2205双相不锈钢厚板TIG焊工艺研究
2017-11-10
(酒泉钢铁(集团)有限责任公司不锈钢研究所,甘肃 嘉峪关 735100)
2205双相不锈钢厚板TIG焊工艺研究
陈安忠王军伟李玉峰
(酒泉钢铁(集团)有限责任公司不锈钢研究所,甘肃嘉峪关735100)
采用不同焊接参数对16 mm厚2205双相不锈钢进行TIG多层多道焊,焊后对焊接接头显微组织和冲击韧性进行了分析研究。结果发现,2205双相不锈钢焊接接头组织为奥氏体+铁素体,多层多道焊有助于铁素体内二次奥氏体γ2的生成;焊接接头中焊缝金属和热影响区的铁素体含量与热输入量成反比;在-40 ℃对焊接接头进行冲击试验,低韧性焊接接头的冲击断口形貌为准解理断口、高韧性焊接接头的冲击断口形貌为韧性断口,焊接接头的韧度与铁素体含量成反比。
2205双相不锈钢钨级氩弧焊显微组织断口形貌
0 序 言
2205双相不锈钢由于含有奥氏体和铁素体双相组织,因此双相不锈钢兼顾了奥氏体不锈钢所具有的优良的韧性及焊接性能和铁素体不锈钢具有的高强度及耐氯化物应力腐蚀等性能,广泛的应用在石油化工、海洋工业以及核电工业等许多工程领域[1-4]。由于2205双相不锈钢在工程领域主要使用厚板,而有关2205双相不锈钢厚板焊接的研究相对较少,不同焊接参数会对焊接接头的组织和性能产生一定影响。文中采用TIG(钨级氩弧焊)焊接方法对16 mm厚2205双相不锈钢进行多层多道焊,探讨了不同焊接参数对2205双相不锈钢厚板焊接接头的组织和冲击性能的影响规律,为2205双相不锈钢厚板在工程实际中的应用提供依据。
1 试验材料及方法
1.1 试验材料
试验母材采用16 mm厚的2205双相不锈钢,焊接材料采用φ2.0 mm的ER2209焊丝,母材和焊丝主要化学成见表1。

表1 2205母材及2209焊丝化学成分(质量分数,%)
1.2 焊接工艺
焊接试样尺寸为500 mm×200 mm×16 mm。采用X形坡口,坡口角度α=60°~70°,根部间隙2.5~4.0 mm,采用TIG焊(钨级氩弧焊)进行多层多道焊,每块试样采用相同层数和道数进行焊接,具体如图1所示。
采用不同焊接参数对两组试样进行焊接,1号试样采用低热输入的焊接参数,2号试样采用高热输入的焊接参数。为避免脆性相的析出,层间温度控制在100 ℃以下。具体焊接工艺参数见表2。
1.3 分析测试方法
采用DMI3000M莱卡金相显微镜对焊接接头显微组织进行分析,利用分析软件对焊接接头的两相比例进行定量分析;冲击试验按照GB1/T 4334—2008《金属和合金的腐蚀-不锈钢晶间腐蚀试验方法》进行,采用55 mm×10 mm×10 mm V形缺口试样,缺口分别开在焊缝中心和熔合线远离焊缝中心1 mm处,试验温度为-40 ℃,对冲击断口采用ZEISS-MERLI Compact场发射扫描电镜进行断口形貌观察。
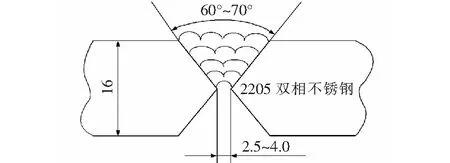
图1 焊接示意图

试样编号焊接电流I/A电弧电压U/V层间温度T/℃焊接速度v/(mm·s-1)热输入Q/(kJ·mm-1)118015≤1002.780.97218015≤1001.391.95
2 试验结果与分析
2.1 焊接接头显微组织分析
2205双相不锈钢母材显微组织如图2所示,基体组织成条带分布,图中白色部分为奥氏体相,黑色部分为铁素体相,两相成条带间隔分布,两相比例铁素体(α)∶奥氏体(γ)为53∶47。
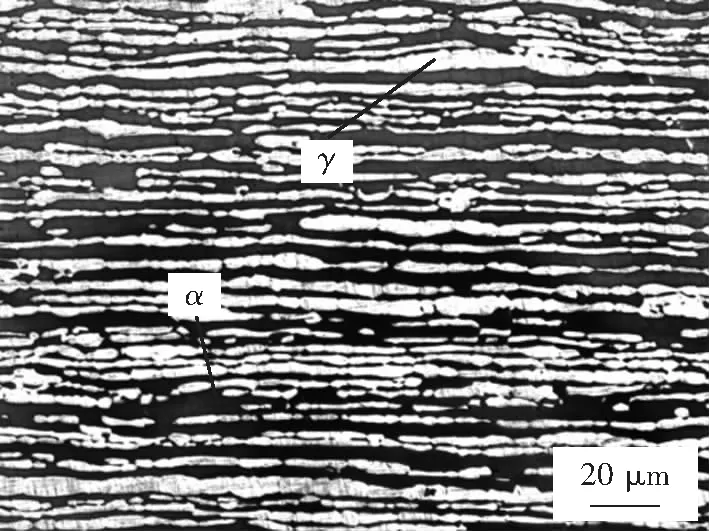
图2 2205双相不锈钢母材显微组织
图3是采用不同热输入焊接参数得到的焊接接头的焊缝金属(WM)和热影响区(HAZ)的金相组织,并利用光学显微镜分析软件对焊接接头的两相比例进行定量分析,采用低热输入焊接参数的1号试样焊缝金属铁素体(α)∶奥氏体(γ)为67∶33,热影响区铁素体(α)∶奥氏体(γ)为71∶29;高热输入焊接参数的2号试样焊缝金属铁素体(α)∶奥氏体(γ)为47∶53,热影响区铁素体(α)∶奥氏体(γ)为58∶42。采用小热输入量焊接参数的1号试样不论是焊缝金属还是热影响区铁素体相比例都较高, 而不论是1号试样还是2号试样热影响区的铁素体相比例要高于焊缝金属。
根据Fe-Cr-Ni伪二元相图(图4),双相不锈钢焊缝凝固时都先生成100%的铁素体,再通过部分的固态相变来形成其平衡组织中的奥氏体。从组织形态上来看焊缝和热影响区的组织均为奥氏体+铁素体,没有金属间化合物等脆性相析出,其中白色为奥氏体,灰黑色为铁素体,白色奥氏体包含一次奥氏体和二次奥氏体,一次奥氏体γ1为树枝状和羽毛状,二次奥氏体γ2为铁素体晶粒内析出的细小颗粒,二次奥氏体γ2主要是由于采用多层多道焊时可以对前道焊进行再热,促进大量二次奥氏体的生成。二次奥氏体γ2可以显著改善焊接接头的韧度。
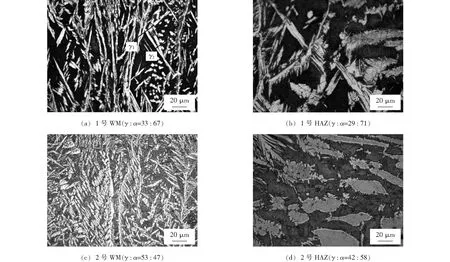
图3 不同热输入焊接参数焊缝金属和热影响区的金相组织

图4 双相不锈钢成分范围内的伪二元相图
2205双相不锈钢焊接接头固态相变主要发生在1 200~800 ℃之间,低温下由于元素扩散较慢固态相变也较慢,因此在高温停留时间越长,固态相转变越充分[5-6]。热输入量大则在高温停留时间长,δ→γ转变更加充分,奥氏体会更多。因此,2号试样不论是焊缝金属还是热影响区奥氏体相比例都较高。而不论是1号试样还是2号试样热影响区铁素体相含量均高于焊缝金属,这主要是由于焊缝金属固态相转变是从δ→γ+δ,而热影响区固态相转变是从α+γ→δ→δ+γ,热影响区固态相转变需要先发生α+γ→δ,再发生δ→δ+γ,固态相转变时间较长,而高温停留时间有限,因此最终铁素体向奥氏体转变不充分,导致热影响区铁素体含量较高;另一方面焊丝成分为ER2209,从图4也可以看出ER2209铁素体固溶温度要高于2205母材,更早进入γ+δ两相区,在高温停留时焊缝金属奥氏体转变更加充分,导致焊缝金属铁素体含量较低。
2.2 冲击试验
表3是采用不同热输入焊接参数进行TIG焊接得到的2205双相不锈钢焊接接头夏比冲击试验结果。

表3 冲击试验结果
ASTM A923标准中要求2205双相不锈钢焊接试样在-40 ℃时焊缝区域每套试验冲击吸收能量不低于34 J,热影响区和母材每套试验冲击吸收能量不低于54 J。从表3中可以看出1号试样焊缝金属和熔合线远离焊缝中心+1 mm处冲击吸收能量低于标准值。而冲击吸收能量是衡量韧度的关键指标,由于双相不锈钢含有很高的铁素体相,因此焊缝接头和母材都存在韧脆转变温度,焊缝金属的韧度与铁素体含量成反比,1号试样由于采用热输入量小的焊接参数,高温停留时间短,焊接接头铁素体含量较高造成韧度较低。
2.3 冲击断口分析
图5为1号和2号试样焊缝金属的冲击断口形貌图,由于1号和2号试样各自的3个焊缝冲击断口具有相似的特点,因此分别选取其中一个冲击断口的形貌进行对比分析。1号试样断口形貌图不仅有解理面,还能看见大小不均匀的等轴韧窝,属于准解理断裂类型;2号试样断口形貌主要是大小不均匀的等轴韧窝,韧窝较浅,未见明显的解理面,属于韧性断裂类型。从断口形貌图上可以得知对于2205双相不锈钢厚板采用高热输入焊接参数能够提高焊接接头的冲击韧性。
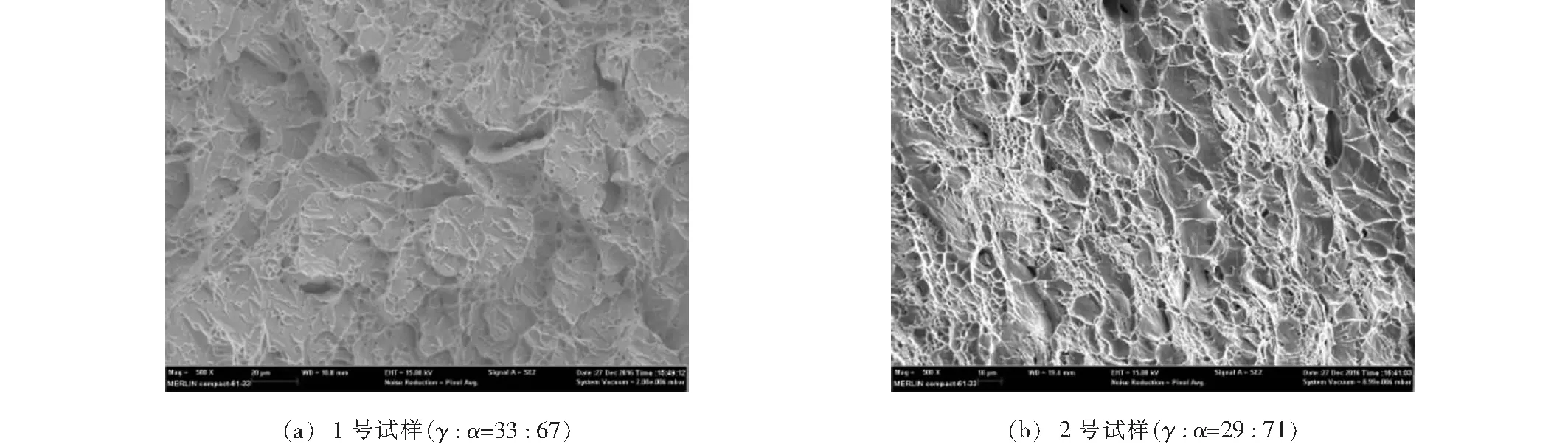
图5 -40 ℃焊缝金属冲击断口形貌图
3 结 论
(1)2205双相不锈钢厚板进行TIG焊接时采用热输入量高的焊接参数焊缝金属和热影响区的铁素体含量少、奥氏体转变充分;而不论采用何种焊接参数热影响区的铁素体含量均要高于焊缝金属。
(2)2205双相不锈钢厚板采用TIG多层多道焊可以促进铁素体中二次奥氏体γ2的生成,γ2能明显改善焊接接头的韧度。
(3)冲击试验表明,2205双相不锈钢厚板焊接接头的冲击韧性与热输入量成反比;低韧性的冲击断口为准解理断口、高韧性的冲击断口为韧性断口。
[1] 张志昌,张建峰,周友龙.铁路货车2205双相不锈钢的焊接[J].焊接,2011(12):58-60.
[2] 陈兴润,潘吉祥.2205双相不锈钢焊接接头组织与性能研究[J].焊接,2014(10):54-57.
[3] Fargas G, Akdut N, Anglada M, et al. Microstructural evolution during industrial rolling of a duplex stainless steel[J]. ISIJ International, 2008,48(11):1596-1602.
[4] Lippold J C. Duplex stainless steel[C]. 4th International Duplex Stainless Steel Conference, Glasgow, UK, 1994:115-118.
[5] 熊庆人,霍春勇,李为卫,等.2205双相不锈钢焊接热影响区的组织转变行为[J].焊接学报,2007,28(11):53-57.
[6] 吴 玖,姜世振.双相不锈钢[M].北京:冶金工业出版社,2006.
TG442
2016-06-21
陈安忠,1989年出生,硕士,工程师。主要从事不锈钢焊接与新产品研究工作,已发表2篇文章。