超低真空度对电子束形状和焊接过程的影响
2017-11-10
(机械科学研究院 哈尔滨焊接研究所,哈尔滨 150028)
超低真空度对电子束形状和焊接过程的影响
张毅梅王锴苏金花陈健
(机械科学研究院哈尔滨焊接研究所,哈尔滨150028)
研究了超低真空度(133.32~1 333.22 Pa)内变化时,对加速电压为100 kV,束流为60~80 mA的电子束形状影响。为解决超低真空焊接和局部真空电子束焊接时,电子束严重散射问题,提出了氦气保护电子束的焊接方法,对无保护和氦气保护下真空度对电子束形状的影响进行试验测试,对电子束焊接过程进行了分析。同轴氦气保护电子束焊接获得了满意的焊接接头。
电子束焊接工艺低真空氦气保护
0 序 言
电子束焊接的分类按工件所处的环境可分高真空(1×10-4~1×10-1Pa)、低真空(1×10-1~1×10 Pa)和非真空焊接三类。低真空电子束焊接和局部电子束焊接在大型部件的焊接方面就有独特的优势。如将电子束焊接的真空室真空度降低到133.32~1 333.22 Pa(称之为超低真空),采取有效的措施对电子束实施保护,使其能量密度不降低,就可以扩大真空室的容积,为建造特大低真空室提供便利,节省真空设备的制造和运行费用,提高生产效率。如能在超低真空下实现局部电子束焊接,将降低局部真空室的密封要求,增强对不规则的大型构件的焊接能力,提高局部真空电子束焊接的通用性及可靠性。但随着真空度的降低,电子束的散射程度将提高,电子束的束品质将会发生变化,焊接过程稳定性也存在问题,很难获得大熔深和深宽比较大的焊接接头。开展超低真空下真空度对电子束形状和焊接过程的研究,将有力于了解电子束的特性,为提出有效的防止因电子束散射而引起的能量密度降低,开发超低真空电子束焊接新工艺提供依据。目前,国内外低真空(1×10-1~1×10 Pa)电子束焊接过程研究较多,对低真空(13.32~133.22 Pa)下真空度对电子束的影响也有初步的研究[1]。而对更低的真空度对电子束焊接影响的研究未见报道。因此,开展超低真空(133.32~1 333.22 Pa)对电子束形状和焊接过程的影响,有益于扩大低真空和局部真空电子束焊接的应用和推广。
1 试验设备及方法
1.1 试验设备
采用自行研制的ESS150—200型低真空电子束焊机,焊机的最高加速电压为150 kV,最大束流200 mA,三级电子枪,真空系统分为5级。当焊接真空室的真空度为1 333.2 Pa时,电子枪室的真空度仍可保持在1×10-2Pa以上。在真空系统的第四级真空室与第五级真空室(工作室)之间加装一个特色设计并电子束同轴的氦气保护装置,使氦气气流与电子束保持同轴,用于保护电子束流。电子束焊接装置示意图如图1所示。
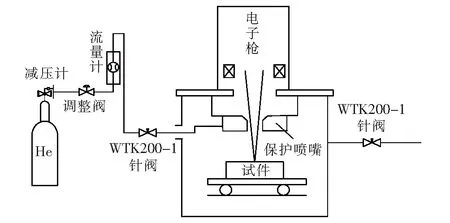
图1 电子束焊接装置示意图
1.2 试验方法
采用“锯齿相应法”来研究真空度与束形状的关系,在保证电子枪室的真空度为1×10-2Pa以上的条件下,通过调节针阀向工作室充入空气或氦气,使工作室的真空度保持在选定的超低真空的真空度下,当真空度和电子束稳定工作后,开始测量电子束形状。母材选用低碳钢,采用宏观金相法测量焊缝形状。
2 试验结果及分析
2.1 无保护下真空度对束形状的影响
采用表1的电子束焊接工艺参数,通过调节针阀向工作室充入空气,使工作室的真空度下降至53.33~1 333.22 Pa。测量电子束的形状。真空度对束形状的影响如图2所示。
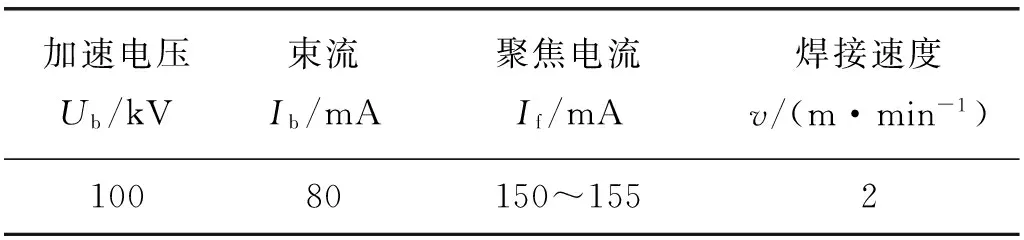
表1 焊接工艺参数
加速电压用Ub表示;束流用Ib表示;磁聚焦电流用If表示;焊接速度用v表示。电子束焦点直径(或“最小束径”)用Db表示;焦点(或“最小束径”处)距离磁透镜平面的距离用L表示;工作距离(即电子束引出孔距离工件表面的距离)用L′表示;真空度用P表示。
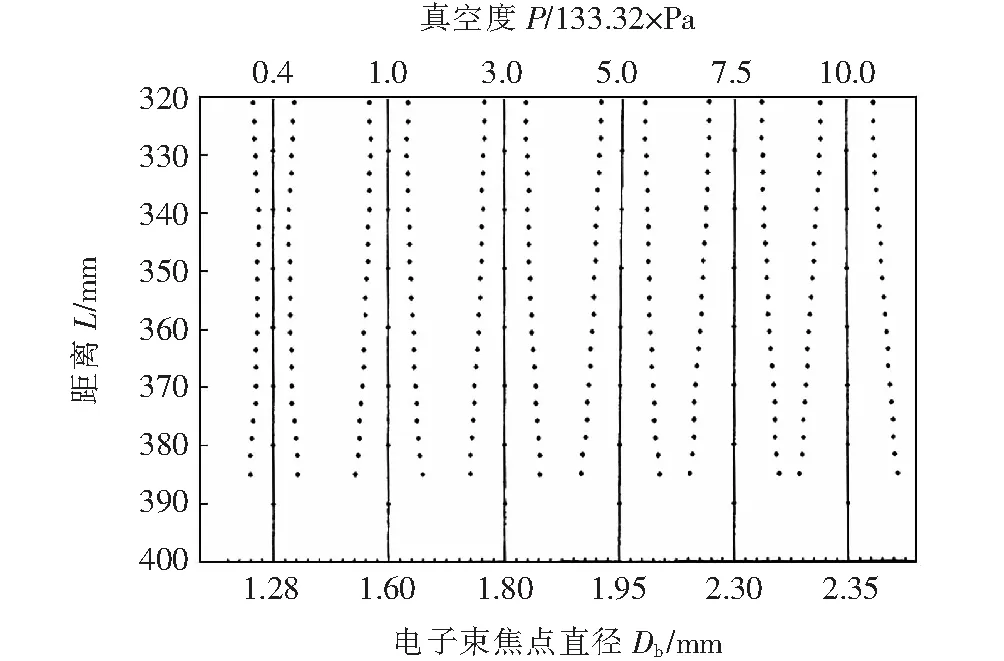
图2 无保护下真空度对束形状的影响
当真空度小于133.32 Pa时,由于电子束的散射程度加大,随着电子在空间飞行的距离增加,电子束的束扩张越来越大,所测得的“焦点”已不仅是由磁聚焦所决定的焦点,而是磁聚焦与电子束散射综合作用所产生的束扩张的“最小束径”,它与理论上的磁聚焦焦点有本质的不同。因而从“锯齿效应法”的测量特点看,这里的束焦点直径是表示其能量密度足够熔化测试板金属的那部分的电子束最小束径。试验发现当真空度低于399.96 Pa时,“最小束径”位置上移到工作室的引出口端。随着真空度的降低,“最小束径”增大,在可测的空间内已经没有明显的所谓的“焦点”,仅在引出口下端的电子束最细,并且变化较小,可称之为“最小束径”,可以看做超低真空电子束焊接时的一个重要参数,其重要性与理论上所称的“焦点”相当。因而,研究正式引入“最小束径”这个概念。
由图2~3可见,随着真空度的下降,电子束“最小束径”明显增大,“最小束径”的平均功率密度随之下降。
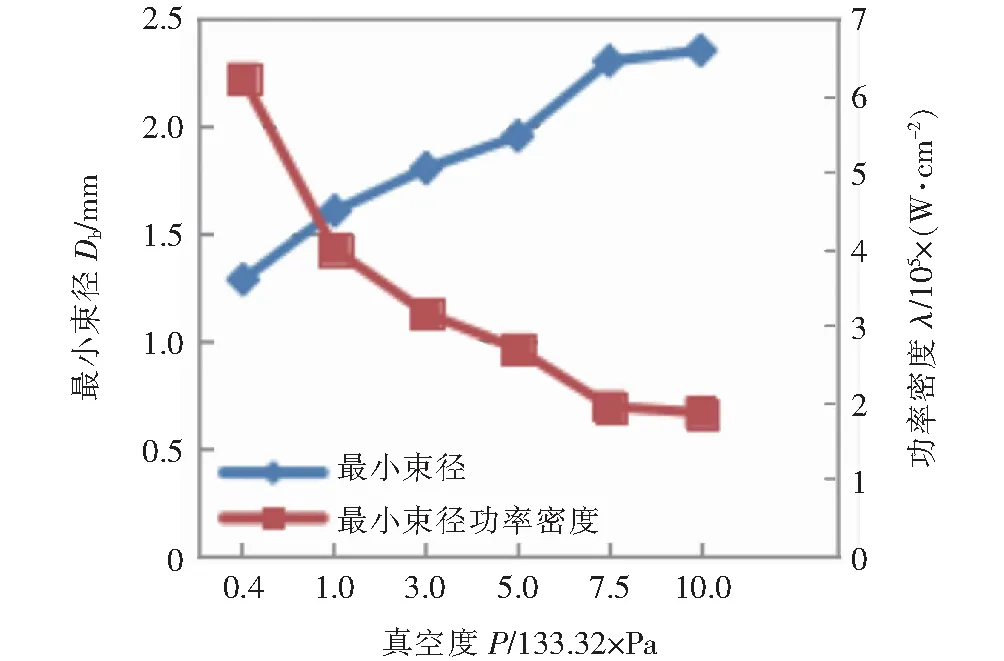
图3 真空度与最小束径、最小束径功率密度的关系
2.2 氦气保护下真空度对束形状的影响
为了减小工作室中的空气与电子束的碰撞,减小电子束的能量密度损失,对焊接熔池有效的保护,研究提出了在氦气保护下的电子束焊接工艺方法。
采取两种方式来开展氦气保护下对电子束形状的影响研究。一是先将工作室的真空度抽到1.33 Pa以上,之后通过向工作室中注入氦气,使工作室的真空度降低到需要的超低真空范围内。二是在工作室到达预定的超低真空条件下,采取与电子束同轴的氦气保护进行电子束焊接试验,工作室的真空度为133.32 Pa。三种不同状态下的电子束形状如图4所示。
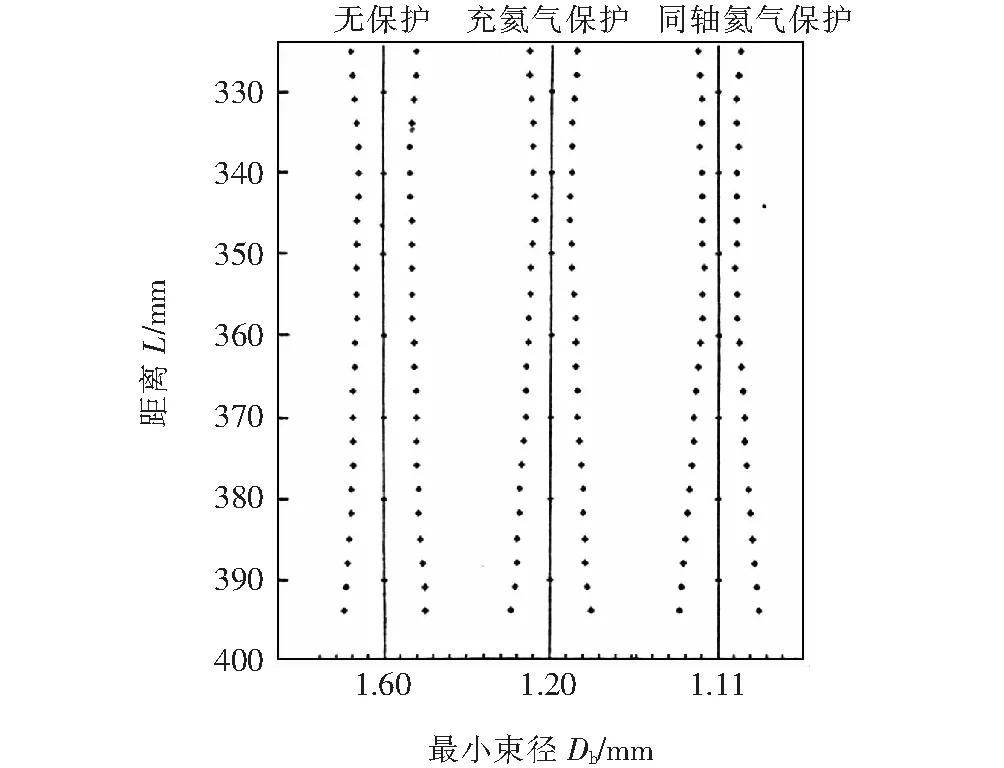
图4 不同保护形式下电子束的形状
由图4可以看出充氦气和同轴氦气保护的效果对电子束形状的影响基本相当。而采取充氦气保护时,氦气的使用量较大,不经济,不适合实际生产应用的需求。采取氦气同轴保护更加便利、经济可靠。在此基础上又试验了在不同氦气保护流量下,真空度对电子束形状的影响,其结果表明在真空度为133.32~399.96 Pa时,采取同轴氦气流量为0.6 L/min;真空度为399.96~1 333.22 Pa时,采取同轴氦气流量为0.8 L/min,就可以取得很好的保护效果。
在同轴氦气保护下,对电子束形状进行了测量,其结果如图5~6所示。与无保护相比,同轴氦气保护下电子束的最小束径显著减小,功率密度增大,最小束径附近的活性区明显增长。
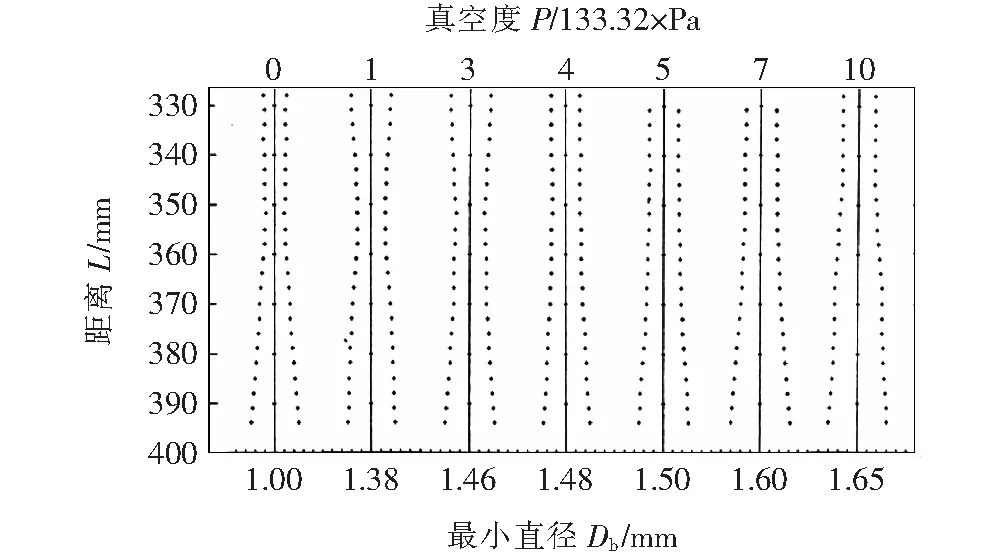
图5 氦气保护下真空度对束形状的影响
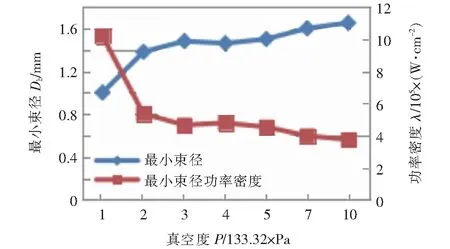
图6 同轴氦气保护下真空度与最小束径、最小束径功率密度的关系
2.3 电子束焊接过程
试验中发现,在无保护条件下,当工作室真空度在133.32~1 333.22 Pa之间变化时,实际焊接过程如图7所示。随着真空度的降低,电子束周围因气体电离而形成的等离子层增厚,扩散面积增大,这与电子束直径增大相一致。同时,随着真空度下降,工作室内的氧分压也增大,因而焊接所产生的高温气体蒸汽与周围气体发生的化学反应相应增强,焊接熔池上方的电子束周围的等离子亮度增加。但真空度为133.32 Pa时还可以观察到电子束清楚明亮的轨迹。当真空度低于666.61 Pa时,由于电子束散射及其引起的气体电离,已经看不到明显的电子束流轮廓。
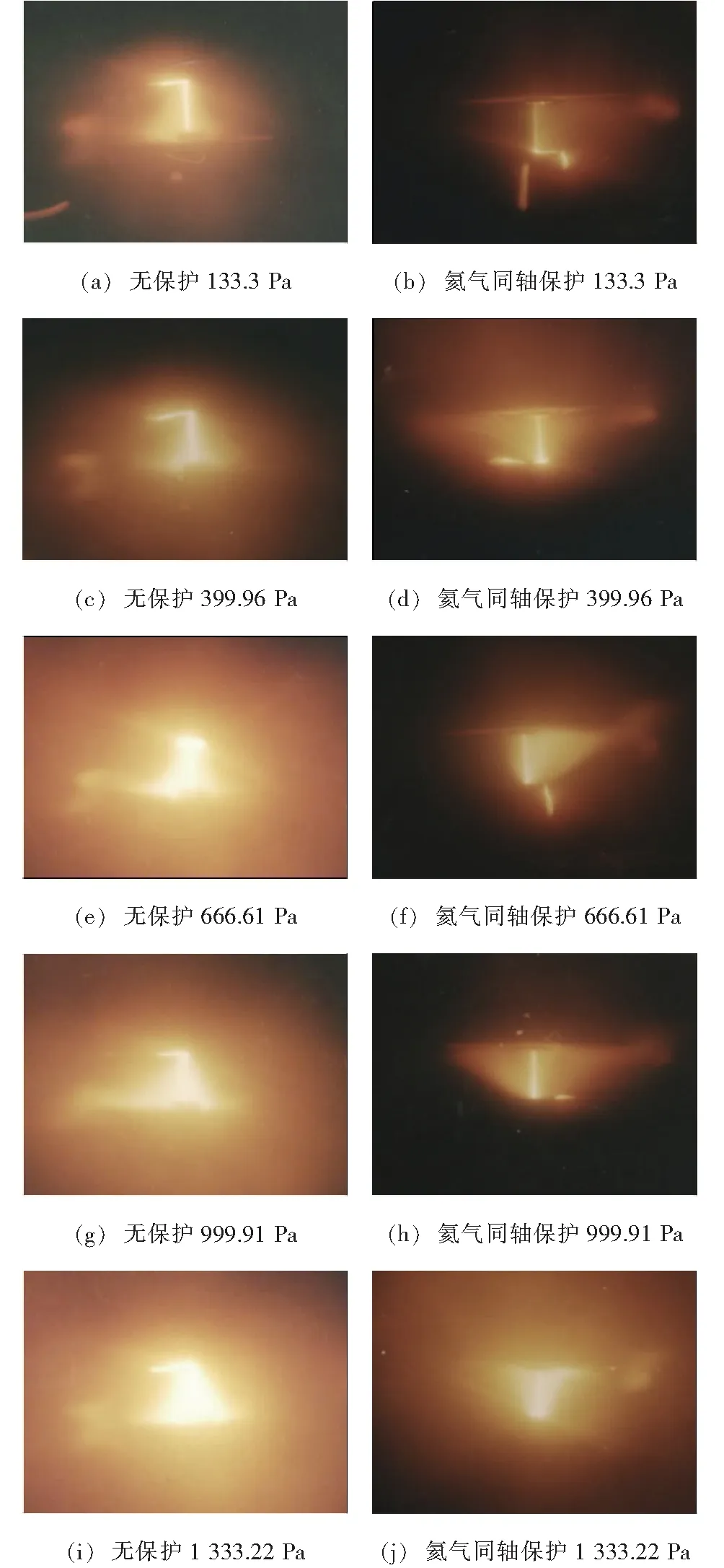
图7 电子束焊接过程外观照片
与无保护的相比,在同轴氦气保护下束径显著变小,束周围的等离子层减薄,颜色稍浅,扩散范围较小。这说明电子束的散射减小,金属蒸汽与束周围的气体化学反应减弱。显然,氦气对电子束和焊接熔池都有很好的保护。在氦气保护下,即使真空度下降到1 333.22 Pa电子束流轨迹仍然清晰可见。同时,氦气流从引出口喷出阻碍了金属蒸汽及有害气体进入第四级真空室及电子枪室,有效地防止了电子枪室的被污染。
氦气保护电子束的特点分析:氦气是惰性气体,分子量为4,空气的平均分子量是29。在超低真空下,随着真空度的降低,电子束与气体分子的碰撞加剧,能力损失增大。当引出口处的束流为I0时,通过一段工作距离X后,其束流I则为:
I=I0e-αX
(1)
式中,α为焊接工作室内残余气体对电子束的散射系数。
α=KPQ
(2)
由公式(1~2)可见,焊接工作室压力增高,电子束的散射系数增大,束流减小。但在氦气保护下,有效碰撞面和电子束的散射系数均减小,束流增大,束能量损失减小。
电子束飞程Rξ的近似公式为
Rξ=K·Ub2/ρ
(3)
式中,Ub为加速电压;ρ为气体密度;K为常数。
由公式(3)可见,焊接工作室压力增大,气体的密度增大,电子束的飞程减小。空气密度是氦气的7倍多。因此氦气保护时电子束的飞程要比无保护条件下的电子束飞程要大得多。电子束即使在真空度为1 333.22 Pa条件下,仍可保持清晰的飞行轨迹。同时,在氦气中电子的平均自由程是空气的3倍左右,因此,氦气保护下电子束的穿透能力下降较小。以上的试验结果和理论分析高度一致。
氦气保护时,采用纯度为99.99%以上的工业纯氦气。但真空度降低到百分之一的大气压下(999.91 Pa)时,其杂质的含量为1×10-6。而无保护时真空度为1×10-1Pa时的杂质含量为1.32×10-6。由此可见,同轴氦气电子束焊接工艺的焊缝质量能够得到保证,但需要进一步开展深入的研究。
2.4 同轴氦气保护电子束焊接
在氦气保护条件下,当Ub=100 kV,Ib=80 mA,v=0.2 m/min,工作距离L′=20 mm时,低碳钢电子束焊缝的横截面金相宏观照片,如图8所示。真空度与焊缝熔深、焊缝深宽比的关系如图9所示。在真空度为1 333.22 Pa下获得了熔深为33 mm,深宽比为13.75的较好的焊接接头。
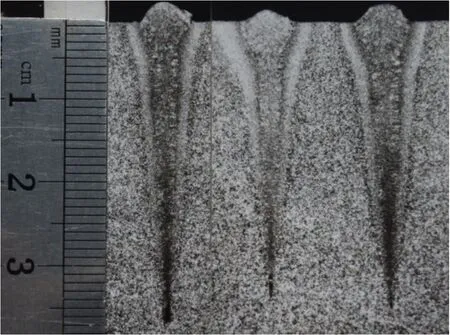
图8 超低真空氦气保护电子束焊缝宏观组织
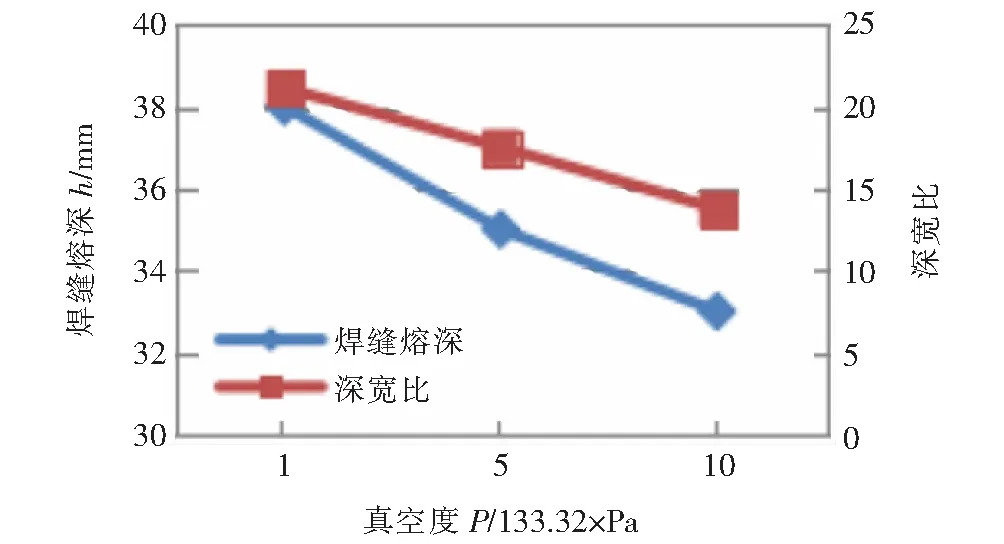
图9 氦气保护下真空度与焊缝熔深、深宽比的关系
3 结 论
(1)随着真空度(133.32~1 333.22 Pa)的降低,加速电压为100 kV,束流为80 mA的电子束散射非常严重。“最小束径”增大,束功率密度降低,焦点位置上移。
(2)在氦气保护下,当真空度(133.32~1 333.22 Pa)降低时,由于同轴氦气流有效地防止电子束散射,束形状变化较小,其直径较无保护时减小,束功率密度增加,焊接过程稳定。
(3)同轴氦气保护电子束焊接可以获得熔深较大,深宽比较高的焊接接头,能够满足中厚板低真空和局部真空电子束焊接应用的要求。
[1] 宁斐章,赵惠哲.束参数及真空度对电子束形状的影响[J].焊接学报,1987,8(3):10-18.
TG456.3
2017-02-07
张毅梅,1982年出生,硕士,工程师。