管子制作过程中的弯管及法兰转角的探讨
2017-11-15尹海山刘佳
尹海山+刘佳
摘 要:在管子制作过程中,有很多管子是需要采用弯管机弯制的,也有很多管子是存在法兰转角的,文章通过解析弯管工艺的原理及方法,针对实践过程中存在的问题提出了相应的解决措施,既保证了设计上的优化,又保证了管子加工时的便捷,可供同行参考。
关键词:管子加工 弯管 法兰转角
在船舶建造过程中,轮机专业里面的设备安装及管系安装是最主要的两大部分,其中管系安装正确的前提就是管子制作的正确性,正常来讲管子安装在整个舾装工程中占了20%以上的工作量,同时废返率占管子总数的8%~15%,所以说提高管子加工的正确性非常重要。
1.弯管机弯管工艺
弯管机进行管材的弯曲和板料的弯曲一样,在纯弯曲的情况下,管子受外力矩的作用发生弯曲时,弯管弧度外侧管壁受拉应力作用,管壁变薄;弯管弧度內侧管壁受挤压力作用,管壁变厚。而且,横截面的形状由于外力作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。为避免以上情况,需注意以下几点:弯管弧度外侧拉伸变形区内最大的伸长变形不得超过材料塑性允许值而产生破裂;弯管弧度内侧压缩变形区内,受挤压力部分不能产生失稳而起皱;要充分考虑椭圆度的要求,目前管业一般在管子穿心棒端部加锌棒;如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
2.弯管注意要点
由于目前管子弯管有”冷弯”和”热弯”两种形式,一般采用前者,管子弯曲半径一般采用3D(3倍管子外径)弯曲,针对单根管子来讲,只包含一个弯的情况相对简单,但是包含两个及以上起弯点的管子就相对较复杂一些,在设计及管子制造方面都有不少需要注意的要点。在弯管之前,首先必须明确不同弯管机的弯管参数,如表1所示。
(1)针对单个弯的情况,只要保证弯管机“前卡”位置后弯制,便能加工出相应管子,当然,对于设计及现场制作人员来讲,要特别注意管子前卡量不够的情况,这种情况不但浪费了材料,还增加了一道现场施工工序,从而使整个管子的制作成本上升,因此要尽量避免。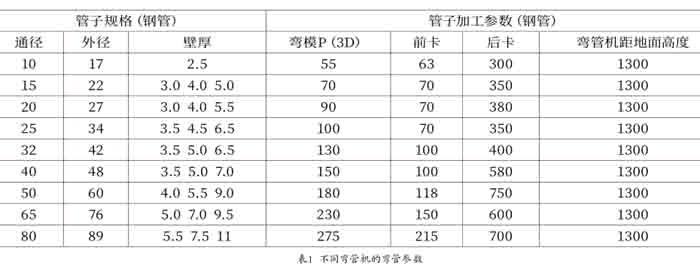
(2)管子中包含两个及以上弯管的情况,这类管子的出错率是比较高的,主要是管子“中间卡量”的问题。由表1可知外径Ф60mm的管子,其前卡值为118,弯第二个弯的时候,弯管机前卡需要夹在中间直管段的位置,若设计时未考虑此种情况,将直管段设置低于前卡值118,那么管子就无法加工。此外一般管业公司都有多台弯管机,其前卡值是不一样的,因此加工管子时合理选用弯管机也是比较重要的一点。
3.法兰转角
法兰转角是非常重要的一项参数,如果一根管子的法兰转角在制作时没有转到正确角度便焊接,那么管子制作完毕后也无法正常使用,必须返修甚至重新制作,下文将结合具体实例进行探讨。
3.1法兰转角旋转原则
在管子法兰旋转角度之前,首先需要确定法兰转角的旋转原则,目前大多数船厂均采用三维设计软件TRIBON进行管路设计,故首要的便是掌握其转角原则:管子在船上安装始终是“双眼正”原则,即法兰上下和左右螺栓孔连线是与船体坐标系平行的;面向法兰,逆时针为正、顺时针为负的原则。
3.2实例分析
下面结合实例讨论法兰转角,如图1、表2所示。
通过图1和表2可以看出法兰相对于P2处弯管所形成的平面有法兰转角70°,需要进行法兰转角操作,将各阶段进行分解。
分解阶段一:此管子若无法兰转角,那么管子完成后的效果如图2所示。如果在此阶段将管子法兰焊接完毕,不考虑法兰转角70°,那么将导致此管在船上无法安装,甚至管子报废。
分解阶段二:管子在船上的安装位置是固定的,为了达到“双眼正”的目的,就必须采取旋转法兰的措施。如图3所示,旋转前,法兰螺栓眼在“位置一”,旋转后螺栓眼在“位置二”,之间的旋转角度“70°”便是法兰转角。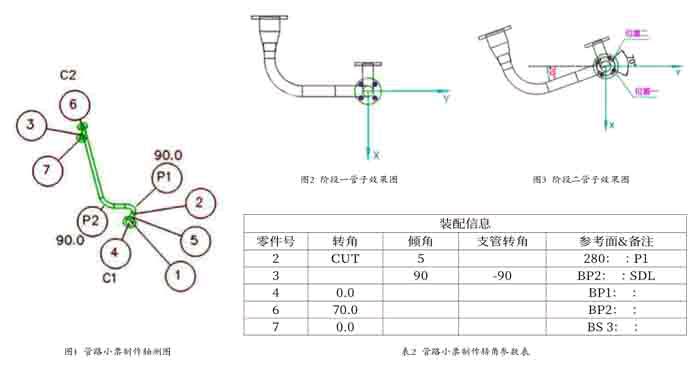
4.结束语
综上所述,通过以上处理,管子加工时法兰转角才能保证正确率,但同时也应认识到,在设计时应尽量避免一些非常规角度,便于管子加工制作。管子加工过程中弯管及法兰转角是比较普遍的一道操作,不管是设计人员还是制作人员,只有在充分了解的基础上,才能将此项工作做到最好,最终提高其设计及建造水平。
参考文献:
[1]刘翔.基于有限元法的设备法兰强度与刚度分析及工程设计软件开发[D].北京:北京化工大学,2016.
[2]孙佳超.金属与金属接触型螺栓法兰接头的计算方法研究[D].上海:华东理工大学,2015.endprint
