搅拌摩擦焊修复技术的研究现状
2017-11-15姬书得黄若飞吴宝生
姬书得,黄若飞,吴宝生
(沈阳航空航天大学 航空航天工程学部,沈阳 110136)
名家综述
搅拌摩擦焊修复技术的研究现状
姬书得,黄若飞,吴宝生
(沈阳航空航天大学 航空航天工程学部,沈阳 110136)
由英国焊接研究所发明的搅拌摩擦焊可用于金属结构中缺陷的修复。与传统的熔化焊相比,搅拌摩擦焊修复具有高质量、低能耗、低成本、绿色无污染等优点。近年来,国内外的专家和学者不仅对裂纹型缺陷的修复进行了研究,还提出了多种由搅拌摩擦焊演生而来的工艺进行了体积型缺陷的修复。在介绍搅拌摩擦焊原理的基础上,对搅拌摩擦焊进行缺陷修复存在的工艺问题进行了分析,重点介绍面积型与体积型缺陷的修复工艺研究现状。
搅拌摩擦焊修复;面积型缺陷;体积型缺陷;研究现状
对于现今大量应用于制造行业的铝合金和镁合金铸造件,在铸造过程中不可避免地会产生如气孔、疏松、裂纹等铸造缺陷[1];金属结构件在使用过程中亦会产生各种缺陷,比如裂纹等。缺陷的存在会影响镁合金或铝合金铸造结构的质量,严重时甚至导致产品报废。2003年,我国开展了《国家中长期科学和技术发展规划(2006-2020)》制定工作。规划指出:未来限制我国经济可持续发展的主要瓶颈是资源匮乏和能源匮乏。因此,再制造技术应运而生并引起国家高度重视。再制造技术的提出可实现产品循环寿命周期,即“研制-使用-报废-再制造”,有利于降低资源消耗,具有突出的节能减排效益。因此,金属结构件中缺陷的修补技术备受国内外学者的关注。目前缺陷修补的方法主要是传统熔焊、电火花合金化、激光多层涂敷等[2-4]。上述修复方法是基于材料熔化的修复工艺;但过大的局部热输入易造成组织粗大且无法避免气孔与裂纹等缺陷。同时,电火花合金化与激光多层涂敷仅适用于表面缺陷的修复,而对于结构件的内部缺陷显得无能为力。搅拌摩擦焊(Friction stir welding,FSW)作为一种固相连接技术,具有焊接温度低、变形和残余应力小、接头质量高、绿色无污染等优点,也适用于金属结构件的绿色修复。目前,搅拌摩擦焊修复(亦可称为搅拌摩擦修复)作为一种新型的修复技术,可进行面积型与体积型缺陷的修复,引起了国内外的专家和学者的广泛关注。
1 搅拌摩擦焊的原理及成形特点
搅拌摩擦焊是由英国焊接研究所(TWI)在1991年发明的一种新型固相连接技术[5],其焊接工艺的原理如图1所示。在FSW过程中,高速旋转的搅拌头扎入工件后沿焊接方向运动;在搅拌头与工件的接触部位产生摩擦热,使其周围金属形成塑性软化层;软化层金属在搅拌头旋转的作用下填充搅拌针后方所形成的空腔,并在搅拌头轴肩与搅拌针的搅拌及挤压作用下实现材料连接。

图1 搅拌摩擦焊接原理
随着FSW的推广和普及,在二十多年的时间里已逐渐应用于航空航天、高速列车、船舶及汽车制造工业等领域[6-8]。由于焊接过程中金属不发生熔化,焊接接头中不会出现裂纹和气孔等缺陷。在焊接过程中,搅拌头材料的选择至关重要;而以工具钢制成的搅拌头可用于铝或镁合金的“无损耗”且“无添加”焊接。因此,与常规熔化焊相比,FSW是一种低成本、低能耗且绿色无污染的技术。
FSW是一种焊接方法,与其它熔化焊类似可进行铝合金、镁合金等金属材料的缺陷修复。特别地,由于成功地解决了2xxx和7xxx铝合金材料 “不可(熔化)焊”的问题[10-11],FSW与常规熔化焊相比有着更广的应用对象。然而,尽管可避免由金属熔化所导致的气孔、裂纹、夹杂等缺陷,但搅拌头的几何特征与运动特征使FSW接头的表面与内部会出现一些不可忽略的问题,比如焊缝减薄、焊缝内部的孔洞或隧道缺陷、接头尾部的匙孔等,这都会对FSW的修复质量有着不同程度的影响。
首先,在FSW过程中,焊接热主要由摩擦热组成,其受到搅拌头与待焊材料间的顶锻力影响。为了获得足够的焊接热输入以保证材料良好的塑性流动行为,焊接过程中足够大的顶锻力是必须的。这与常规工艺下搅拌头的倾角共同作用,使得焊缝会不同程度减薄,不利于焊接接头的力学性能。
其次,FSW的工艺参数包括搅拌头形状及尺寸、搅拌头旋转速度、焊接速度(行进速度)、顶锻力、搅拌头倾角和搅拌头下压量等。当上述工艺参数的组合不当时,接头内部会出现孔洞、隧道等缺陷。Kim等人[12]通过对焊接速度、旋转速度和下压力等工艺参数范围(如图2所示)的研究发现:在大下压力、高转速和低焊速的组合下(14.2 kN、1 750 rpm和250 mm/min),由于热输入过大,材料被挤到焊缝边缘出现大飞边现象(图3),造成焊缝大减薄;在低转速和高焊速的组合下由于热输入不足,容易在焊缝内部形成孔洞和沟槽类缺陷。Chen等人[13]发现当搅拌头倾角选择不当时,材料流动不充分或过多材料的挤出都会造成孔洞或隧道缺陷。
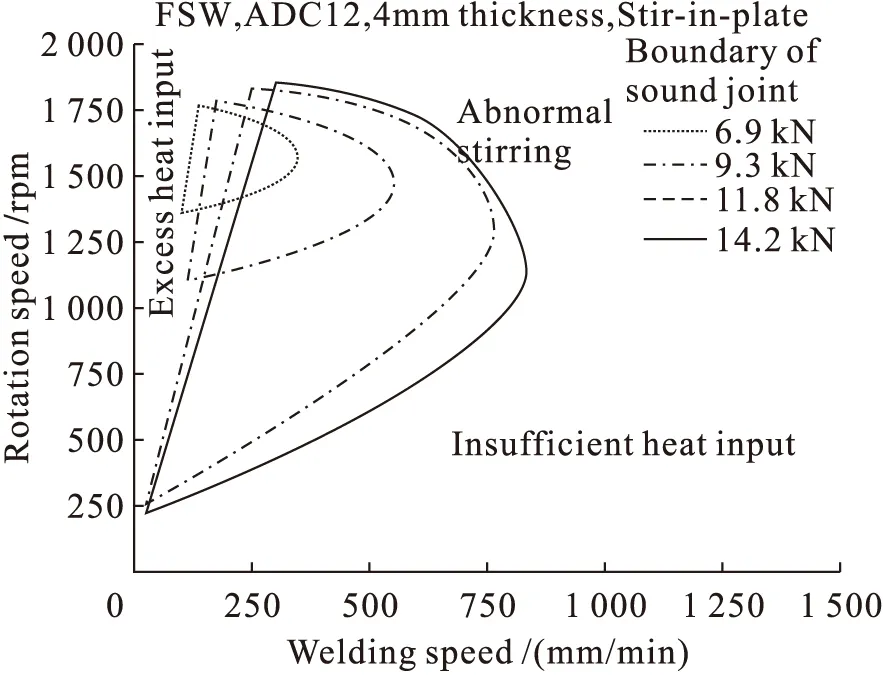
图2 不同压力下的工艺参数范围[12]

图3 高热输入下的大飞边[12]
与其它焊接方法类似,FSW的热输入是决定焊接质量的关键因素。而搅拌摩擦焊接过程产热可以用(1)表示[14]:
(1)
式中:Q—输入工件总的热功率(W);
R1,R2—搅拌头轴肩和搅拌针的半径;
ω—搅拌头旋转速度;
P—焊接压力;
μ—摩擦系数。
此外,不同于上述以压力与摩擦系数等对焊接热输入进行表征的模型[14],李红克等人提出了热量自适应热源模型。按照Mises屈服准则,屈服极限值τs=0.577σs。在工程分析中,σs可用产生0.2%塑性应变时对应的应力表示:σs=ReL(单位Pa)。由于τs随温度变化,因而τs可表示为温度T的函数,即τs=0.577×ReL(T)。
因此,热输入Qs和屈服强度的关系可以用式(2)表示[15]。其中,R0是轴肩外径;r0是搅拌针直径;
(2)
由公式(1)与(2)可知,FSW的热输入效率除搅拌头的旋转速度外,还与材料本身的性质密切相关。而焊接过程中的温度峰值除与热输入效率之外,还与焊接速度相关,即焊接温度峰值随焊接速度的增加而减小。因此,不同的材料有其最佳工艺参数范围(焊接速度和旋转速度等的匹配)。例如对2014铝合金进行搅拌摩擦焊接时,搅拌头的旋转速度一般为300~800 rpm,此时的焊接速度应选择在50~250 mm/min范围内[16]。如果工艺参数不合理就会出现表面缺陷和内部缺陷,其中表面缺陷包括大飞边、表面沟槽和毛刺等,而内部缺陷包括隧道、未焊合、孔洞型缺陷和弱连接等。Kim等人[12]最后提到在不合理的焊接速度与旋转速度下,尽管孔洞类缺陷的尺寸会随下压力的增大而减小,但难以避免(如图4所示)。
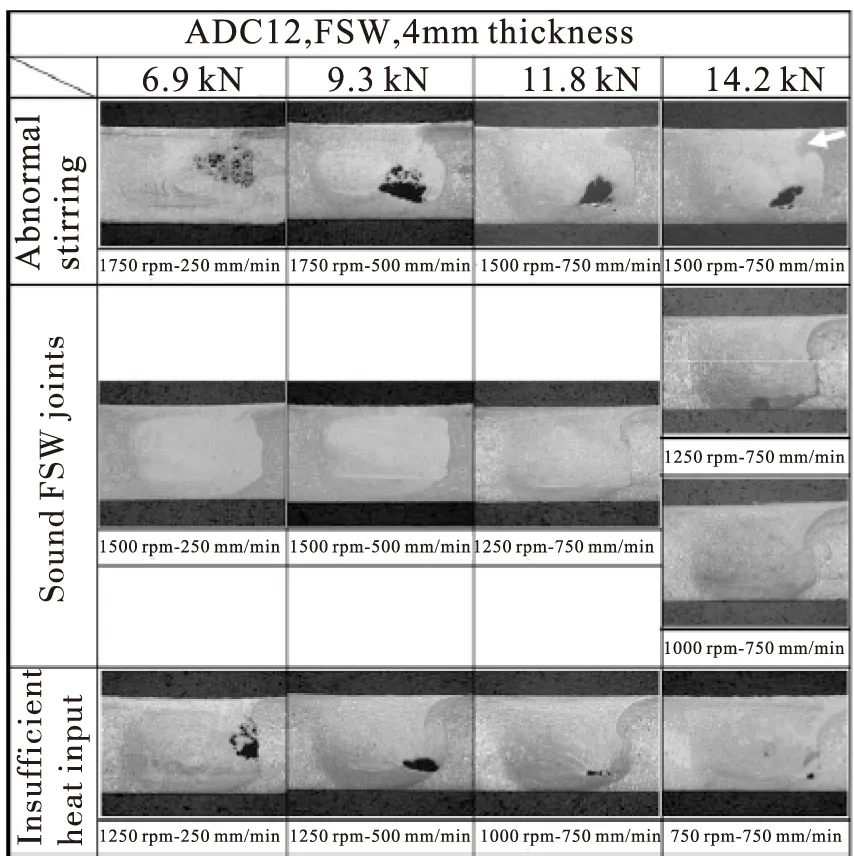
图4 不合适的工艺参数下孔洞的变化[12]
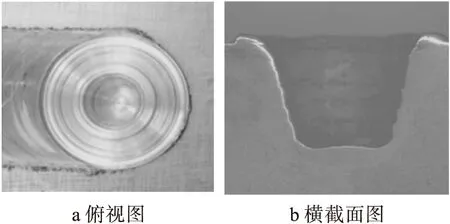
图5 FSW接头的匙孔
最后,常规FSW结束时尾部会留下匙孔(图5),这是由于搅拌头在焊缝末端回抽造成的。匙孔在一定程度上也会降低接头的力学性能。为了消除匙孔,目前可采用无针搅拌头或回抽式搅拌头来进行。Ding[17]发明自动回抽式搅拌头(图6),并焊接360°的圆柱型工件;当回抽搅拌头回到起点时,搅拌针缩回到轴肩内,获得无匙孔的焊缝。美国MTS公司[18]生产的搅拌摩擦焊设备装有NASA马歇尔空间飞行中心设计的可收缩式搅拌头,在焊接过程中通过计算机控制可收缩的搅拌头,并且允许搅拌头的角度和长度依据工件的厚度而调整;当搅拌针通过起始点时,调整搅拌针的长度使焊接深度越来越浅,获得无匙孔的焊接接头。另外,Ding 等人[19-20]对早期提出的搅拌针回抽焊具进行改进,对6 mm 厚2195铝锂合金进行焊接,并对焊缝回抽部分的微观组织和力学性能进行分析。结果表明焊接参数、回抽参数影响回抽区域的微观组织以及焊接质量。

图6 搅拌针回抽焊具实物图[17]
国内的郝云飞等人[21]采用可回抽搅拌头的FSW工艺对火箭铝合金贮箱进行了研究。试验结果显示:随着回抽速度的降低,回抽区域焊缝成型越来越好,由表面沟槽缺陷、孔洞型缺陷变成无缺陷接头。而当接头无缺陷后,随着搅拌针回抽速度的再次降低,回抽区域的接头力学性能呈现出逐渐升高的趋势,可达到 330 MPa 以上(图7)。
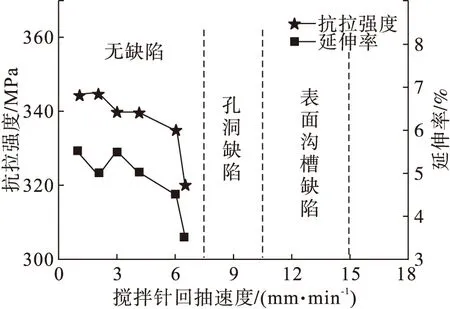
图7 回抽速度对焊缝成型及性能的影响[21]
然而,回抽式搅拌头可以得到无匙孔的焊件,但安装复杂且成本昂贵,所以难以广泛发展及使用。无针搅拌头进行薄板焊接或近表面修复时可以避免匙孔的出现,但仅限于2.5 mm以内厚度的板材。
根据已报导的FSW修复工艺,可以将缺陷分为面积型和体积型两大类:面积型(裂纹等);体积型(孔洞、匙孔、隧道、沟槽和铸造缺陷的疏松疏孔等)。本文根据缺陷类型的不同,分别对不同的搅拌摩擦修复技术进行介绍。实际上,对于目前报道的FSW修复来说,修复区主要由四个区域组成:母材 (Base material,BM)、热机影响区 (Thermo-mechanically affected zone,TMAZ)、热影响区 (Heat affected zone,HAZ)和搅拌区 (Stir zone,SZ)组成。对于金属材料来讲,修复区(含BM)的力学性能一致性对于修复质量有着重要影响;由于所受的热-机作用不同,BM、HAZ、TMAZ与SZ间的力学性能(显微硬度)差异较大。当然,焊接金属材料不同,显微硬度的分布规律及差异大小不同。对于Al-Cu系和Al-Zn系铝合金来说,HAZ的硬度下降比较大(图8)[22-23]原因是尽管SZ发生动态再结晶利于硬度提高,但强化相析出使硬度的降低幅度更大。另外,对于AZ31镁合金,修复区的晶粒由于发生动态再结晶,晶粒远小于母材,因此SZ的显微硬度往往高于BM,这可用Hall-Petch关系式来解释。
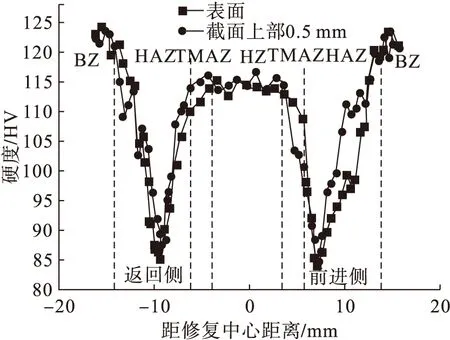
图8 修复试样表面和截面的显微硬度分布[22]
2 面积型缺陷的搅拌摩擦修复
面积型缺陷主要是裂纹类,其不仅容易出现在焊接、热处理、铸造等工艺程序中,也会在金属结构服役过程中由循环载荷所导致。裂纹属于有时间限制的缺陷,其不断扩展会导致金属结构的失效。因此,裂纹的修复是很有必要的。而FSW修复作为固相修复技术可以很好地解决这个问题。
国外很多公司将FSW技术引入到对机翼裂纹的修理中,使蒙皮首次安全检查时间推迟了3.5倍,也推迟了随后的检验次数。Shepherd等人[24]隔框腹板的裂纹修复时,通过优化的工艺不仅消除了裂纹,还达到等强度修理。空军第一航空学院的丁丽丽等人[25-26]提出利用搅拌摩擦焊接技术在军用飞机航空修理中的应用设想并进行了可行性分析,探索了针对军用飞机包括裂纹在内的多种损伤形式的FSW修复。王磊[27]人使用FSW修复的方法解决了雷达散热器盖板与底板钎焊缝的泄漏问题。
Ren等人[28]提出基于搅拌摩擦加工的方法修复2024铝合金裂纹。结果表明,裂纹修复是一个固相塑化的过程,材料流向轴肩中心完成裂纹的修复。在修复区粗大的晶粒组织被细化,同时大的第二相被挤压搅碎分布在修复区中。因此修复区SZ的显微硬度高于TMAZ与HAZ(图9)。另外,经过热处理后拉伸性能进一步提高。

图9 2024铝合金修复区的显微硬度分布[28]
王磊等人[29]利用人工裂纹(图10),研究了裂纹位置对搅拌摩擦修复铝合金疲劳性能的影响。修复后对修复区进行疲劳试验。结果发现,裂纹成功修复,裂纹位于搅拌针中心时疲劳寿命最高,说明修复效果最好。
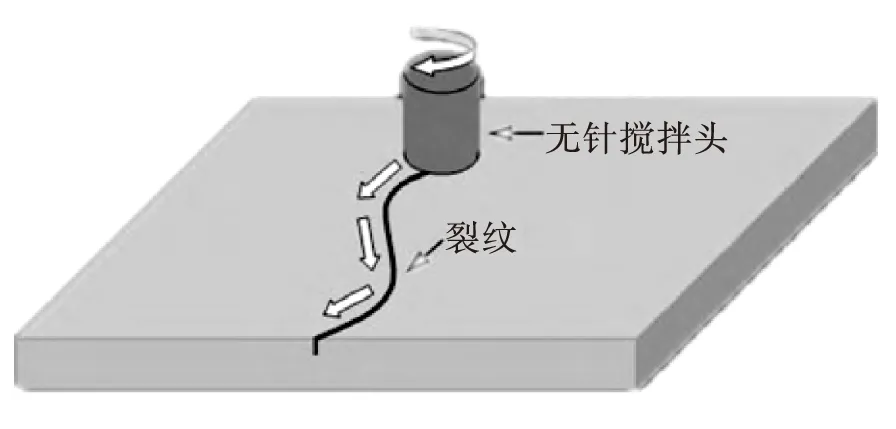
图10 裂纹型缺陷搅拌摩擦修复示意图[29]
3 体积型缺陷的搅拌摩擦修复
事实上,体积缺陷又分为孔洞类和长体积类缺陷,其中孔洞类包括匙孔和孔洞等,而长体积类包括沟槽、隧道和铸造缺陷的疏孔疏松等。
3.1 孔洞类缺陷
孔洞类缺陷的修复基本是以匙孔为基础展开的,就目前研究论文来看,可分为搅拌工具的消耗和不可消耗两类。
(1)不可消耗类
对于搅拌摩擦焊接中出现的匙孔和孔洞类体积缺陷。栾国红等人[30]提出塑流摩擦修补焊技术,采用棒状材料先对匙孔进行填充,然后用带螺旋结构的无针搅拌工具进行定位塞焊,可以消除搅拌摩擦焊匙孔。但是此方法只能实现深度为2.5 mm以内的匙孔填充。同样地,Zhang等人[31]采用T型填充材料和无针搅拌头对4.7 mm厚的1060板进行了匙孔修复。试验结果显示,直接使用T型填充材料时,由于热输入的不足,在匙孔底部与侧墙容易出现未结合和孔洞缺陷。为了消除这种现象,在匙孔底部添加Zn箔(图11),然后再进行填充+FSW修补试验,最后发现当时间>10 s时,由于Al和Zn能更好地形成共晶化合物,避免了未结合界面的出现。同时,研究指出修复区的硬度高于母材(图12)。Zhang等人[31]研究的主要问题在于:添加Zn箔的工艺不属于同质材料修复,更不利于修复区整体力学性能的一致性。

图11 加Zn+T型填充材料的匙孔缺陷修复过程[25]
鉴于以上问题,Ji等人[23,32]提出主被动填充搅拌摩擦修复技术(Active-passive filling friction stir repairing,A-PFFSR),其修复工艺过程如图13所示。主要分为三步:(a)第一次主动填充是使用轴肩为6 mm的六螺旋无针搅拌头,将孔洞(或不规则的体积缺陷)制成深4 mm的柱型体积缺陷;(b)第二次主动填充是使用轴肩为10 mm的六螺旋无针搅拌头,将周围材料挤压到上一步的体积缺陷中,变成深2 mm且直径为10 mm的体积缺陷;(c)被动填充过程是采用轴肩为14 mm的六螺旋无针搅拌头和厚度为2.5 mm的填充材料,在搅拌摩擦摩擦形变产热的作用下,使填充材料和缺陷周围材料实现冶金结合,完成A-PFFSR修复。目前,Ji等人采用A-PFFSR工艺分别对AZ31镁合金和7N01铝合金FSW匙孔进行了修复,并研究了修复接头的显微组织与力学性能。修复接头的横截面形貌如图14所示。

图12 加Zn箔的匙孔缺陷修复区显微硬度[25]
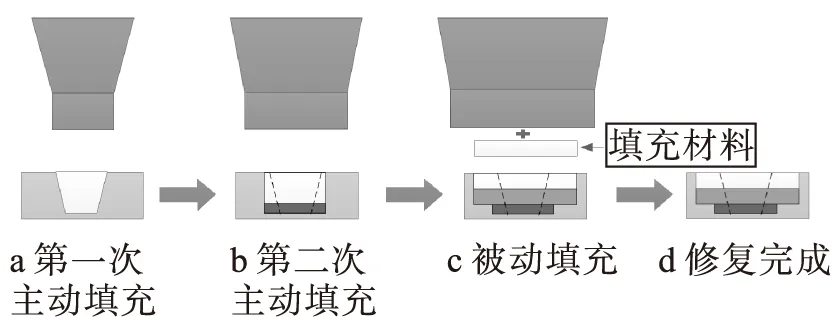
图13 匙孔的A-PFFSR工艺过程[23]

图14 匙孔的A-PFFSR修复区横截面形貌
对AZ31镁合金而言,由于再结晶温度低,热机影响区也发生了动态再结晶现象,因此匙孔与填充材料达到了良好的冶金结合。而对于7N01铝合金采用相对比较大的转速(1 600 Rrpm)可以消除孔洞缺陷,利于母材与填充材料界面间的原子扩散。如前所述,7N01铝合金属于热处理强化合金,大的热输入会造成HAZ的软化现象进一步恶化。然后,大的热输入同样也会增加填充材料与BM间的冶金结合,利于提高修复区的力学性能。研究发现,当转速在1 000~1 600 rpm间变化时,提高转速利于提高修复区的抗拉性能(图15);当转速在1 600 rpm时,抗拉性能达到311.14 MPa,断裂位置在HAZ中,且断口由大量的韧窝,呈现典型的韧性断裂。因此,主被动填充搅拌摩擦修复可以进行高质量的匙孔修复。

图15 7N01铝合金匙孔型缺陷修复后的拉伸性能[23]
Reimann等人[33]使用回填式搅拌摩擦点焊(Refill friction stir spot welding,RFSSW)对铝锂合金AA 2198-T851进行了匙孔修复。回填式搅拌摩擦点焊原理与其修复匙孔原理如图16所示。
与上述方法类似[23,31,32],RFSSW修复匙孔时,先使用填充材料对匙孔进行填充,然后再进行RFSSW。结果表明,使用RFSSW修复匙孔时,由于受到重复加热的作用,断裂可能发生于修复区(图17)。此外,使用RFSSW修复搅拌摩擦焊匙孔的强度并没有降低(图18)。
(2)可消耗类
可消耗的搅拌工具是指在修复过程中,插入到体积型缺陷中的搅拌针与周围材料发生摩擦并产生足够的摩擦热后,折断并留在缺陷中,完成修复。目前国内外的研究学者提出了摩擦塞补焊、填充式搅拌摩擦等工艺方法,研究材料涉及铝合金、钢等。
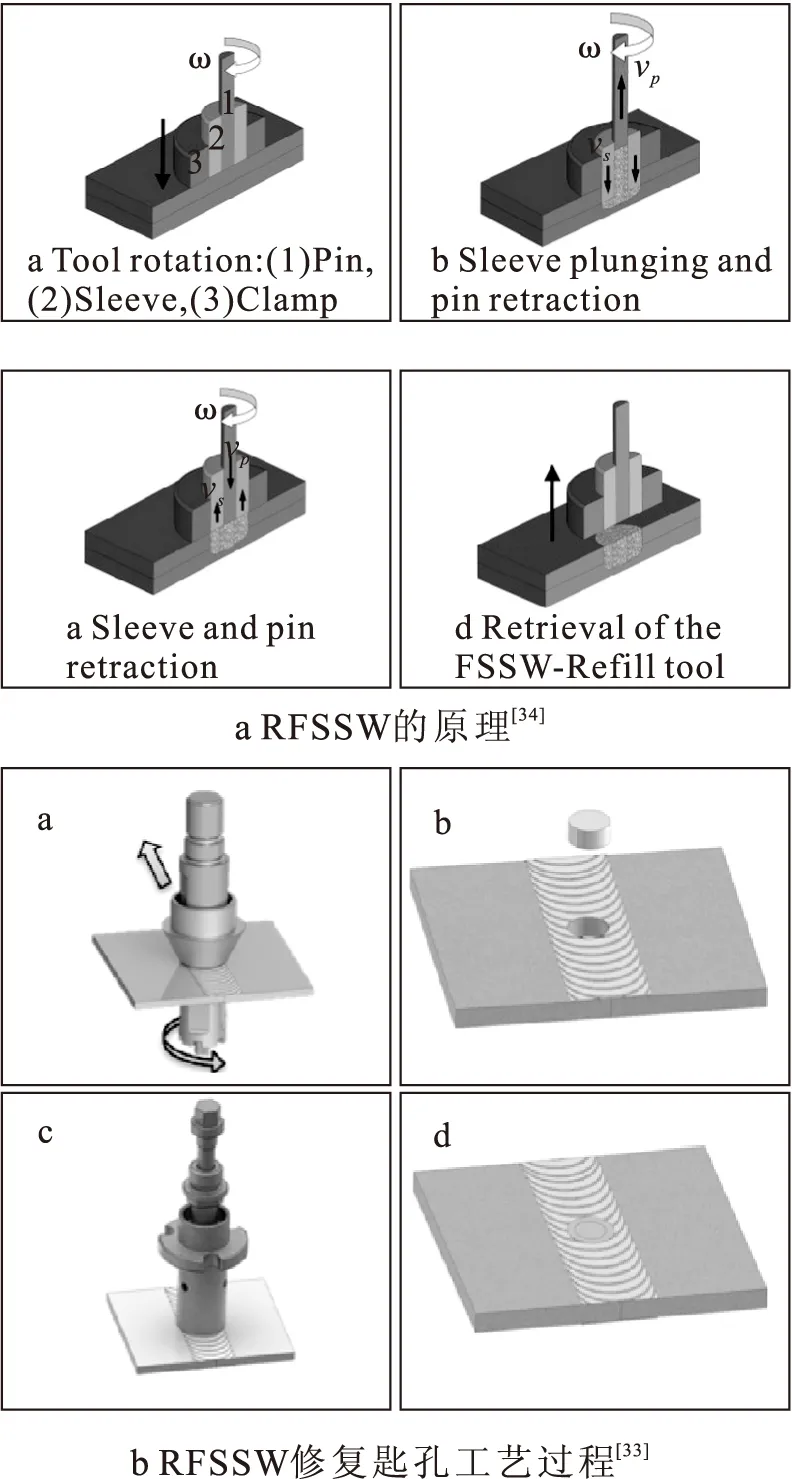
图16 RFSSW与其修复匙孔原理
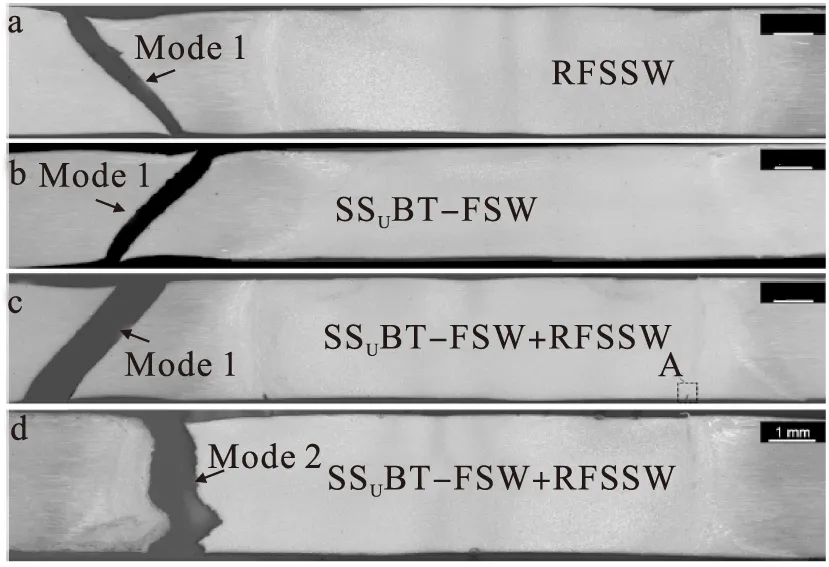
图17 RFSSW修复匙孔的断裂位置[33]
Horton[35]采用摩擦塞补焊工艺对双轴肩搅拌摩擦焊后留下的匙孔进行修复,并取得高质量接头。Metz等人[36]对摩擦塞焊接头的疲劳性能进行了研究,发现采用摩擦塞焊修复的接头的强度和疲劳寿命优于熔焊修复接头。赵衍华等人[37-38]与杨新岐等人[39-40]采用摩擦塞补焊工艺分别完成了2014铝合金与S355钢搅拌摩擦焊接头缺陷的修补。

图18 回填点焊修复匙孔的应力应变曲线[33]
然而,当采用摩擦塞焊进行修补孔洞等体积缺陷时,填充材料就是搅拌工具(搅拌针),摩擦热依靠填充材料和孔洞的内壁相互作用获得。因此,在修复时需要在大的转速和下压力下进行。而高转速和大下压力不完全适用于所有设备,且需要比较高的能耗,这与绿色环保的大趋势相悖。另外,摩擦塞焊工艺使用的搅拌头(填充材料)与待修复金属的性能差异不大,无法产生充足的热量或作用力,使填充材料与BM间易出现孔洞或未焊合缺陷。
而黄永宪等人[41-43]基于固相焊接的原理提出了填充式搅拌摩擦技术利用可消耗搅拌针与不可消耗轴肩组成的分离式搅拌工具(图19)实现匙孔的修复。填充式搅拌摩擦焊匙孔修复过程如图20所示。其过程可以分为如图所示的三个阶段:(1)搅拌针高速旋转并扎入待补焊匙孔;(2)搅拌针与匙孔及轴肩与被焊工件之间实现紧密接触,搅拌针与匙孔摩擦产热,材料发生塑性变形和流动,对匙孔进行填充补焊;(3)搅拌针折断后,搅拌工具撤回工件表面。由于不可消耗的旋转轴肩可产生大量热量且提供较大的作用力,因此与摩擦塞焊工艺相比,在焊接过程中低的旋转速度亦可能实现高质量的体积缺陷修复。
同时,Han等人[44]使用不同锥角的由7075铝合金制成的可消耗搅拌,针对7.8 mm厚的2219搅拌摩擦焊接匙孔进行了填充式搅拌摩擦焊,研究了不同的搅拌针在不同下扎速度下的力学性能。研究指出,修复接头均断裂于前进侧的软化区域(图21),修复区的抗拉强度达到179.6 MPa,相当于无缺陷接头的96.6%;在低下扎速度时,断口表面分布着较大的深的韧窝,这表明是明显的韧性断裂(图22)。

图19 可消耗式搅拌工具[41]
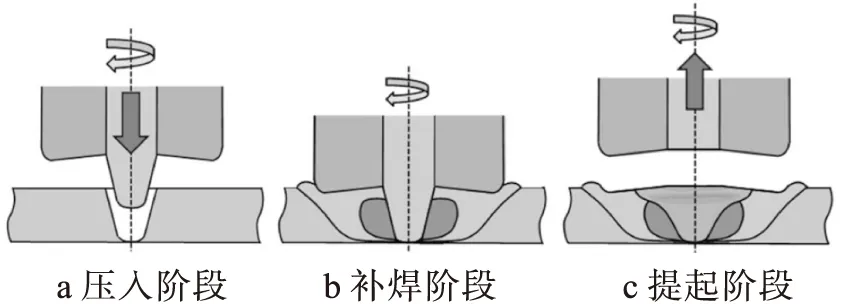
图20 填充式搅拌摩擦焊过程示意图[41]
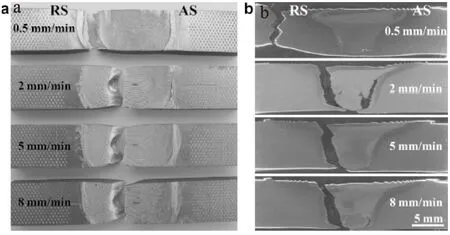
图21 填充式搅拌摩擦焊修复区的断裂位置[44]
Zhou等人[45]采用填充式搅拌摩擦焊对钢的搅拌摩擦焊匙孔进行修复,研究了两种可消耗的搅拌针修复后修复区的宏观形貌。研究结果表明圆锥搅拌针修复区容易出现孔洞缺陷,修复效果弱于半球形搅拌针;半球形搅拌针修复接头的断裂位于母材,抗拉强度可以达到BM的92%,实现了准等强度的匙孔修复。
3.2 长体积型类缺陷
待焊结构由于制造工艺等的误差,可能会使对接界面间存在间隙。同时,在对接搅拌摩擦焊接过程中,对接界面在搅拌头的不断挤压下间隙会越来越大。当间隙大于待焊接板厚的1/10时容易造成隧道和沟槽缺陷(如图23),这与焊接热输入太低造成的缺陷产生机理明显不同。

图22 填充式搅拌摩擦焊修复后的断口形貌[44]
另外,对于铸造类缺陷(疏孔疏松、偏析等)需要先挖排再进行修补,诸如此类的都可称为长体积型缺陷。从形态上讲,长体积型缺陷与孔洞类缺陷存在明显的差异,其修复工艺亦存在明显不同。

图23 间隙过大造成的沟槽缺陷[47]
为了消除表面沟槽缺陷,Liu等人[46]提出偏针与对称两种工艺进行二次搅拌摩擦焊修复的思想。其中,偏针工艺是指修复焊缝的中心线位于沟槽缺陷的上方;对称工艺是指修复焊缝的中心线与修复前焊缝中心线重合。研究结果表明:偏针工艺可以更有效地消除表面沟槽和隧道缺陷,其抗拉强度能达到母材的78%;对称工艺下的修复焊缝断裂于焊缝中心,而偏置工艺下断裂于热机影响区(图24)。
Ji等人[47]提出垂直补偿法搅拌摩擦焊,即在焊前在对接焊缝中加补偿条(图25)。结果表明,当补偿条宽度为1 mm的时候,可以获得无缺陷的焊接接头,且缺陷修复难度随补偿条宽度增加而加大。另外,Ji等人[48]的研究指出为了能使补偿条被打碎且与待修复材料充分混合,可采用低熔点的材料(2024铝合金)进行高熔点材料(6061铝合金)的修复。

图24 沟槽缺陷修复后的断裂位置 [46]
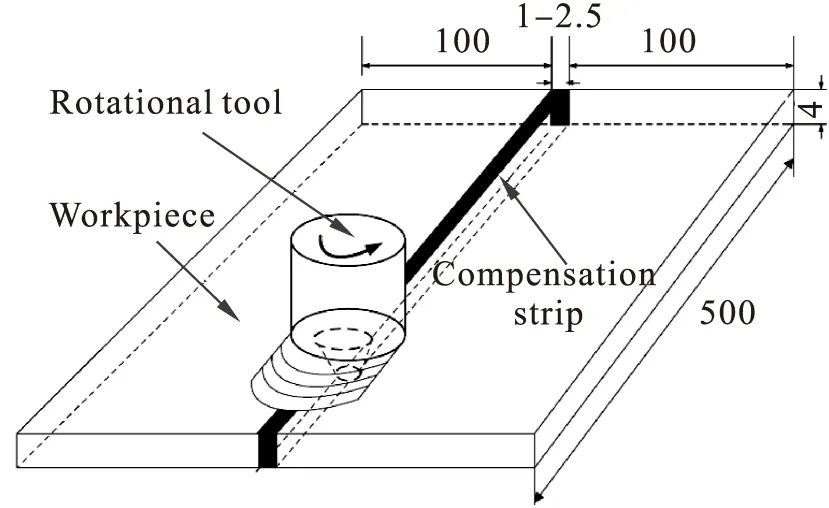
图25 垂直补偿搅拌摩擦焊过程示意图[47]
徐爱杰等人[49]对FSW导致的沟槽缺陷进行同种材料的FSW修复工艺研究,且随缺陷体积的增加,从不加填充材料改变到添加填充材料(块状或细屑状)(图26)。研究结果表明,修复后焊缝的抗拉强度达到母材强度的80%以上。
在实际修复过程中,工艺参数不当或其它原因可能会导致缺陷的再次产生,因此多次修复的工艺研究是必要的[49-50]。
徐爱杰等人[49]还研究了多次补焊对焊接接头力学性能的影响。试验结果指出,由于FSW是一种固相焊,在焊接过程中不改变焊接接头的化学成分,因此接头的力学性能不随补焊次数的增加而发生明显变化,且焊接接头的较弱部位在TMAZ(图27)。

图26 补焊前后的焊缝表面[49]

图27 补焊接头沿横截面的显微硬度分布[49]
Li等人[50]针对FSW接头出现的隧道缺陷采用多次FSW补焊(修复)的方法。与徐爱杰等人[49]研究不同,文献[50]未添加额外的材料,仅靠不断的减薄SZ区来实现缺陷的修复。研究结果表明:无缺陷的一次与二次补焊焊缝的强度分别达到373.8 MPa与351.5 MPa。焊缝的减薄量的增加(图28)造成二次补焊的效果略低于一次补焊。
4 结束语
由于修复过程中材料不熔化,FSW修复技术相比熔化焊拥有巨大的优势。对于焊接(如熔化焊)接头的裂纹缺陷、FSW接头中的体积缺陷(匙孔、沟槽等)、铸件中的铸造缺陷、工件使用过程中出现的裂纹和磨损等,FSW修复都可以胜任。随着面向工程结构的技术不断研发,FSW在金属结构中的缺陷修复领域会有着很好的应用前景。

图28 修复前后接头的横截面形貌[49]
[1] 何为平,赵淑玲,康怀云,等.铸造缺陷的修复新工艺[J].洛阳工业高等专科学校学报,2003,13(2):17-18.
[2] TU J F,PALEOCRASSAS A G.Fatigue crack fusion in thin-sheet aluminum alloys AA7075-T6 using low-speed fiber laser welding[J].Journal of Materials Processing Technology,2011,211(1):95-102.
[3] 陈长军,王东生,郭文渊,等.先进镁合金成品件的修复技术[J].航空工程与维修,2002(3):41-42.
[4] 成军,李建莉,谢辉,等.铝合金焊接及铸件补焊工艺[J].兵器材料科学与工程,2008,31(5):27-30.
[5] Mishra R S,Ma Z Y.Friction stir welding and processing [J].Materials Science & Engineering R Reports,2005,50(1-2):1-78.
[6] WAN L,HUANG Y,LV Z,et al.Effect of self-support friction stir welding on microstructure and microhardness of 6082-T6 aluminum alloy joint[J].Materials & Design,2014,55(6):197-203.
[7] JI S,XING J,YUE Y,et al.Design of friction stir welding tool for avoiding root flaws[J].Materials,2013,6(12):5870-5877
[8] LI J Q,LIU H J.Effects of tool rotation speed on microstructures and mechanical properties of AA2219-T6 welded by the external non-rotational shoulder assisted friction stir welding[J].Materials & Design,2013,43:299-306.
[9] PEEL M,STEUWER A,PREUSS M,et al.Microstructure,mechanical properties and residual stresses as a function of welding speed in aluminium AA5083 friction stir welds[J].Acta materialia,2003,51(16):4791-4801.
[10]CAVALIERE P,NOBILE R,PANELLA F W,et al.Mechanical and microstructural behaviour of 2024-7075 aluminium alloy sheets joined by friction stir welding[J].International Journal of Machine Tools and Manufacture,2006,46(6):588-594.
[11]SUTTON M A,YANG B,REYNOLDS A P,et al.Microstructural studies of friction stir welds in 2024-T3 aluminum [J].Materials science and engineering:A,2002,323(1):160-166.
[12]KIM Y G,FUJII H,TSUMURA T,et al.Three defect types in friction stir welding of aluminum die casting alloy[J].Materials Science & Engineering A,2006,415(1-2):250-254.
[13]Chen H B,Yan K,Lin T,et al.The investigation of typical welding defects for 5456 aluminum alloy friction stir welds[J].Materials Science & Engineering A,2006,433(1-2):64-69.
[14]王国庆,赵衍华.铝合金的搅拌摩擦焊接[M].中国宇航出版社,2010.
[15]李红克,史清宇,赵海燕,等.热量自适应搅拌摩擦焊热源模型[J].焊接学报,2006,27(11):81-85.
[16]LIN S B,ZHAO Y H,WU L.Integral and layered mechanical properties of friction stir welded joints of 2014 aluminium alloy[J].Materials science and technology,2006,22(8):995-998.
[17]DING R J,OELGOETZP A.The hydraulic controlled auto-adjustable pin tool for friction stir welding[P].US Patent No.5893507,1996.
[18]M STRANGWOOD,CL DAVIS,MM ATTALLAH.Intelligent Stir Welding for Industry and Research.MTS Systems Corporation Friction Stir Welding Tool Validation Program[C].5th International Symposium on Friction Stir Welding,Metz,France,Sep 2004.
[19]DING R J,OELGOETZP A.Mechanical property analysis in the retracted pin-tool (RPT) region of friction stir welded (FSW) aluminum-lithium 2195[C].The 1st International Symposium on Friction Stir Welding,Thousand Oaks,CA,USA,1999.
[20]DING R J.Evaluation of forces on the welding probe of the retractable pin tool (RPT)[C].The 2nd International Symposium on Friction Stir Welding,Gothenburg,Sweden,1999.
[21]郝云飞,王国庆,周庆,等.运载火箭铝合金贮箱全搅拌摩擦焊接工艺及应用[J].宇航材料工艺,2016,46(6):11-20.
[22]王磊,张占昌,任俊刚,等.2A12铝合金搅拌摩擦修复区显微硬度分析[J].热加工工艺,2016(7):21-24.
[23]JI S D,MENG X C,HUANG R F,et al.Microstructures and mechanical properties of 7N01-T4 aluminum alloy joints by active-passive filling friction stir repairing [J].Materials Science and Engineering:A,2016,664:94-102.
[24]SHEPHERD GE.The potential for using solid phase welding to repair cracks that may occur on thin aluminium aircraft wing structure[C]The 2nd International Symposium on Friction Stir Welding.Sweden:Gothenburg,(2000)
[25]丁丽丽,何旭斌,胡进,等.搅拌摩擦焊技术在军用飞机航空修理中的应用[C].2004全国焊接技术交流会,2004,广东东莞.
[26]Hu J,Ding LL,Guo BX,et al.Technical research of friction stir welding repair in aeroplane aluminium alloy damage[J].Advanced Materials Research,2011,154-155:1262-1265.
[27]王磊,朱建军,张伟,等.一种雷达冷板泄漏的摩擦修复方法[J].电子机械工程,2012,28(1):44-46.
[28]REN J G,WANG L,XU D K,et al.Analysis and Modeling of Friction Stir Processing-Based Crack Repairing in 2024 Aluminum Alloy[J].Acta Metallurgica Sinica (English Letters),2017,30(3):228-237.
[29]王磊,张占昌,任俊刚,等.2A12 铝合金搅拌摩擦修复区显微硬度分析[J].热加工工艺,2016,45(7):21-24.
[30]栾国红,李光,王卫兵,等.塑流摩擦焊技术[J].焊接学报,2010,31(8):1-4.
[31]Zhang G F,Jiao W M,Zhang J X.Filling friction stir weld keyhole using pin free tool and T shaped filler bit[J].Science and Technology of Welding and Joining,2014,19(2):98-104.
[32]JI S,MENG X,ZENG Y,et al.New technique for eliminating keyhole by active-passive filling friction stir repairing[J].Materials & Design,2016,97:175-182.
[33]REIMANN M,GOEBEL J,GARTNER T M,et al.Refilling termination hole in AA 2198-T851 by refill friction stir spot welding[J].Journal of Materials Processing Technology,2017,245:157-166.
[34]TIER MD,ROSENDO TS,dOS SANTOS JF,et al.The influence of refill FSSW parameters on the microstructure and shear strength of 5042 aluminium welds[J].Journal of Materials Processing Technology,2013,213:997-1005
[35]HORTON KR.Microhardness,strength and strain field characterization of self-reacting friction stir and plug welds of dissimilar aluminum alloys[J].Dissertations & Theses-Gradworks,2011.
[36]METZ DF,BARKEY ME.Fatigue behavior of friction plug welds in 2195 Al-Li alloy[J].International journal of Fatigue,2012,43(1):178-187.
[37]赵衍华,刘景铎,张丽娜,等.2014铝合金搅拌摩擦焊缝的拉锻式摩擦塞补焊[J].航空材料学报,2010,30(1):41-46.
[38]赵衍华,刘景铎,张加涛,等.2014铝合金拉锻式摩擦塞补焊接头微观组织及力学性能[J].航空制造技术,2009(23):86-90.
[39]CUI L,YANG XQ,WANG DP,et al.Friction taper plug welding for S355 steel in underwater wet conditions:Welding performance,microstructures and mechanical properties[J].Materials Science and engineering A,2014,611:15-28.
[40]CUI L,YANG XQ,WANG DP,et al.Experimental study of friction taper plug welding for low alloy structure steel:Welding process,defects,microstructures and mechanical properties.Materials and Design,2014,62:271-281.
[41]黄永宪,韩冰,吕世雄,等.基于固态连接原理的填充式搅拌摩擦焊匙孔修复技术[J].焊接学报,2012,33(3):5-8.
[42]HUANG Y X,HAN B,TIAN Y,et al.New technique of filling friction stir welding[J].Science and Technology of Welding and Joining,2011,16(6):497-501.
[43]HUANG Y X,HAN B,LV S X,et al.Interface behaviours and mechanical properties of filling friction stir weld joining AA 2219[J].Science and Technology of Welding and Joining,2012,17(3):225-230.
[44]HAN B,HUANG Y,LV S,et al.AA7075 bit for repairing AA2219 keyhole by filling friction stir welding[J].Materials & Design,2013,51:25-33.
[45]ZHOU L,NAKATA K,TSUMURA T,et al.Microstructure and mechanical properties of 316l stainless steel filling friction stir-welded joints[J].Journal of materials engineering and performance,2014,23(10):3718-3726.
[46]LIU H,ZHANG H.Repair welding process of friction stir welding groove defect[J].Transactions of Nonferrous Metals Society of China,2009,19(3):563-567.
[47]JI S D,MENG X C,LI Z W,et al.Investigation of vertical compensation friction stir-welded 7N01-T4 aluminum alloy [J].The International Journal of Advanced Manufacturing Technology,2016,84(9-12):2391-2399.
[48]JI S,MENG X,MA L,et al.Vertical compensation friction stir welding assisted by external stationary shoulder.Materials and Design,2015,68 (68):72-79.
[49]徐爱杰,刘鸽平,李程刚,等.搅拌摩擦焊缺陷补焊工艺及性能分析[J].宇航材料工艺,2006 (z1):93-95.
[50] LI W,LIANG Z,CAI C,et al.Repair Welding of the Tunnel Defect in Friction Stir Weld[J].High Temperature Materials and Processes,2017.
Reviewonfrictionstirweldingrepair
JI Shu-de,HAUNG Ruo-fei,WU Bao-sheng
(Faculty of Aerospace Engineering,Shenyang Aerospace University,Shenyang 110136,China)
Friction stir welding (FSW) invented by The Welding Institute can be used to repair the defect in metal structure.FSW repair has the advantages of high quality,low energy consumption,low cost and non-pollution compared to the conventional fusion welding.In recent years,researchers at home and aboard have investigated not only crack repair by the conventional FSW process but also volume defects by some new processes evolved from FSW.In this paper,FSW principle was introduced,and then technological problems on defect repair using FSW were analyzed.Research development of FSW repair to planar and volume defects were presented in detail.
Friction stir welding repair;planar defect;volume defect;research development
2017-07-19
国家自然科学基金(项目编号:51705339)
姬书得(1977-),男,河北沧州人,教授,主要研究方向:搅拌摩擦焊/加工,E-mail:superjsd@163.com。
2095-1248(2017)05-0001-11
TG453
A
10.3969/j.issn.2095-1248.2017.05.001
(责任编辑:陈素清 英文审校:赵欢)
