管磨机边缘传动齿轮振动原因分析与预防控制
2017-11-04陈昱良陈占国中材建设有限公司
陈昱良 陈占国/中材建设有限公司
管磨机边缘传动齿轮振动原因分析与预防控制
陈昱良 陈占国/中材建设有限公司
管磨机是选矿、发电、化工和硅酸盐等重工业部门广泛采用的粉磨机械,更是水泥工厂的主要机械设备之一。主要从设计、制造、安装和使用等方面全面分析了管磨机边缘传动齿轮振动产生的原因,同时阐述了振动的预防控制阶段和控制方法,得出了从多方面分析才能对管磨机边缘传动齿轮振动原因作出正确判断的结论。
管磨机;边缘传动;齿轮;振动原因
文章通过分析管磨机齿轮副在设备运行中产生振动的原因,对齿轮副振动的危害进行了论述,并从多角度提出了针对齿轮副振动的优化措施,以此保证管磨机运行的安全稳定。
1.引发管磨机齿轮副振动的危害
管磨机运行过程中对传动系统的稳定性要求极高,若传动齿轮出现振动,很容易致使管磨机运行失稳,从而造成危害,引发事故。结合实际对齿轮副振动的危害进行总结主要包含以下几种。
(1)引发冲击。传动齿轮振动最明显的表现在啮合齿面的滑动距离会有所增加,且载荷峰值也会相应增大,因此会在啮合齿面处发生滑动摩擦。(2)损坏轴承。管磨机传动系统利用传动齿轮进行动力传输,同样传动齿轮副发生振动后,振动也会通过齿轮传递给轴承、基座、电机等结构,致使轴承座螺栓松脱,甚至损坏轴承座,严重时会导致轴承座发生疲劳断裂。另外振动传递至电机会引发定子、转子运行偏移,严重时会烧毁电机,令管磨机无法工作。(3)破坏啮合面。合理的润滑不但可以令管磨机工作效率提高,更能够有效保护设备各个部件,但振动会令啮合面润滑油膜受到破坏。此时啮合面摩擦必然增大,磨损必然增加,齿轮寿命因此降低。
2.管磨机边缘传动齿轮振动原因分析
2.1 设计因素
2.1.1 齿轮受力方向。
管磨机在设计时考虑到齿轮传动中大齿轮的受力方向垂直向上,设备基础不承受水平方向的分力[1]。如图1所示,大小齿轮位置尺寸E和a与压力角an的关系为cosan=E/a。
对于标准圆柱直齿轮传动或不变位圆柱斜齿轮传动,建立基于以上关系式基础上的大小齿轮位置关系时,大小齿轮之间在水平方向不承受推力,因而不因水平分力过大而产生振动。
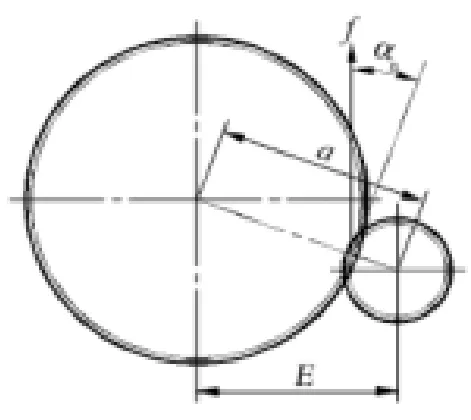
图1 管磨机大小齿轮位置关系
2.1.2 相对滑动率。
齿轮磨损的重要原因是齿面相对滑动,将相互啮合两齿轮最大滑动率相等或相近作为齿轮变位系数取值的优化目标。适当分配2个齿轮的变位系数,使它们的最大滑动率相当或接近,既可降低齿面接触应力,又可提高齿轮的抗胶合和耐磨损能力,当管磨机齿轮总变位系数分配合理、滑动率差很小时,更有利于延长齿轮寿命。
2.1.3 齿宽系数。
管磨机齿轮直径一般在3.5m以上,国家标准规定齿轮精度为9-8-8级,很难达到更高的加工精度。齿宽系数越大,载荷沿齿宽分布不均匀的现象越严重,管磨机齿轮齿宽系数一般以不大于0.8为宜。
2.1.4 其他方面原因。
(1)大齿圈轮辐轮缘刚度对振动影响较大,甚至造成轮辐轮缘断裂;
(2)哈夫面处变形造成齿距误差大,产生冲击力,由于缓冲功能不明显,导致哈夫面外侧的双头螺栓产生拉伸塑性变形和断裂,产生振动;
(3)哈夫面联接双头螺柱在退刀槽处断裂产生振动;
(4)大小齿轮齿数不互质造成轮齿不均匀磨损,引起振动;
(5)对于长径比较大的管磨机筒体,轴线挠曲较大产生振动。
2.2 制造因素
2.2.1 大齿圈。
(1)由于加工残余变形引起哈夫面处二次把合不严,造成齿距变大、径向跳动大(见图2),安装无法调整到位而产生振动。
(2)如图2所示,非一次装夹加工或装夹跳动检测疏忽造成外圆与加工基准面B(安装法兰止口)不同轴,造成外圆跳动大,无法安装调整到位而产生振动。
(3)以齿圈外圆、法兰止口一次性装夹加工的端面为基准端面,基准端面A应为跳动检测面,如图2所示。当滚齿装夹时基准端面A与非基准端面混淆(即在非基准端面上进行装夹跳动检测),造成基准端面跳动大,安装无法调整到位而产生振动。

图2 滚齿装夹基准面和跳动检测
2.3 安装因素
(1)侧隙过小或过大。 侧隙可以补偿管磨机齿轮的制造和安装误差,适应运转中的径向跳动偏差、热膨胀和轮齿受力变形。侧隙过小容易发生咬死等现象,导致润滑不良使磨损加剧而造成振动;侧隙过大容易发生断齿事故。
(2)大小齿轮轴心线不平行 大小齿轮轴心线
(3)大齿圈的联接螺栓(或螺柱)紧固不到位 哈夫面联接紧固不到位,哈夫面不贴合,或齿圈法兰联接紧固不到位,造成联接刚度不足而产生振动。
(4)大齿圈联接螺栓(或螺柱)紧固螺母拧紧过度 预紧力控制不当,拧紧力超过许用拉力时螺柱容易产生塑变、断裂而产生振动。
(5)小齿轮轴联轴器安装质量差 联轴器安装歪斜、不同轴,超出偏离补偿范围,引起齿轮振动,而且影响联轴器使用寿命等。
2.4 工作环境因素
管磨机大多被应用于水泥厂、矿山以及分料的研磨,因而工作环境相对较差,而管磨机传动系统并非密封的,传动齿轮很容易暴露在空气下,而空气中漂浮的粉尘以及矿浆很容易进入齿轮间隙,从而加大齿轮间的摩擦,这种摩擦属于非常态摩擦,在这样的状态下传动齿轮副便会出现振动。除此之外,干摩擦也会加速齿轮的磨损,干摩擦是由于齿轮副之间润滑不当导致的,这种不良摩擦也会导致齿轮振动。
3.控制措施
(1)严格保证齿轮加工质量,控制齿形误差和齿距误差,对传动齿轮副中基圆齿距较大或高速轴上的齿轮进行齿顶修缘,修缘量可参考《机械工程手册》经过实验来确定。(2)严格按管磨机安装和检修标准进行安装和检修,保证各部件之间满足安装要求;加强日常点检制度,按规定对各参数进行检测,一旦发现有异常情况,及时采取措施,进行整改,将故障隐患消除在萌芽状态。(3)改进齿轮副的润滑方式,保证充分供给润滑油,形成良好的油膜,采用自动喷油润滑,改进齿轮护罩,采用封闭式以减少进入齿轮副啮合面的漂浮物和小颗粒数量,防止轮齿磨损过快引起振动。(4)在大齿圈上下齿轮罩接合面之间及观察孔与罩体之间夹一层废橡胶片以吸收振动,对联轴器进行改进,采用弹性联轴器以调整小齿轮轴和电机轴的同轴度误差,减少振动。
4.结束语
传动齿轮振动会对管磨机的使用寿命造成影响,尤其是传动齿轮,不正常的振动会加速配件的磨损、毁坏;管磨机边缘传动齿轮,振动现象产生的原因可能是多方面的,可分别出现在设计、制造、安装或工作环境方面进行分析。因此实际生产中,操作人员应当熟练掌握操作技术,规范自身的操作,以此降低齿轮振动现象的发生率,对振动进行控制。另外,还应当从制造齿轮方面着手,提高制造精度,并确保齿轮的安装符合安装标准要求,并在安装合理的基础上采用合理的密封、润滑方式。并落实日常维护、点检,以此降低齿轮副出现振动的几率,提高管磨机的稳定性。
;
[1]洪允征.管磨机边缘传动齿轮设计[J].机械,2013,24(6):33-35.
[2]闫存富,李建伟,刘军.管磨机传动装置失效形式分析[J].煤矿机械,2010,31(12):155-157.
