把一些物体按一定的规则和要求合理地布置在一个空间内,按布局的维数可分为一维、二维和三维布局问题[1],其中对二维布局问题的研究主要集中在矩形及不规则零件的下料,鲜有涉及图纸的视图布局优化。目前零件下料问题的研究虽具有共性,在一定程度上可供借鉴,但直接应用于舾装生产设计出图仍面临困难;另一方面,目前的出图方式仍以交互式出图为主,相应的排版布局方式也是绘图人员手工进行的,为提高出图的自动化程度,研究图纸视图布局优化势在必行,其将成为自动出图系统中重要的组成部分。
1 舾装生产设计图纸的基本规则和约束
解决图纸优化布局的问题,首先需要分析影响布局的基本规则和约束条件[2]。与其他工程图纸的布局有所不同,船舶生产设计图纸对视图位置和比例等有特殊要求。首先,对于船舶舾装件安装图和零件制作图而言,必然存在常规三视图,即主视图、左视图和俯视图,它们之间有相互对齐和比例相同等约束条件。依据出图标准及成图习惯,在整张图纸的左上角开始排布三视图,三视图的可选比例比较固定,一般是1∶50,1∶20,1∶10等。其次,船舶生产设计图纸中的剖视图、节点图也必须按一定顺序进行排布。同一类型的节点邻近排布,其次再按节点1,节点2,……的顺序依次排布。再次,各图块之间的距离应该均匀,保证图块布置合理且美观,图块的总面积应尽可能大以充满图纸,便于充分利用图纸区域。
2 排图区域分析
排图区域指的是图框范围内可用于排图的区域。由于不同的船厂对于标题栏有各自的标准,故本文将A3图纸中标题栏按工程制图标准简化为图框右下角140 mm×32 mm的矩形,这时排图区域就是图框矩形中减去标题栏矩形所得到的区域,如图1所示。

图1 A3图纸视图布置区域
将A4图纸首页中标题栏简化为图纸下方50 mm×180 mm的矩形,图纸上方的反向图号及版本说明简化为42 mm×180 mm的矩形,如图2所示。

图2 A4图纸视图布置区域
3 二维不规则视图预处理及其三视图类型分析
3.1二维不规则视图预处理
由于视图块包括标题、图形件号及相应尺寸等,使得其形状复杂,二维视图的布局必须首先考虑几何形状的表示方法。在一些文献中,一般都对不规则形状的图形进行矩形包络,比较这些矩形的面积,最小者确定为最小包络矩形,然后以最小包络矩形代替原不规则图形进行优化排样或排布[3]。针对船舶生产设计图纸,可以将上述矩形包络方法进一步简化。通过对不同分段安装图及制作图纸的分析,可将视图块简化为长、宽分别沿x、y轴方向的矩形。
3.2视图矩形包络三视图类型分析
按照三视图三维坐标的数量关系,将其分为3种类型,以xOz面为主视向。
(1) 在图3中,三维图块的坐标特征为某2个坐标值相近并远大于第3个坐标值。其三视图如图4所示,按一般工程图三视图“高平齐、宽相等”的规则排布,会造成在图纸竖直方向占用区域远大于水平方向,对后续排图产生不良影响,遂将俯视图移到第一行主视图右侧进行布置。
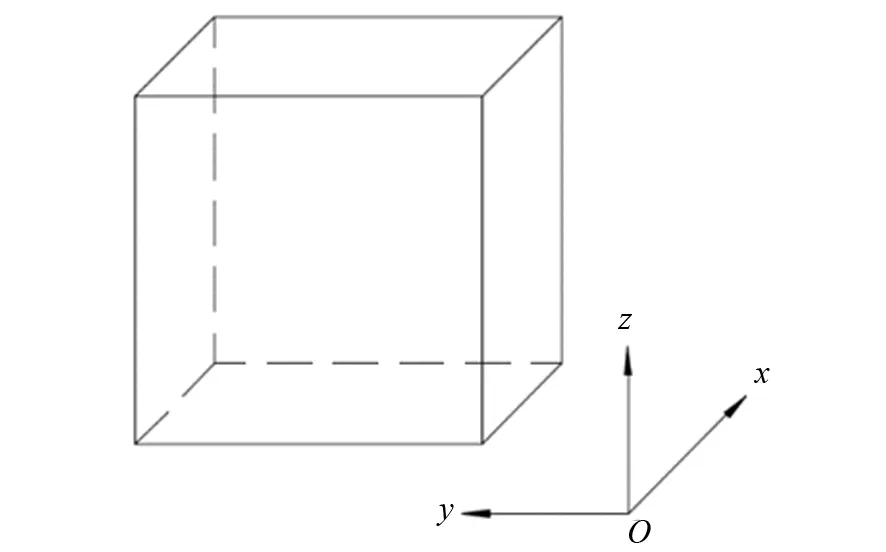
图3 类型1

图4 类型1的三视图布置

图5 类型2

图6 类型2的三视图布置
(2) 在图5中,其坐标特征为某2个坐标值相近并远小于第3个坐标值。其三视图如图6所示,同样按一般工程图的排图方式会造成子图排图不便,遂将俯视图移到左视图右侧。
(3) 在图7中,坐标特征为3个坐标值相近。其三视图如图8所示,均为长宽比接近于1的矩形,故按工程图三视图“高平齐、宽相等”的规则排布。
图7 类型3
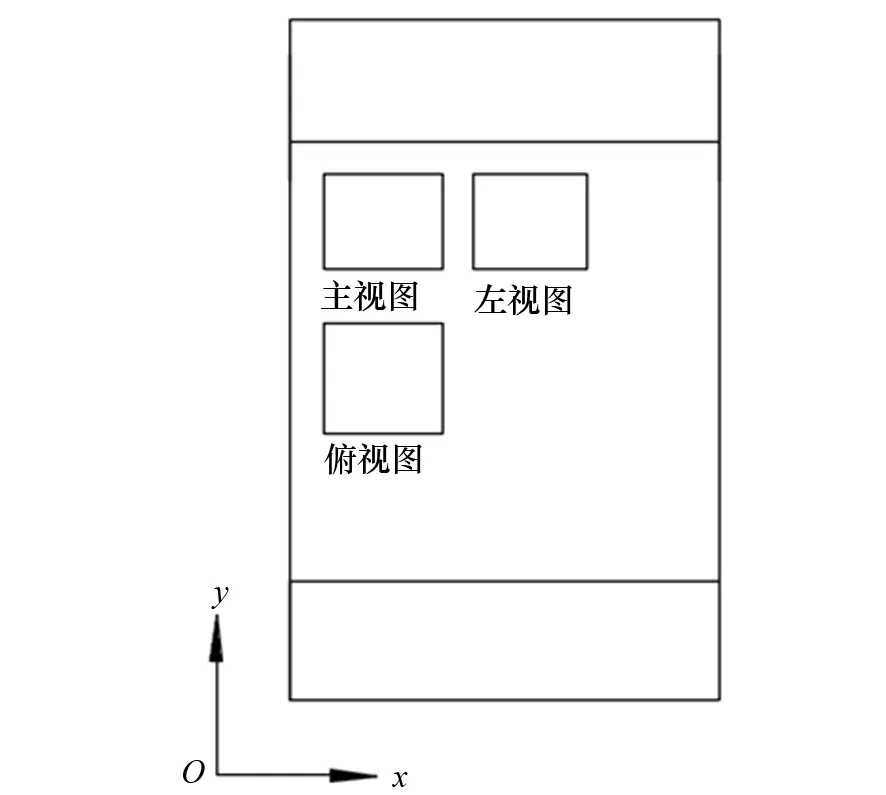
图8 类型3的三视图布置
4 基于最高水平线的视图布局优化算法
对于矩形及不规则零件排样,常用到最低水平线法,该方法是一种不断更新水平线集的布局算法,其基本思想是在水平线集内搜索高度最低的水平线,将要排放的图块布局在最低水平线上并更新水平线集,如果该条线长度不足以排下该图块,则将该条水平线封闭并更新水平线集,继续搜索下一条水平线[4]。但在舾装生产设计图纸的布局中,坐标原点位于图纸左下角,布局却是从图纸左上开始进行的,遂将最低水平线法进行改进,提出最高水平线法。
对于船舶生产设计图纸,需在图纸左上排入主视图、俯视图和左视图,将其他待排节点图块按次序装入列表中。设这时的待排图块分别为D1,D2,D3,…,Di,Di表示当前待排图块。因矩形包络固定,遂以图形图块沿x轴方向的长度进行排样,算法流程如图9所示,其中:图块沿x轴的长度为l;H表示排布当前图块后该图块顶端的高度值,用于判断该图块排布是否超出图纸高度范围。

图9 最高水平线算法流程
4.1水平线和矩形图块数据描述与存储
水平线轮廓需要与矩形长度进行比较,水平线高度同时也是重要的参数,遂定义1个类lowline,包含3个double类型的参数,用于描述并存储水平线的横坐标和纵坐标。设第n条lowline(a,b,y),其中a,b分别表示水平线起点、终点的横坐标,y表示水平线的纵坐标。初始lowline为排入主、俯和左视图后的3条水平线,分别为L1(w1+w2+c,W,(H-c)),L2(w1+c,w1+w2+c,H-(h2+2c)),L3(0,w1,H-(h1+h3+3c)),式中:W表示板材的宽度;wi和hi表示第i个图块的宽度和高度;c表示图块之间的距离(c≥5)。
绘制矩形需要矩形位置参数(矩形左上顶点坐标)和矩形形状参数(宽度和高度)。遂定义1个类Rec,包括4个double类型的参数,存储矩形位置和形状。
4.2算法实现步骤
(1) 在图纸左上角排入主视图、左视图和俯视图,得到初始水平线集并按其纵坐标排序。
(2) 排放Di时搜索高度最高的水平线进行排放,若有数条,则选取左边的一条,判断该水平线宽度是否大于或等于要排图块的宽度。
(3) 如果该段水平线宽度大于或等于要排图块的宽度,这时判断图块排入后的最终高度是否超出图纸范围:若不超出范围,则将该图块排入,同时更新水平线集;若超出范围,则将从该图块开始及之后的所有未排图块排入下一张图纸。
(4) 若该段水平线宽度小于要排图块的宽度,则封闭该段水平线,更新水平线集并重新按高度排序,在更新后的水平线集中继续搜索符合条件的水平线,将待排图块排入。
(5) 重复步骤(2)到步骤(4)直至所有待排图块均排入图纸中。
5 修改比例及视图布局流程
排布视图时视图的大小通常是由设计人员自行确定的,修改视图比例是为了在清晰地显示视图的尺寸等细节的基础上适应图幅的大小,因此在实际绘图过程中,上述单一的视图布局算法需要配合比例修改来实现。
修改比例及视图布局流程如图10所示。k为待排视图个数;i为当前待排视图;j为当前视图允许比例,以常见船舶制作图的允许比例为例,共有8个;H为当前视图排布完后的高度值。

图10 修改比例及视图布局流程
(1) 排布第i个视图时,修改视图比例为设定的允许比例j,判断最高水平线长度是否大于视图宽度:若大于,视图比例确定为当前比例j,这时判断图块排入后的最终高度是否超出图纸范围;若不超出,则将该图块排入,同时更新水平线集;若超出范围,则将存储当前视图为未排图块,插入空白页进行排布。
(2) 若最高水平线长度小于视图宽度, 继续修改第i个视图的比例,若所有允许比例都不能排布,则封闭该段水平线,更新水平线集并重新按高度排序,在更新后的水平线集中继续搜索符合条件的水平线,将待排图块排入。
(3) 重复(1)和(2)步骤,直至所有待排图块均排入图纸中。
6 算例
应用最高水平线算法实现本文优化算法的效果,算例所用图纸为LVA180T09直梯制作图,该直梯的主视图、左视图已足够将尺寸表达清楚,遂出图时省略俯视图。
各视图的矩形包络尺寸如表1所示,将矩形沿x坐标轴的长度定为矩形长度,沿y坐标轴的长度定为矩形宽度。
在视图布置区域中,除了表1的矩形图块等待排元素,还要将对应的明细栏、技术要求等图块按成图习惯排入。算例中明细栏为180 mm×42 mm的矩形,排布在标题栏正上方,视图布置区域的左下角排布尺寸为125 mm×20 mm的技术要求,右下角排布43 mm×100 mm的直梯立体图,这时还需要检查其干涉情况,矩形包络的布局优化如图11所示。
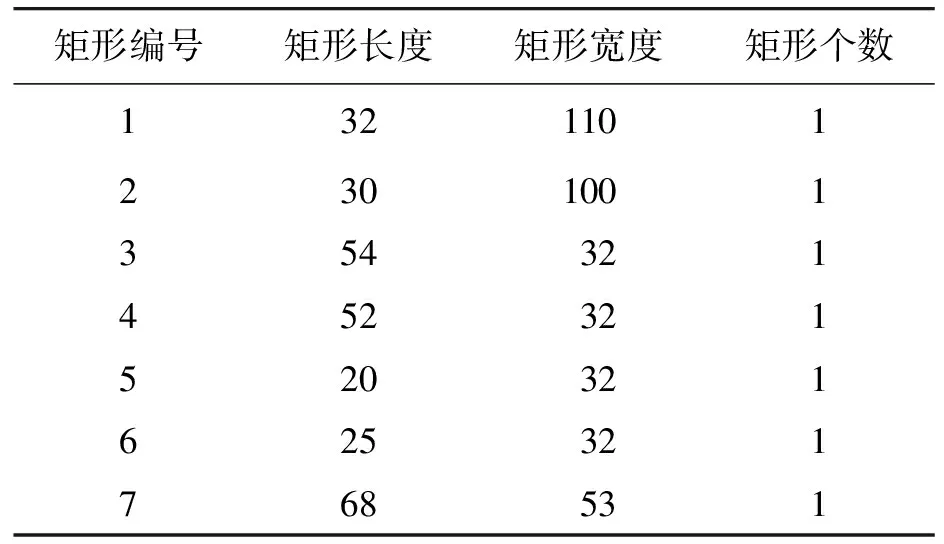
表1 矩形尺寸 mm

图11 图块矩形包络的布局优化
具体视图排布后的效果如图12所示。

图12 布局优化后效果
7 结 论
本文研究船舶舾装生产设计图纸的视图布局优化问题,对其三视图的类型和布置进行分类研究,结合改进的最高水平线法对其节点图进行布局优化。虽然利用矩形包络方法可扩大视图范围,但在一定程度上简化了问题,最终达到的效果精确地遵循视图的顺序和船舶舾装的成图习惯,缩短出图时的视图布局时间,间接提高自动出图系统的效率。
[1] 王金敏,查建中.布局问题约束的分类及表达[J].计算机辅助设计与图形学学报,2000,12(5):349-354.
[2] 杜妍辰,周正茂.工程CAD中的排图优化算法[J].工程设计学报,2005,12(4):252-256.
[3] 卢齐飞.二维不规则图形下料排样优化算法研究[D].广州:广东工业大学,2013.
[4] 张伟,安鲁陵,孙金虎.一种矩形件优化排样算法的研究[J].宇航材料工艺,2010,40(3):23-25.
LayoutOptimizationofDrawingsforShipOutfittingProductionDesign
CHEN Feiya1, GU Xiaobo1,2, Wu Hongjie1
(1. School of Naval Architecture and Ocean Engineering,Jiangsu University of Science and Technology,Zhenjiang 212003, Jiangsu, China; 2.Jiangsu Modern Shipbuilding Technology Co., Ltd.,Zhenjiang 212003, Jiangsu, China)
The layout of ship outfitting design drawings is usually carried out by manual design,which is waste of time and inefficiency.According to the layout optimization problem in ship outfitting production design drawings, the layout rules and constraints of ship outfitting production design drawings are analyzed, and the characteristics and arrangement of three views in outfitting production design drawings are studied. Based on the rectangular envelope method of irregular two-dimensional graph, the layout of the node graph is optimized by the improved highest horizontal method and the function of view scale modification, which improves the utilization efficiency of the graph and the automatic plotting.
outfitting production design drawing; layout optimization; highest horizontal line method
陈飞亚(1991-),女,硕士研究生,研究方向为船舶先进设计与制造技术
1000-3878(2017)05-0066-07
U673
A
