卷扬机在螺旋盘管弯制中的应用
2017-11-07,
,
(湖北三宁化工股份有限公司, 湖北 枝江 443206)
卷扬机在螺旋盘管弯制中的应用
李兴彪,徐思红
(湖北三宁化工股份有限公司, 湖北 枝江 443206)
介绍了利用卷扬机提供动力,通过自制盘管机来弯制螺旋盘管的一种新方法。此方法成本低、效率高、操作简单且盘管质量有保证,特别适用于中心圆直径较小的螺旋盘管的弯制。
螺旋盘管; 盘管机; 卷扬机; 弯制
在硫磺制酸装置中,固体硫磺需要加热熔化,变成液体后才能以雾化方式与氧发生反应。熔硫槽是将固体硫磺熔化为液硫并对其进行初步净化的设备,固体硫磺进入熔硫槽中,通过蒸汽盘管中的饱和蒸汽加热而熔化。每台熔硫槽中设置6组螺旋盘管[1],螺旋盘管的传统加工方法是采用火焰来弯制。
近期,本公司上报了30组螺旋盘管更新计划。此批螺旋盘管中心圆直径较小且导程数量多,采用传统方法制作后的盘管容易变形,螺旋角一次性加工成型难度相当大[2 ],而且给加工带来极大不便,即便能完成,庞大的设备占地面积大,对地场要求也高。因此,采用火焰方法弯制此批螺旋盘管的方法不具有操作性[3]。文中对此次螺旋盘管的弯制过程进行了详细分析,以供同行借鉴。
1 弯制螺旋盘管简介
此盘管的直管段规格(外径×名义厚度)为Ø57 mm×3.5 mm,螺旋盘管中心距h=90 mm,圈数34,整个盘管后的中心距高度H=3 060 mm,螺旋盘管中心圆半径r=250 mm,材质为20,其外观示意图见图1。

图1 弯制的螺旋盘管外观示图
如果没有螺旋弯管机这样的专用设备,通常还可以采用钢管里面灌沙,然后在地样上用氧乙炔加热的方法手工煨制。但这种方法比较费时、费力,效率极低,而且加热后钢管变形大,质量无法保证。笔者通过多方学习与调查,利用卷扬机来弯制小直径的螺旋盘管,达到了省时、高效的目的。
2 设计方案
2.1盘管机设计[4-8]
盘管机由底座、卷筒及卷筒支座3部分组成,见图2。卷筒是弯管装置中最为关键的部件,在动力装置驱动下转动,带动固定在卷筒上的无缝钢管从而实现盘管的弯制。为了方便把卷制好的盘管取出,卷筒两端的轴承总成设计为活动座,通过插销固定。
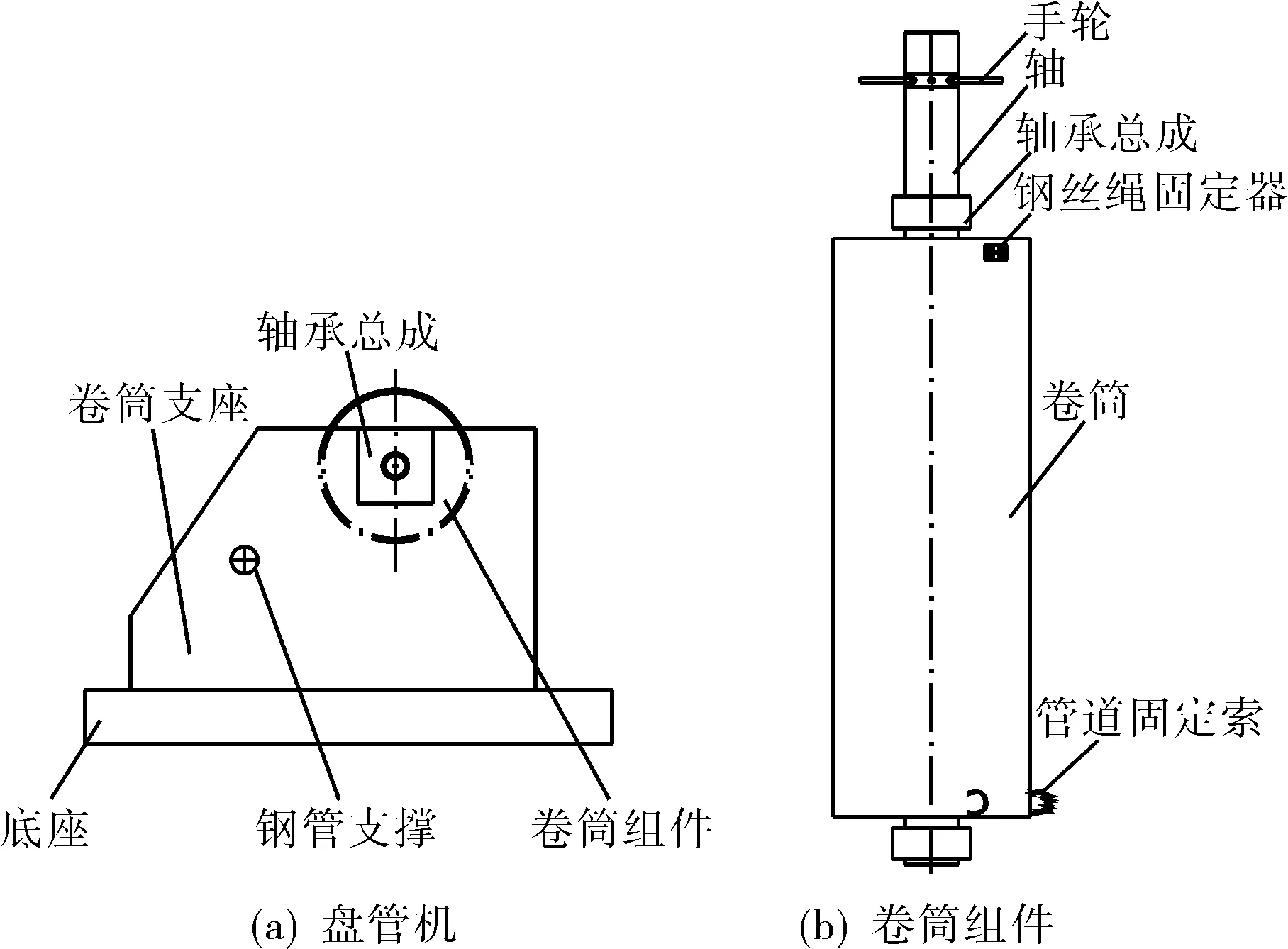
图2 盘管机及卷筒组件结构示图
单个导程的弧长可按下式计算:
(1)
式中,r为盘管中心圆半径,h为导程,mm。
卷筒直径D卷筒直接影响盘管的中心圆半径,可按下式计算:
D卷筒=L/π-D0
(2)
式中,L为单导程弧长,D0为钢管外径,mm。
将r=250 mm、h=90 mm代入式(1)中,得出L=1 574 mm。将L=1 574 mm、D0=57 mm代入式(2)中,得出D卷筒=444 mm。
2.2卷扬机选型
盘管机的动力装置使用卷扬机。选用卷扬机时,应计算出盘管弯曲时的弯矩、牵引力,由此来选择合适的卷扬机[9,10]。
计算弯矩时,需分析管材在发生均匀弯曲变形时,变形区横剖面上的应力分布[11,12],其受力示意图见图3。
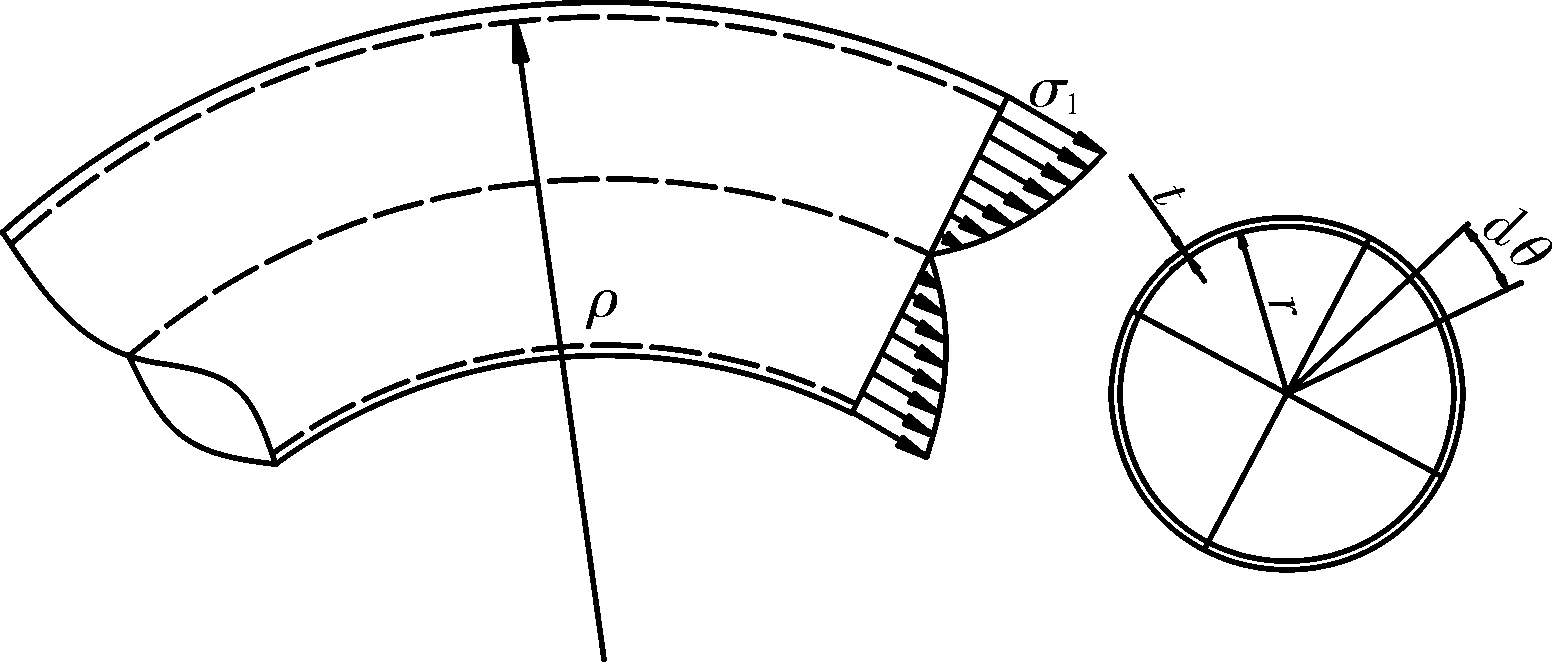
图3 管材弯曲时应力分布
在实际应用中,盘管所承受的弯曲力矩可以简化为[13]:
M=μWσb(D0/ρ)1/3
(3)
其中
W=π(D04-di4)/(32D0)
(4)
式中,ρ为弯曲中性层曲率半径,mm;σb为抗弯强度,MPa;W为抗弯断面系数,mm3;μ为考虑摩擦而使弯矩增大的系数,取μ=3.0。
本例中,将D0=57 mm、di=50 mm、ρ=(444+57)/2=250.5 mm、σb=410 MPa、μ=3.0、W=7 416.5 mm3带入式(3)中,计算可以得出M=5 569.206 N·m。
牵引力计算公式:
F=M/[(D卷筒+D钢丝绳)/2]
(5)
将D钢丝绳=36 mm、D卷筒=444 mm、M=5 569.206 N·m带入式(5)计算得F=23.205 kN。
车间现有的卷扬机JMK-16(配套电机11 kW)的最大牵引力为100 kN>F,满足要求。
2.3盘管总装
将卷扬机、盘管机可靠固定,间距应大于预制好的最大直管长,以方便放置钢管。卷扬机钢丝绳绳端固定在卷筒上,反转放钢丝绳,另一端通过手轮转动盘管机卷筒盘钢丝绳,卷筒上钢丝绳圈数应大于所卷螺旋盘管的导程数量3~5圈。准备妥当后把预制好的无缝钢管放置在管道支撑上,管端套入固定索内,检查无异常后启动卷扬机带动卷筒转动,开始盘管。钢管盘好后,利用行车拉至要求的导程逐圈固定即可。盘管卷曲工作示意图见图4。

图4 盘管卷曲工作示图
3 使用效果及建议
按照上述方案对此批盘管进行了弯制,弯制后的盘管从投入使用至今没有出现过泄漏,但以下两方面还有待进一步改进:
(1)卷扬机的转速 利用的车间现有卷扬机不带调速功能,在卷管过程中速度过快,操作时不易控制,稍有不慎就会卷叠管,使整个盘管报废。
(2)场地要求 整个螺旋盘管展开长度达53 m,受场地限制只能分两段预制。卷管时需现场焊接一条焊缝,焊完后焊缝热影响区需冷却(约12 min)才能卷管,有空旷的场地更能提高工作效率。
4 结语
利用现有资源卷制螺旋盘管的新方法具有投入成本低、操作简单、效率高且卷制的盘管质量有保证的显著特点[14,15],值得推广。
[1] GB 150.4—2011,压力容器 第4部分:制造、检验和验收[S].
(GB 150.4—2011,Pressure Vessels-Part 4:Fabrication,Inspection and Testing,and Acceptance[S].)
[2] 潘昌平.管材弯曲回弹及弯管机控制系统的研究[D].长春:吉林大学,2008.
(PAN Chang-ping. Research on the Pipe Bending Springback and the Control System of Pipe Bending Machine [J]. Changchun:Jilin University, 2008.)
[3] 姜泽红.螺旋盘管热性能的最优化[J].化肥工业,1988(1):60.
(JIANG Ze-hong. Optimization of Thermal Performance of the Spiral Pipe[J]. Journal of Chemical Fertilizer Industry,1988(1):60.)
[4] 郑祥明,胡杰,谢敏.新型螺旋弯管机的研制[J].机械制造,2007, 45(12):59-60.
(ZHENG Xiang-ming,HU Jie,XIE Min. Development of a New Type of Spiral Pipe Bending Machine [J]. Machinery,2007, 45(12):59-60.)
[5] 丁积飞.三辊螺旋盘管弯管机[J].压力容器,1989,4(4):85-86.
(DING Ji-fei . Three Roller Coil Pipe Bending Machine[J]. Pressure Vessel Technology,1989,4(4):85-86.)
[6] 尹霞.数控弯管机弯管技术及其应用[J].新技术新工艺,2007(4):27-29.
(YIN Xia. The Technology and Application of Pipe Bending Technology of NC Tube Bending Machine[J]. New Technology & New Process, 2007(4):27-29.)
[7] 王文,李淑梅,邓刚,等.卧式螺旋盘管机的研制及应用[J].石油机械,2005(2):56-58.
(WANG Wen,LI Shu-mei,DENG Gang, et al. Study and Application on Spiral Pipe Bending Machine in Horizontal Type[J].China Petroleum Machinery,2005(2):56-58.)
[8] 侯永祥.用卷板机弯制螺旋盘管工艺及工装[J].山东机械,2001(1):30.
(HOU Yong-xiang.The Technology and Tools Forck Clamp of Spiral Pipe Bending by Veneer Reeling Machine[J].Shandong Machinery,2001(1):30.)
[9] 朱冬钰,王海镔. 机械卷扬机的工作原理及提升力的计算[J].科技与创新, 2015(17):121,123.
(ZHU Dong-yu,WANG Hai-bin. The Working Principle and Lifting Force Calculation of Hoist Machinery[J]. Science and Technology & Innovation, 2015(17):121,123.)
[10] 杨怀军.用当量系统法计算卷扬机制动力矩[J].建筑机械,1989(8):2-4.
(YANG Huai-jun. Calculation of Hoist Braking Torque by Equivalent System Method [J]. Construction Machinery,1989(8):2-4.)
[11] 李灵凤,王林. 螺旋盘管滚弯成形的数值模拟[J].兰州理工大学学报,2010(5):49-52.
(LI Ling-feng,WANG Lin. Numerical Simulation of Roll Forming of Helical Coil Pipe [J]. Journal of Lanzhou University of Technology, 2010 (5):49-52.)
[12] 李灵凤.螺旋盘管弯曲成形有限元模型的建立[J].锻压装备与制造技术,2009(3):111-113.
(LI ling-feng. Establishment of Finite Element Model of Helical Coiled Tube Bending Forming [J]. China Metal Forming Equipment & Manufacturing Technology, 2009(3):111-113.)
[13] 王同海.管材塑性加工技术[M].北京:机械工业出版社,1998.
(WANG Tong-hai. Tube Plastic Processing Technology[M].Beijing: China Machine Press,1998.)
[14] 张惠民.螺旋盘管成型工艺的研究[J].油气储运,2001(1):55-57,64,7.
(ZHANG Hui-min.Study on Forming Technology of Spiral Pipe[J].Oil & Gas Storage and Transportation,2001(1):55-57,64,7.)
[15] 吴承彪,付美林.巧弯螺旋盘管[J].机械工人, 2000(1):18,20.
(WU Cheng-biao,FU Mei-lin. The Spiral Coil Pipe Bended Lightly[J]. Mechanical Workers, 2000(1):18,20.)
(许编)
ApplicationofWinchesinBendingtheSpiralCoilPipe
LIXing-biao,XUSi-hong
(Hubei SunNing Chemical Industry Co. Ltd., Zhijiang 443206, China)
A new method of curved spiral pipe is introduced, through the hoister to provide power and homemade fan coil to bending of the spiral pipe. This method is of low cost, high efficiency, operation is simple and the coil quality guaranteed, especially for the center circle diameter smaller spiral pipe.
spiral pipe; serpentine pipe bending machine; winches; bending
TQ050.7; TE969
B
10.3969/j.issn.1000-7466.2017.01.016
1000-7466(2017)01-0079-03
2016-08-15
李兴彪(1979-),男,江西宜春人,工程师,学士,主要从事设备管理工作。