全毛领带衬的生产工艺
2017-11-16常志宏
常志宏
(盖尔太平洋特种纺织品(宁波)有限公司,浙江 宁波 315800)
全毛领带衬的生产工艺
常志宏
(盖尔太平洋特种纺织品(宁波)有限公司,浙江 宁波 315800)
选用细度58支的本色防缩羊毛条为原料,通过合理设定纺纱、织造、后整理等工序的工艺条件,生产出了全毛领带衬产品,其各项理化指标和手感风格都达到了预期要求。
全毛领带衬;防缩羊毛;织造工艺;防缩整理;产品性能
领带衬是领带的骨架,高档全毛领带衬既有良好弹性,手感柔软,厚实丰满,又具良好尺寸稳定性,干洗、水洗后不收缩、不变型特点。我国已是全球最大的领带生产国,全毛领带衬的试制成功改变了全毛高档领带衬主要依赖进口的不利局面。
1 原料选用与纺纱工艺
选用58支本色防缩羊毛条做原料,充分利用了其毛纤维长度长、弹性好等特点,经过防缩整理的毛条可降低成品的缩率,提高其尺寸稳定性。毛条各项指标如表1所示。
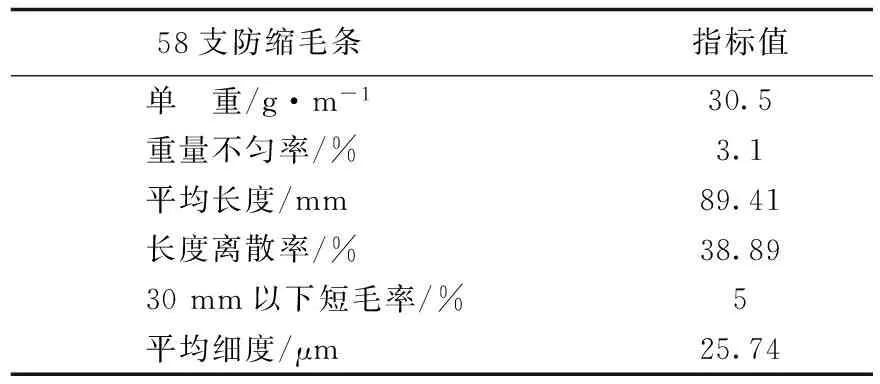
表1 58支防缩毛条指标值
领带衬要求弹性好,故经纬纱均选用31.2×2 tex股线;合理选择单纱和股线捻系数,使纱线既相对比较柔软,又充分发挥了58支羊毛的优良弹性。纱线规格为单纱:31 tex,捻度490 捻/m,捻数86,捻向Z;股线:31.2×2 tex,捻度520 捻/m,捻系数130,捻向S。
纺纱工艺采用多道针梳,充分去除断毛,理顺纤维,保证成纱表面光洁。具体工艺流程如下:
理条B412→头道针梳B423→二道针梳B432→三道针梳B442→四道针梳B452→粗纱B465→细纱SAVIO→并线→捻线→蒸纱→络筒ESPERO-M型。
纺纱各工序主要工艺参数分别见表2、表3。
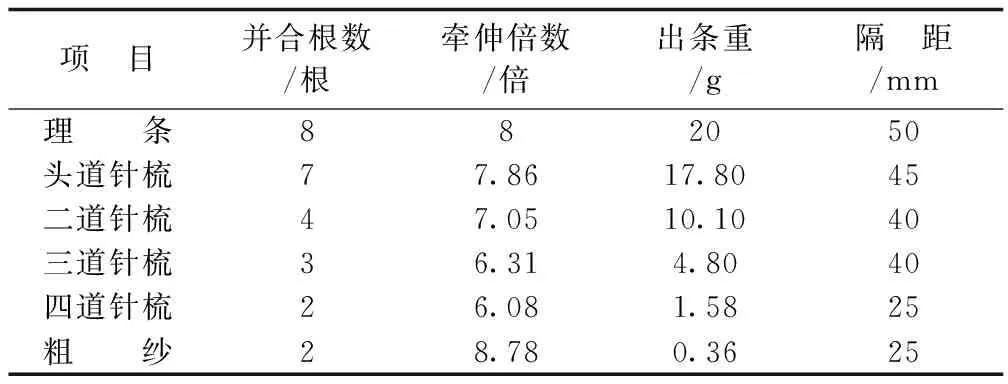
表2 前纺工艺参数
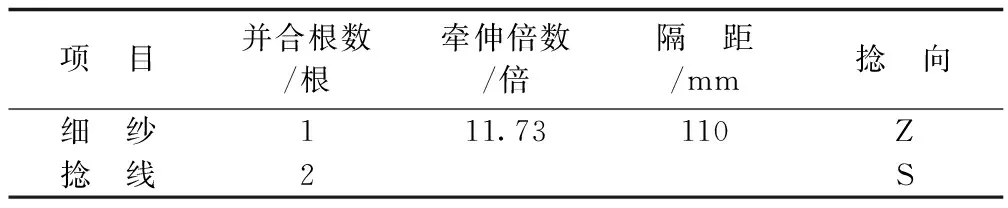
表3 后纺工艺参数
2 织物规格与织造工艺
织物组织设计:根据领带衬厚实丰满等风格要求,采用双层平纹织物组织,接结点间距适中,呈菱形分布排列,使得织物手感活络,丰满,弹性足。地组织采用6页综织造,织物组织和穿综方法见图1。一个完整组织穿综循环经纱根数为48根,组织循环纬纱数为48根。
织布工艺流程如下:整经→穿经→织布。
采用KARLMAYER分条整经机整经,整经速度200 m/min,单纱张力设定为100 cN,倒轴速度280 m/min;用PICANOL GTX型多臂织机织造,织机主轴转速260 r/min。织布工艺参数及坯布规格见表4。
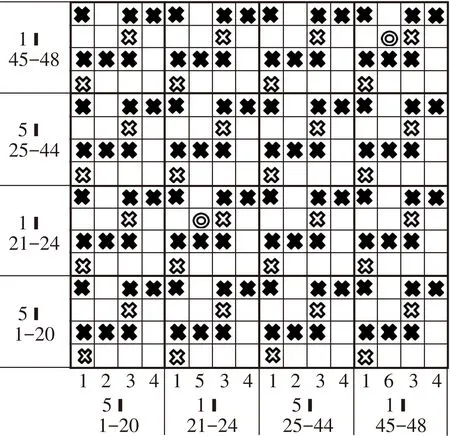
图1 织物组织和穿综方法

项 目参数值纱线支数/tex31.2×2总经根数/根 5328筘 号72#每筘穿入经纱数/根4上机经纱密度/根·(10cm)-1288上机纬纱密度/根·(10cm)-1282上机筘幅/cm185坯布幅宽/cm166.5
从表4可看出,由于采用双层织物组织其织造收缩率较大,上机筘幅到坯布的收缩率为10%。
3 后整理工艺
为了充分发挥58支羊毛弹性好的优点,克服其手感粗糙的缺点,以及充分消除纺纱、织造过程中产生的应力,在后整理中对重点工序进行合理配置,制定了如下工艺流程:生修→烧毛→洗呢N113→脱水→冲洗→煮呢N312C→吸水→烘干→熟修→防缩处理SLMA1114-W→平幅洗呢CIMI-LAVANOVA→烘干→定型MONFORTS→蒸呢→松弛整理LK625→蒸呢MB411→打卷。
后整理主要工序的工艺条件如下:
(1)洗呢 洗剂用纯碱0.3%,LS.5%;温度45 ℃,浴比1∶8,时间20 min;洗后冲洗15 min出机。
(2)煮呢 双槽煮呢,温度90 ℃,水量2/3,小张力;往复8次,出机时槽外喷冷。
(3)防缩处理 防缩剂的选用和配比浓度是关键,直接影响到成品手感风格和尺寸稳定性。在定型机前浸轧槽内进行,经定型机焙烘温度要低于160 ℃,以免损伤羊毛。
(4)松弛整理 经过无张力烘干机,速度为16 m/min,温度85 ℃。
(5)蒸呢 蒸呢时间15 min,抽冷12 min,蒸呢压力0.18 MPa,调头蒸第二遍。
4 成品主要指标
全毛领带衬成品主要物理指标测试结果见表5。
由表5可看出,水洗尺寸变化达到了小于1%的先进水平,且其各项指标均达到了预期要求。

表5 成品主要指标测试值
5 结语
产品原料选择和防缩整理、松式整理是保证成品尺寸稳定的关键,纱线捻度和织物组织设计是产品手感风格的基础保证,洗呢、煮呢和蒸呢充分发挥了羊毛的优良特性。同时各生产工艺流程精选工艺参数、严格要求、精确控制,最终试制出了手感、风格和各项物理指标都合格的产品。成功开发出的高档全毛领带衬产品水平与现有的领带衬拉开了档次,完善了领带衬不同价位的系列产品。同时为市场提供高档次产品改变了高档全毛领带衬主要依靠进口的不利局面。
[1] 孔繁薏,罗大旺.中国服装辅料[M].北京:中国纺织出版社,1998:63-65.
[2] 候永善.染整工艺学:第二册[M].北京:中国纺织出版社,1985:164-166.
[3] 蔡丽燕.精纺自然弹性毛织物的开发[J].毛纺科技,2004,(11):34-36.
[4] 蔡陛霞.织物结构与设计[M].北京:纺织工业出版社,1986:119-123.
ProductionTechnologyofFullWoolNecktieInterlining
CHANG Zhi-hong
(Gale Pacific Special Textiles (Ningbo) Ltd., Ningbo 315800, China)
With 58 s color shrink-proof wool tops as raw materials, through the reasonable setting of spinning, weaving, finishing and other process parameters, full wool necktie interlining was produced. Physicochemical index and handle style of full wool necktie interlining reached the expected requirements.
full wool necktie interlining; shrink-proof wool; weaving process; shrink-proof finishing; product performance
TS941.4
B
1673-0356(2017)10-0028-02
2017-08-24;
2017-08-28
常志宏(1963-),男,工程师,主要从事遮阳纺织品新产品开发、新材料应用等,E-mail:rictor.chang@galepacific.com.cn。
