浅析仙游抽水蓄能电站座环现场研磨技术
2017-11-04束长磊高晓刚
束长磊,高晓刚
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
浅析仙游抽水蓄能电站座环现场研磨技术
束长磊,高晓刚
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
大型抽水蓄能电站的座环考虑到加工和运输的问题,通常是座环蜗壳分瓣运至工地后再组焊成整体,座环与导水机构的配合尺寸完全依靠座环的现场研磨来实现。为了确保座环的水平度以及座环与导水机构的配合在座环组焊和混凝土浇筑后能够满足设计要求,座环研磨质量直接关系到导水机构的可靠运行。
座环;现场;研磨
1 概述
仙游抽水蓄能电站位于福建省莆田市西苑乡,是一座周调节的抽水蓄能电站,电站安装4台装机容量为300 MW的混流可逆式水泵水轮发电机组。水泵水轮机座环分两瓣到货,在现场进行组装焊接成整体后进行安装,在混凝土浇筑后需在机坑内进行现场加工。导水机构由底环、顶盖(分两瓣)、导叶、轴套、拐臂等部件组成。
2 施工过程和关键工艺操作要点
2.1 施工工艺流程(见图1)

图1 施工工艺流程图
2.2 关键工艺及操作要点
2.2.1 导水机构尺寸测量确定研磨尺寸
清扫顶盖,底环,导叶各部件,确保与座环配合的组合面无油污杂物和毛刺。检查相关尺寸并做好详细记录。在每个导叶孔的位置各测量一组数据,并进行汇总。如图 1、2、3、4。
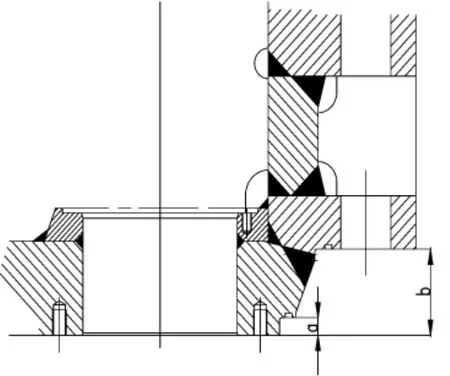
图1 顶盖尺寸检查示意图

图2 底环尺寸检查示意图
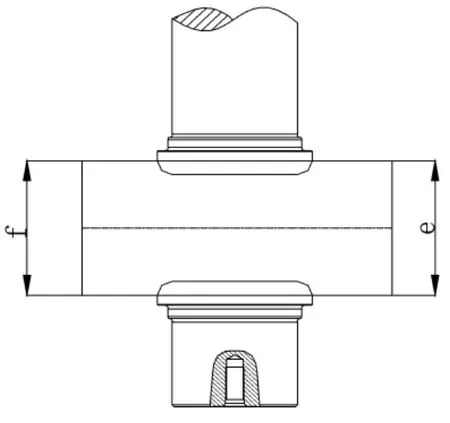
图3 导叶高度尺寸检查

图4 座环研磨尺寸示意图
导水机构数据测量完成后,进行整理分析,并计算出座环研磨需要确定出A、B、C的值。
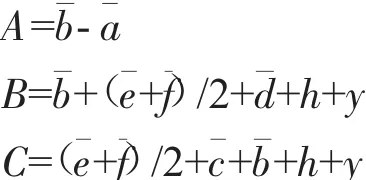
A/B/C的研磨偏差都取计算值的正偏差(0~+0.05)。
2.2.2 机坑清扫测定
清扫座环各个法兰面,对各加工面的原始数据进行测量分析。
将座环上机组的轴线标示至下环板的平面和机坑里衬的合适位置,并做好方位刻度线标记。作为今后安装底环、顶盖、水轮机接力器及控制环的方位基准点和调整控制点。
2.2.3 研磨平台安装以及研磨工具调整
座环研磨设备采用厂家提供的磨削设备,其结构简单安装调整方便。磨头采用细砂磨头,细砂轮磨头能更好的控制磨削量,还能保证磨削面的精度。
以研磨平台预埋基础确定磨削工具的主支座位置,利用桥机将主支座吊装就位后使用手拉葫芦和楔子调整其水平和高度后焊接。按要求将基础梁和各辅助梁进行相应的把合并进行焊接加固。将平台吊装到支撑梁上并进行焊接加固。
吊装底座部件在基础梁上并按要求把合。转台部件和过渡座把合成整体后吊装到底座部件上,调整底座调平螺杆,用水平仪以过渡座上表面加工面为基准找平,水平控制在0.05 mm/m。将转臂吊装到过渡座上,手动转动转臂,在转臂径向上架百分表检查,通过底座调整顶杆调整中心控制在0.5 mm以内。检查磨削工具的水平,根据实际情况进行配重块的数量的调整,利用底座上的顶丝精细调整磨削工具的水平到要求范围内。
砂轮片调整,根据磨削的宽度和砂轮片的水平情况,利用调整螺杆对砂轮片进行调整。方法是:先在座环面上刷红丹粉,根据磨削红丹粉留下的痕迹进行调整,直至红丹粉被均匀摩擦。
2.2.4 座环法兰面研磨
座环法兰面打磨前使用水准仪测量座环的水平,并复测磨削工具的水平和中心,分析座环水平数据,进行由高到低磨削,在磨削的过程中注意磨削的尺寸,磨削量不宜过大,约每研磨5遍的磨削量为0.01 mm,并及时做好测量。根据实际总结在测量的数据即将达到计算值时可以进行分段分点打磨,座环法兰面研磨后的水平控制在0.05 mm/m各点高差的最大值控制在0.15 mm以内。
2.2.5 座环上环法兰面研磨
座环法兰面研磨完成并通过验收后,调整打磨立柱,降低研磨平台的高度。调整好后吊装打磨工具,根据砂轮片与上环的接触面积调整磨削的半径。检查磨削工具转臂的水平,并利用底座上的顶丝进行微调。砂轮片的水平调整和研磨方法同座环法兰面打磨一样,保证上环的每一处都能被打磨到。
上环法兰面研磨测量使用量程为50~600 mm的内经千分尺、工字平尺、框式水平仪和塞尺。测量时保证测量面的清洁,用塞尺调整放在工字平尺上的框式水平仪,保证其水平。同座环研磨一样在磨削数据即将合格时可进行分段分点磨削,在精细磨削时做到边磨边测。
2.2.6 基础环研磨
上环法兰面研磨完成以后,调整磨削工具的高度,安装弯臂,组装电动机。按照同样的方法调整磨削工具的中心和水平,检查并调整砂轮片的水平,砂轮片调平使用红丹粉做标记直到红丹粉被均匀摩擦。磨削前测量原始数据,同样按照从高到低顺序开始研磨。磨削的方法同座环磨削一样到精细研磨时进行分段分点研磨,增加测量的次数,每研磨5遍进行一次测量。测量的方法同上环法兰面研磨,测量工具为量程为150~3 000 mm的内径千分尺。
2.2.7 下环法兰面研磨
基础环打磨好后,拆除弯臂和立柱,组装打磨工具,调整电动机和砂轮片。调整和打磨的方法同上环。其重点在于调整控制中心,保证下环法兰面均能被磨到。另外做好测量。测量的方法可以用座环法兰面至基础环的距离和座环法兰面至下环的距离计算得出。
2.2.8 下镗口圆度研磨
由于座环的组焊和混凝土的浇筑,座环镗口的圆度不能满足设计要求。镗口研磨重点在于中心的确定。利用求心器和内径千分尺以座环的上镗口为基准调中心(注:上镗口测4组点,以最好的一组为基准,钢琴线的直径0.3 mm计算在内)。调整好中心,根据底环外径的尺寸计算镗口应该需要的半径(底环和镗口的半径偏差在0.4~0.6 mm),根据计算的数据打磨出4个标准点。准备好安装打磨工具,并用百分表和调整螺栓调整中心,打磨工具的中心调整控制在0.05 mm。镗口研磨采用砂轮片的侧面进行操作。调整砂轮片的水平,方法和前述一样。水平和中心确定好后,通过底座调整螺杆进行打磨,打磨到标准点的位置时进行测量。
3 仙游抽水蓄能电站座环研磨成果
仙游抽水蓄能电站座环研磨后1号机导水机构开档尺寸为730.18 mm,座环下镗口2 715.10 mm;2号机导水机构开档尺寸730.22 mm,座环下镗口2 715.10 mm;3号机导水机构开档尺寸730.22 mm,座环下镗口2 715.05 mm;4号机导水机构开档尺寸730.21 mm,座环下镗口2 715.06 mm。加工尺寸满足计算尺寸要求。尺寸检查确认后,对导水机构部件进行预装,各部件的预装参数均满足设计要求。
4 总结
仙游抽水蓄能电站4台机组座环研磨工作,通过对导水机构各部件进行尺寸测量,分析、放余量、加入了顶盖和底环在安装后的挠度,通过计算的方法确定研磨尺寸,使得座环研磨一次研磨成功,从而避免了导水机构的试装和座环的多次研磨。在水泵水轮机安装过程中单台机组节约了工期10 d,节省了劳动力,降低施工投入,共节约了成本10万余元。
另外,在座环磨削过程中不断的摸索和总结磨削工具的使用和磨削工具的调整,由开始的座环研磨施工措施到最后的形成操作和实用性更强的施工工艺卡,并成功申报电力建设工法,可在同类型电站的座环研磨工作中推广使用。
TK730.3+15
B
1672-5387(2017)10-0016-03
10.13599/j.cnki.11-5130.2017.10.006
2017-07-21
束长磊(1984-),男,工程师,从事水电站机电安装管理工作。
