航空发动机高温包覆热电偶研制
2017-11-13张志学赵迎松
张志学,张 兴,赵迎松,王 维
航空发动机高温包覆热电偶研制
张志学,张 兴,赵迎松,王 维
(中国航发沈阳发动机研究所,沈阳110015)
为实现高温条件下发动机内部部件的温度测试,研制了1种耐温1 500℃的高温包覆热电偶。通过对其进行结构设计、材料选取、包覆工艺的研究,确定了1 500℃高温包覆热电偶的材料及制作方法。通过耐高温试验、绝缘电阻试验、相容性试验及检定校准与验证,证明了1 500℃高温包覆热电偶的发动机测温工程实用性。将包覆热电偶使用温度提高到1 500℃,可以部分代替铠装热电偶,解决发动机内部一些高温部件和复杂结构细径铠装热电偶无法测量的难题。
热电偶;温度测试;包覆工艺;绝缘电阻;航空发动机
0 引言
航空发动机工作压力变化范围约为10~4000 kPa、温度变化范围约为200~2200 K、转速为20000 r/min或更高,具有温度高、压力高、转速高、内流复杂、结构复杂、空间狭小等特点,因此,其温度测试工况环境是非常恶劣的[1]。主要测温手段为热电偶,以前高温部件的温度测试常选用铠装热电偶,细径铠装热电偶最高使用温度为1000℃[2],但铠装热电偶在发动机装配过程中易受挤压而损坏,对于1000℃以上测温以前主要用偶丝串套陶瓷管解决,该管不能弯折,在装配过程中易破碎导致热电偶失效。而包覆热电偶具有耐高温、柔软易弯曲、结构坚实、耐腐蚀、无需连接补偿导线的特点,是解决上述问题的较好手段。
包覆热电偶属于特种热电偶,在国外使用非常广泛,在中国也可以小批量生产。国外有氟塑、玻璃纤维、石英纤维、陶瓷纤维等包覆热电偶,使用温度最高可达1250℃;国内有氟塑、玻璃纤维、石英纤维包覆热电偶,最高使用温度800℃[3]。
本文为解决航空发动机测试用国产高温包覆热电偶使用温度低的问题,通过结构设计、材料选取、包覆工艺的研究,研制了1种耐温1500℃的高温包覆热电偶。
1 高温包覆热电偶研制
1.1 高温包覆热电偶结构设计
热电偶是1种热电效应原理的温度传感器。高温包覆热电偶分为屏蔽型和无屏蔽型2大类,外形与石英包覆热电偶相近,其结构如图1所示。主要由偶丝、包覆层和屏蔽层组成。所设计的1500℃高温包覆热电偶的包覆层由内到外依次为绕包层、绝缘层和护套层。

图1 包覆热电偶结构
1.2 热电偶材料
1.2.1 包覆纤维
高温包覆热电偶的包覆层处于航空发动机的高温燃气环境中,并要满足热电偶的绝缘电阻的要求。常用的氟塑、玻璃纤维等材料制成的包覆热电偶在高温燃气环境中效果不理想。航空发动机测温环境选用的耐高温纤维的性能见表1[4-5]。

表1 耐高温包覆纤维的性能比较
石英纤维主要由高纯SiO2和天然石英晶体制成,具有耐高温、强度高、抗热振动、电绝缘电阻好的特点,已经用于生产航空发动机测温用800℃高温包覆热电偶,在航空发动机高温燃气环境和振动条件下的长期工作温度可达600℃。
陶瓷纤维主要由SiO2和Al2O3组成,是含有少量Na2O、K2O、Fe2O3等物质的无机纤维,具有质量轻、耐高温、绝缘电阻好、抗腐蚀、耐机械振动等特点,已经用于生产航空发动机测温用1300℃高温包覆热电偶,在航空发动机高温燃气环境和振动条件下的长期工作温度可达1200℃。
硅基纤维的主要成分为硅、碳、氮,含有少量氧、钛等元素,具有质量轻、强度高、耐高温、抗氧化、耐腐蚀等特点,耐温1700℃,试验表明硅基纤维在航空发动机高温燃气环境和振动条件下的工作温度可达1500℃以上。
1.2.2 热电偶丝
标准偶丝材料主要分为贵金属和廉金属,在航空发动机测温中常选用的廉金属偶丝材料有T、K和N型,测温上限为1300℃,常用的贵金属偶丝材料为S和B型,测温上限为1700℃。偶丝材料的具体性能见表2[6-7]。选用S型和B型偶丝作为1500℃高温包覆热电偶的热电偶丝材料。
基于柴油机发电机烟气干燥垃圾的海岛生活垃圾处置路线见图2。垃圾处理站应建在柴油电站附近,避免烟气管路过长造成余热浪费。生活垃圾收集转运至处理站,简单分拣后送入干燥器,将垃圾含水率降至10%以下,制成垃圾衍生燃料。干燥后垃圾具有以下特点:①热值提高,焚烧时无需添加辅助燃料;②有利于提高焚烧炉内燃烧温度,减少烟气有害污染物;③基本消除垃圾渗沥液,减少垃圾集中处置点环境污染及渗沥液处置费用;④减少垃圾堆放体积;⑤高温加热能对垃圾进行灭菌,便于较长时间内存贮,有利于垃圾焚烧量及运行时间的调节。

表2 航空发动机测温常用标准偶丝材料
1.3 包覆工艺
包覆热电偶的包覆加工是将偶丝、包覆纤维和屏蔽层组合在一起,采用编织包覆为成品的一系列工艺过程[8-9],其流程如图2所示。
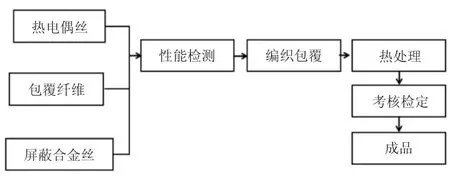
图2 包覆加工工艺流程
1.3.1 编织工艺
包覆热电偶的包覆层一般包括单极绝缘层和护套层,在常规包覆层编织工艺的基础上增加了绕包层。具体工艺流程为:将一定根数硅基纤维合成1锭(股),使用一定股数绕包热电偶丝形成绕包层,然后在此层上按照一定编织节距编织形成绝缘层。将编织有绝缘层的正负2极合并,再按照一定编织节距编织形成护套层,编织中要控制工艺参数,保证包覆热电偶尺寸、机械强度和绝缘电阻[10]。试验表明:通常高温包覆热电偶的包覆层数和编织股数越多,绝缘电阻越大,直径越大;编织节距越小,绝缘电阻越小,柔软性越好。按照使用要求确定了1500℃高温包覆热电偶的编织工艺。
1.3.2 热处理工艺
为消除包覆热电偶包覆层纤维的散花和飞絮,在包覆工艺完成后采用耐高温涂料浸泡包覆偶的浸胶方法,之后进行烘干热处理保证包覆层绝缘电阻。
2 考核与检验
2.1 尺寸检验
航空发动机测温对热电偶的尺寸有非常严格的要求,研制的包覆热电偶成品的尺寸检验见表3。从表中可见,其外径尺寸误差小于±0.1 mm,符合航空发动机测温的要求。

表3 高温包覆热电偶尺寸 mm
2.2 耐高温试验
耐高温是高温包覆热电偶的主要性能之一。耐高温试验采用LINDBERG/BLUE高温检定炉,最高加温到1700℃。将高温包覆热电偶样品插入检定炉内,在1500℃下进行温度考核循环试验,试验进行3个循环,每个循环烧蚀时间为5 min。耐高温考核试验后检查包覆热电偶样品,外观较好,弯曲3次,无散花现象,表层有少量飞絮,如图3所示。试验验证了高温包覆热电偶的耐温上限可达1500℃。

图3 耐高温考核试验后的高温包覆热电偶
2.3 绝缘电阻检验
绝缘电阻是包覆偶的关键指标。依据JB/T 9238标准检验高温包覆热电偶的绝缘电阻[11],其中常温绝缘电阻值应不小于100 MΩ·m。
上限温度绝缘电阻试验流程为:将1.5 m高温包覆热电偶缠绕在安装有S型热电偶的陶瓷管上,缠绕长度0.3 m放入检验炉加热,在试验温度下保持5 min,使用直流10 V绝缘电阻表检测绝缘电阻值,试验数据见表4。分析试验数据可知,高温包覆热电偶的绝缘电阻符合JB/T 9238标准。

表4 上限温度绝缘电阻试验数据
2.4 相容性试验
为增加包覆热电偶的机械强度和延长使用寿命,采用浸胶、加高温屏蔽层、掺高温绝缘纤维的工艺手段进行改性,以适应发动机内部部件的测温需求。但是所使用的胶、高温屏蔽层和高温绝缘纤维与硅基纤维包覆层、偶丝材料在高温下有可能发生反应,所以要进行相容性试验,研究这些材料上限温度绝缘电阻,保证使用可靠性。4种工艺手段相容性的绝缘电阻检测数据如图4所示。图中,1号为未浸胶、未加屏蔽层样品,2号为未浸胶、加屏蔽层样品,3号为浸胶、加屏蔽层样品,4号为掺高温绝缘纤维、浸胶、加屏蔽层样品。
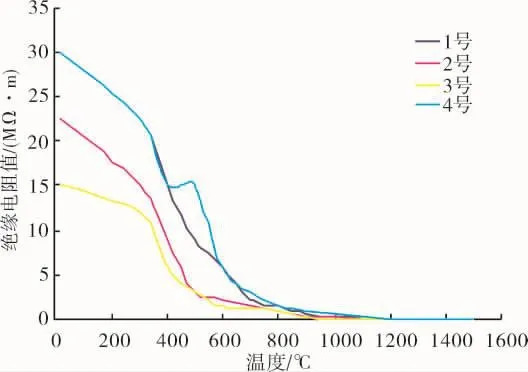
图4 高温包覆热电偶相容性绝缘电阻检测数据
试验表明:浸胶会使高温包覆热电偶低温段的绝缘电阻略微降低,加屏蔽层会使高温包覆热电偶的绝缘电阻略微降低,2种技术手段都使高温包覆热电偶的绕韧性略微减弱,但机械强度有效提高和使用寿命有效延长,掺高温绝缘纤维会有效提高高温包覆热电偶1300℃以下的绝缘电阻。这些技术手段已经推广应用到1300℃高温包覆热电偶上,使其使用寿命延长十几倍,达到30 h以上。
3 检定与验证
经中国测试技术研究院检定,1500℃高温包覆热电偶校准数据见表5。检定结果符合工业Ⅱ级要求[12]。

表5 校准数据
在某试验件性能考核试验中,使用1500℃高温包覆热电偶测量试验件内部的温度,共进行2轮,分别历时302和218 min,在最大试验状态时测得的最高温度为1274℃,证明了1500℃高温包覆热电偶的耐燃气烧蚀性能和发动机测温工程实用性。
4 结束语
相比于示温漆、红外测温及晶体测温等其他测温手段,热电偶在航空发动机温度测试领域具有不可替代的优势。研制的1500℃高温包覆热电偶更是将绝缘耐温提高到1500℃,同时具有绝缘好、弯曲半径小、韧性好、易于测试引线等优点,可以部分代替铠装热电偶,为航空发动机复杂内部结构和苛刻工况条件下的高温测试提供了先进手段。
[1]王振华,王亮.航空发动机试验测试技术发展探讨[J].航空发动机,2014,40(6):47-51.WANG Zhenhua,WANG Liang.Discussion on development of aeroengine experiments and measurement techniques [J].Aeroengine,2014,40(6):47-51.(in Chinese)
[2]张宝诚.航空发动机试验和测试技术[M].北京:北京航空航天大学出版社,2005:16-56.ZHANG Baocheng.Aeroengine experiments and measurement techniques[M].Beijing:Beihang University Press,2005:16-56.(in Chinese)
[3]王魁汉.温度测量实用技术 [M].北京:机械工业出版社,2006,84-230.WANG Kuihan.Practical technology for temperature measurement[M].Beijing:China Machine Press,2006:84-230.(in Chinese)
[4]李刚,欧书方,赵敏健.石英玻璃纤维的性能和用途[J].玻璃纤维,2007(4):10-16.LI Gang,OU Shufang,ZHAO Minjian.Properties and uses of quartz glass fiber[J].Fiber Glass,2007(4):10-16.(in Chinese)
[5]王超.高温环境下硅酸铝纤维的隔热性能[J].宇航材料工艺,2014(6):56-60.WANG Chao.Heat-shielding properties of aluminum silicate fiber in high temperature environment[J].Aerospace Materials&Technology,2014(6):56-60.(in Chinese)
[6]范铠,张继培.GB/T 16839-1997.热电偶[S].北京:中国标准出版社.1997:16-89.FAN Kai,ZHANG Jipei.GB/T 16839-1997,Thermocouple[S].Beijing:Standards Press of China,1997:16-89.(in Chinese)
[7]王健石,朱炳林.热电偶与热电阻技术手册[M].北京:中国标准出版社,2012:15-86.WANG Jianshi,ZHU Binglin.Thermocouple and RTD technical manual[M].Beijing:Standard Press of China,2012:15-86.(in Chinese)
[8]王建国.纤维世界[M].芜湖:安徽师范大学出版社,2012:33-106.WANG Jianguo.Fiber world[M].WUhu:Anhui Normal University Press,2012:33-106.(in Chinese)
[9]张旺玺.纤维材料工艺学[M].郑州:黄河水利出版社,2010:52-121.ZHANG Wangxi.Fiber materials technology[M].Zhengzhou:The Yellow River Water Conservancy Press,2010:52-121.(in Chinese)
[10]王卫东.电缆工艺技术原理及应用 [M].北京:机械工业出版社,2011:118-253.WANG Weidong.The principle and application of cable technology[M].Beijing:China Machinery Press,2011,118-253.(in Chinese)
[11]范铠.JB/T 9238-1999工业热电偶技术条件[S]..北京:中国标准出版社.1997:4-6.FAN Kai.JB/T 9238-1999 Specification for industrial thermocouples assemblies[S].Standards Press of China,1997:4-6.(in Chinese)
[12]贺宗琴.表面温度测量[M].北京:中国计量出版社,2009:53-73.HE Zongqin.Surface temperature measurement[M].Beijing:China Metrology Press,2009:53-73.(in Chinese)
Investigation on High Temperature Coated Thermocouple for Aeroengine
ZHANG Zhi-xue,ZHANG Xing,ZHAO Ying-song,WANG Wei
(AECC Shenyang Engine Research Institute,Shengyang 110015,China)
In order to realize temperature measurement of the internal parts inside engine under high temperature,a high temperature thermocouple with high temperature resistance of 1500℃was designed.The material and making method of the thermocouple were determined through structural design,material selection and cladding technology.After a series of temperature test,insulation resistance test,compatibility test and calibration and verification test,the practicality of engine temperature measurement engineering was proved.This kind of thermocouple will raise the operating temperature of coated thermocouple to 1500℃.It can partially replace armored thermocouple,and solve the problem that can't be measured by some internal high temperature comperature components of engine and small-diameter armored thermocouple with complex structure.
thermocouple;temperature test;coating technology;insulation resistance;aeroengine
V 241.7
A
1 0.1 3477/j.cnki.aeroengine.201 7.02.01 3
2016-12-11 基金项目:国家重大基础研究项目资助
张志学(1982),男,硕士,工程师,主要从事航空发动机测试技术研究及工程应用工作;E-mail:zzx606@163.com。
张志学,张兴,赵迎松,等.航空发动机高温包覆热电偶研制[J].航空发动机,2017,43(2):81-84.ZHANG Zhixue,ZHANG Xing,ZHAO Yingsong,etal.Reasearch ofhigh temperature coated thermocouple foraeroengine temperature measurement[J].Aeroengine,2017,43(2):81-84.
(编辑:张宝玲)