汽轮机驱动离心压缩机组安装试车
2017-11-01李艳兵
李艳兵
(神华榆林能源化工有限公司,陕西 榆林 719319)
汽轮机驱动离心压缩机组安装试车
李艳兵
(神华榆林能源化工有限公司,陕西 榆林 719319)
神华榆林能源化工有限公司35000Nm3/h纯氮空分装置,配套的原料空气压缩机组由西安陕鼓动力股份有限公司制造的离心压缩机及杭州汽轮机股份有限公司制造的汽轮机作为驱动机组成,为空分主系统35000Nm3/h纯氮装置提供原料空气。该机组2014年12月安装就位,经过为期7个月的安装准备工作,于2015年7月24日一次试车合格。通过对该压缩机组的试车说明,为同类型压缩机试车工作提供借鉴。
空分装置; 空气压缩机组; 化学清洗 ; 油冲洗 ; 蒸汽吹扫 试车
神华榆林能源化工有限公司配用的35000Nm3/h纯氮空分装置,配套的原料空气压缩机组经过7个月的润滑油系统化学清洗、油冲洗、中压蒸汽管线吹扫等准备工作,自2015年7月21开始试车,至7月24日一次试车合格,压缩机组运行稳定,为后部系统试车及正常运行提供可靠保障。
1 设备具体参数

表1 原料空气压缩机技术参数

表2 汽轮机技术参数
2 试车前主要准备工作
2.1 原料空气压缩机组油系统化学清洗
2014年12月15日至12月21日按计划进行原料空气压缩机组润滑油系统化学清洗工作。
第一阶段:12月15日至17日进行现场保护措施落实、润滑油站系统隔离、临时管线配制、冲洗设备安装,经检查确认具备化学清洗条件。
第二阶段:12月18日至20日进入化学清洗阶段。化学清洗上水分两路,一路为润滑油管线、另一路为调节油管线,回水经旁路(隔离压缩机、汽轮机上油、回油管路)回到化学试剂槽。具体清洗过程如下:
1)水循环查漏并消除漏点。
2)碱液循环。
3)清洁水冲洗置换。
4)酸液循环。
5)清洁水冲洗。
6)空气吹除。
7)拆法兰检查合格。
2.2 原料空气压缩机组油循环
油循环冲洗自2015年1月11日开始,2016年6月25日冲洗合格,润滑油站其主要设备有板式双联冷却器一台,双联滤油器一台,双筒滤油器一台,三螺杆泵两台,调压阀二台,及各配套阀门等。正常状态时,一台电动油泵处于备用状态。具体说明如下:
2.2.1 油冲洗验收合格标准
1)在各润滑点入口处的过滤网上,经通油 4 h后,每平方厘米可见软质颗粒不超过两点,不得有任何硬质颗粒,并允许有少量纤维体。
2)油脂分析合格。
3)油冲洗合格后,将系统中的冲洗油排出。再次清洗油箱、过滤器、高位油箱、轴承、密封腔。各部位正式管道进行复位。
4)向油箱注入经过滤的合格工作油,按要求组装轴承、浮环密封及密封环,并在各入口处设置金属滤网,按正常流程进行油循环。通油 24 小时,油过滤器前后压差增值,不应大于 0.01~0.015MPa。
2.2.2 油冲洗准备工作
1)在油冲洗前,应将油系统中的设备、管道彻底检查并清理干净。向油箱注入冲洗油时,必须经金属滤网或滤油机过滤。
2)拆开与各轴承、轴密封、调速器等出入口连接管道,接临时短管连成回路。根据冲洗流程,确定管道上的阀门启闭状态。
3)油系统中油泵经负荷试运转合格后,可进行油系统冲洗工作。冲洗时的油温在 30~75℃范围内,并按规定的温度和时间交替进行。
4)进回油总管上加装200目临时滤网。
2.2.3 油冲洗操作方法
原料空气压缩机组润滑油冲洗工作由中国化学工程第六建设有限公司及中国化学工程第七建设公司负责实施。
1)配置临时管线,临时管线、管件采用不锈钢材质并酸洗钝化合格,并按要求在正式管线上加装金属缠绕垫,在临时管线法兰处加装聚四氟乙烯垫,杜绝杂质的产生。
2)按规定油量加装与润滑油型号相同的冲洗油。
3)安排专人控制冲洗油温度,严格安照油冲洗方案控制油温交替进行。
4)间断同时启动两台润滑油泵,增加润滑油流量、提高流速,加大冲洗效果。
5)油冲洗过程中,按油的流向用木锤、沿管道敲击各条焊缝、弯头和三通,并定期排放或清理油路的死角和最低处积存的污物等。
6)每24小时检查更换一次滤网,掌握冲洗变化趋势。
7)分别将润滑油管路、调节油管路、高位油箱管路进行隔离分路冲洗,调整冲洗压力、流量,提高冲洗效果。
8)润滑油系统外部冲洗合格后,分别在压缩机组各进油管路上加装临时滤网,冲洗油进各级齿轮箱。
2.2.4 优化措施
经过一段时间的冲洗实践,冲洗效果不理想,为了保质按时完成油冲洗任务,采取如下优化措施:
1)增加滤油机外部循环,通过流量100L/min,过滤精度3um的滤油机进行连续循环过滤,经过检查更换滤棒,起到一定的过滤效果。
2)协调借用动力装置的滤油机,对润滑油进行过滤,清除润滑油中杂质。
3)在润滑油过滤器、调节油过滤器内加装10um的正式滤芯,保证冲洗上油合格,过滤润滑油中杂质,提高冲洗效果。
4)使用滤油机倒出润滑油箱内润滑油,清理润滑油箱、高位油箱,加快油冲洗进度。
5)更换原来的配制不合格的润滑油冲洗临时管线,严格按要求重新配制,经确认后安装。
6)配制临时管线,冲洗润滑油管线死角。
2.2.5 经验教训
1)准备工作充分,协调总包单位加强责任落实,提高工作效率,配备专业的施工队伍,组织严密,协调配合得力。
2)化学清洗彻底、置换充分。
3)油冲洗之前,所有管线检查确认,杜绝使用碳钢阀门、法兰等管件,彻底除锈,加快油冲洗进度。
4)临时管线按正式管线要求配置、材料选用严格,处理彻底。
5)润滑油准备充足,所有油路同时冲洗,避免相互影响。
6)严格按照油冲洗方案、要求进行油冲洗,即使清理滤网、调整措施。
7)油冲洗分阶段确认,避免出现反复。
2.2.6 油脂合格分析

表3 润滑油油脂分析数据(陕西省电力公司电力科学研究院陕西电力设备状态评价中心)
3 蒸汽管线吹扫
中压蒸汽吹扫临时管线于 5月9日安装完成,蒸汽吹扫工作于5月28日开始,6月24日中压蒸汽吹扫打靶合格,管线恢复。
3.1 吹扫(打靶)结果的判断
按照GB50235-97

表4 吹扫(打靶)合格标准
注:靶片宜采用厚度5mm,宽度不小于排汽管道内径的8%,长度略大于管道内径的铝板制成。
3.2 吹扫(打靶)步骤

图1 蒸汽管线吹扫(打靶)流程
1)在XV1003阀拆除加短接,吹扫时旁通V1022,V1023打开。
2)把流量表,压力表,温度表拆除。
3) 汽轮机处的两个速关阀前法兰断开加盲板,由速关阀处接临时放空线至高点消音器。
4)蒸汽线上至其它位置的阀门关闭。
5)拆除汽轮机入口蒸汽流量孔板。
6)汽轮机猫爪处打好千分表,检查汽轮机入口管支吊架投用情况良好。
7)暖管
a 适当打开4.1MPa(G)蒸汽管网界区第一道隔断阀V1802、V1803,将系统管线上的低点所有排凝阀打开进行疏水,对管线进行暖管,开阀时一定要缓慢,防止产生水击;
b在暖管过程中,用红外线测温仪检查管壁温度,每升高50℃,检查一次管托位移是否在设计规定范围内,同时检查管线热位移情况和管线支吊架情况;
c疏水阀视脱水情况适当关小。
8)吹扫(打靶)具体步骤
a.缓慢开大4.1MPa(G)蒸汽管网界区第一道隔断阀,对管线进行小流量吹扫和疏水,同时安排人员进行检查;
b.吹扫3h后停汽,检查管线热位移情况及管线支吊架、管托情况;
c.再次引汽暖管彻底疏水后,缓慢开大4.1MPa(G)蒸汽管网界区第一道隔断阀,对4.1MPa(G)蒸汽管网进行大流量吹扫;
d.大流量吹扫4.1MPa(G)蒸汽管网6~10h后,停汽检查管线热位移情况及管线支吊架、管托情况;
e.重新打开4.1MPa(G)蒸汽管网界区第一道隔断阀进行大流量吹扫,6~8小时后再降温进行检查,如此循环3次;
f.确认停汽放空完毕温度降至常温后,装靶板进行吹扫,每次吹扫15分钟后,停汽对靶板进行检查;每次打靶结束后,关4.1MPa(G)蒸汽管网界区第一道隔断阀,待管线冷却后拆下靶板检查,如果符合打靶的质量要求,则更换一个靶板再打一次,若第二次也合格,吹扫打靶结束。如果两次打靶中有一次不合格则继续吹扫后再打靶检查,直到连续两次打靶合格为止。
g.达到合格标准后,将汽轮机入口管线安装就位,对汽轮机的找正数据进行检查。
h.打靶顺序。

表5 打靶顺序表
3.3 吹扫过程中存在的问题
1)临时管架设计不合理,固定管架多,造成临时管线自由膨胀不理想。
2)靶板架设计强度不够,长时间吹扫损坏。
3)蒸汽吹扫流量大,临时消音器损坏。
4)正式的弹簧支架安装调试不合格,影响蒸汽管线膨胀。
3.4 处理措施
1)重新变更临时支架,增加滑动支架。
2)设计、加固靶板架。
3)按设计吹扫流量,控制阀门开度,调整蒸汽流量。
4)联系厂家,按设计要求调整、维修弹簧支架。
3.5 经验教训
1)在设计阶段,提前考虑好蒸汽管线吹扫的因素,合理配置正式管线,使蒸汽吹扫时临时管线配置合理、流程短、弯头少。
2)严格按照相关标准制定吹扫方案,并严格执行。
3)提高临时设施施工质量,严格检查确认。
4)弹簧支架质量过关,按要求安装调试合格等。
4 压缩机组试车工作
4.1 汽轮机静态试验
汽轮机单机试车开始前,由汽轮机厂家人员指导,榆林公司、工程公司、天辰公司、中化七建共同完成汽轮机试车前的静态试验工作。
主要内容包括:
1)调节润滑油、调节油压力至正常,调节径向轴瓦、推力轴瓦进油压力至正常。
2)调校速关阀行程开关。
3)调校调速汽阀行程。
4)调整二次油压力。
5)紧急停车试验。
6)盘车程序调整。
7)其他振动、位移、温度联锁等。
4.2 汽轮机单试
汽轮机单试工作于7月21日开始,当天试车完成。
试车情况如下:
1)7月21日15:25分汽轮机升速至1000rpm,低速暖机30min。
2)7月21日16:23分汽轮机升速至7650rpm,正常运行。
3)7月21日16:28分汽轮机进行电子转速跳闸试验,8264rpm,联锁跳车正常,汽轮机惰走时间6:30秒。
4)7月21日16:38分汽轮机再次启动,进行机械转速跳闸试验,8437rpm,联锁跳车正常,汽轮机惰走时间5:59秒。
5)汽轮机盘车降温。
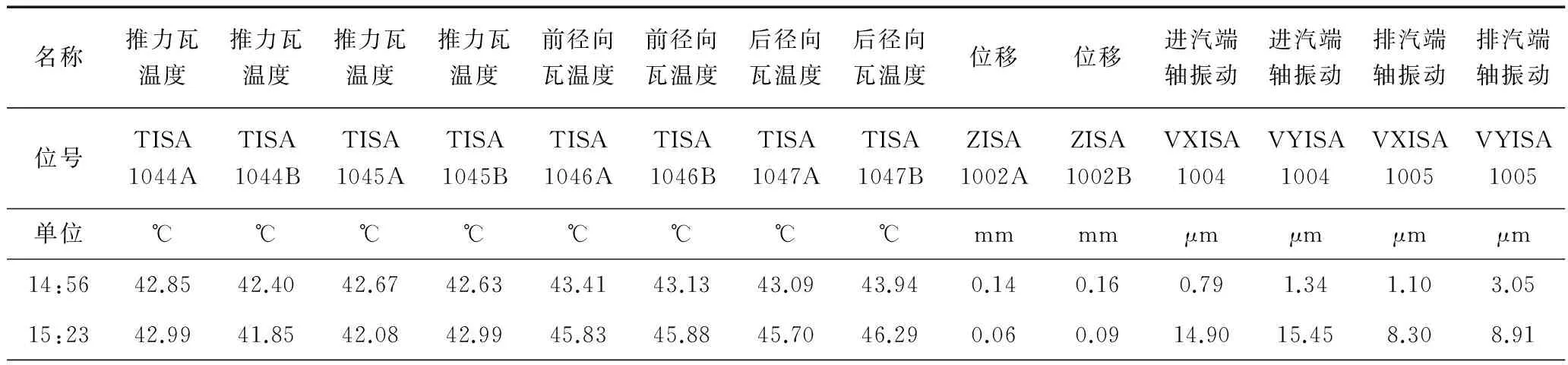
表6 汽轮机运行参数
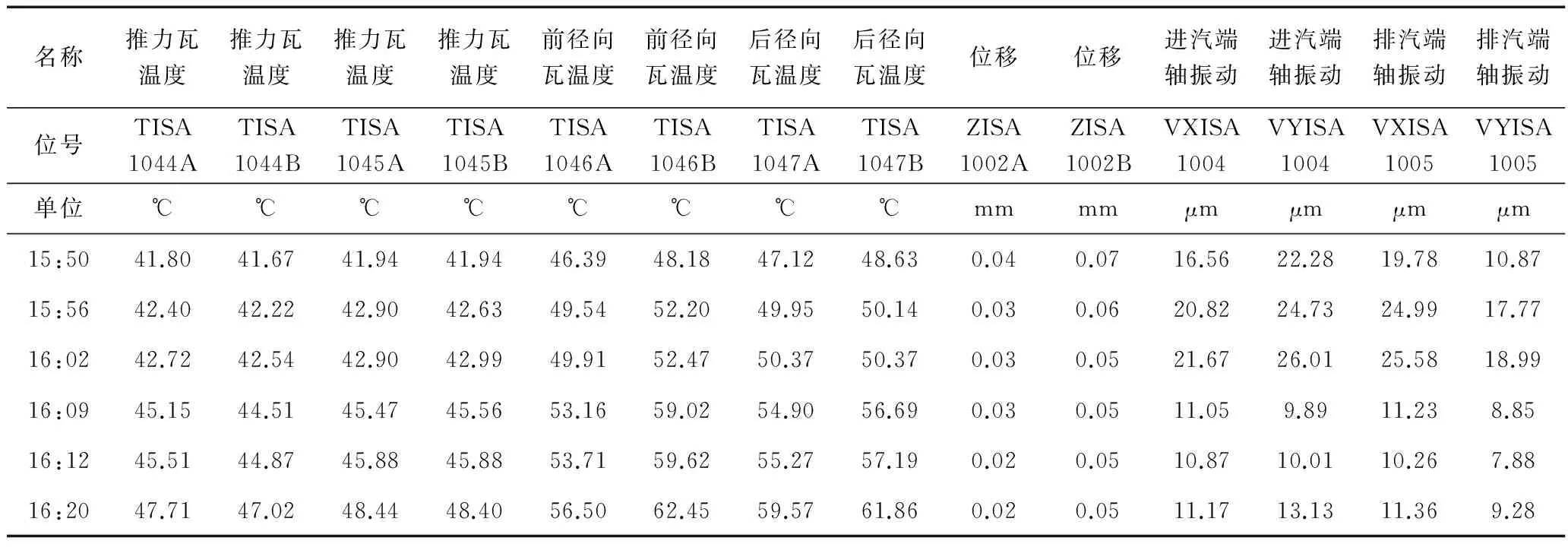
表6(续)
4.3 原料空气压缩机组试车
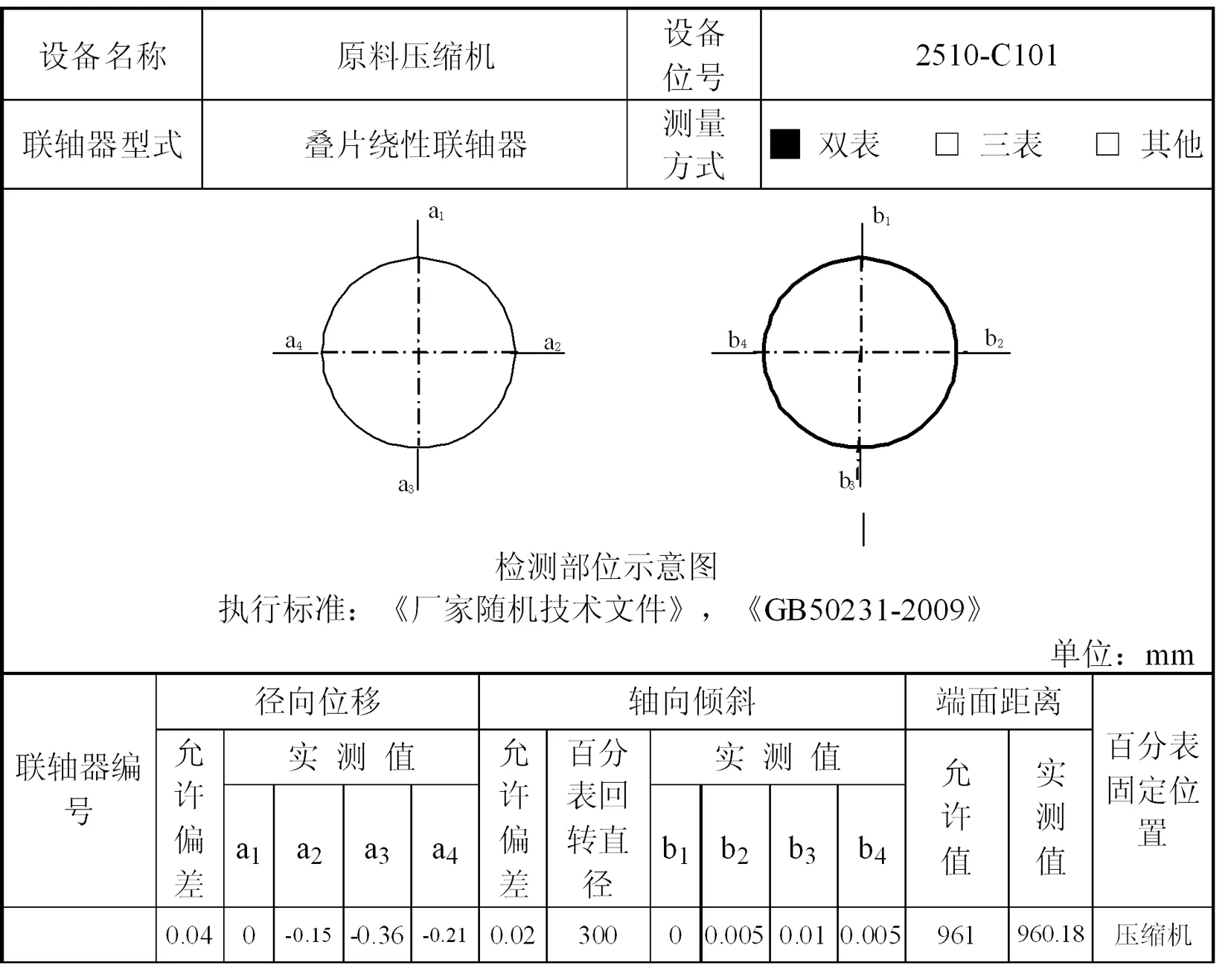
汽轮机单试合格后,盘车降温合格,由中化六建负责汽轮机与原料空气压缩机的联轴器安装。
表7 原料空气压缩机组轴对中记录
4.3.1 试车工作
1)7月23日21:54分汽轮机开始升速。
2)在原料空气压缩机组启动的过程中,共联锁跳车三次,原因包括:调速汽阀开度大于30%,转速小于500rpm联锁跳车1次,汽轮机机过临界转速时升速速率不足,造成原料空气压缩机联轴端径向轴瓦振动值超标联锁跳车2次。
3)23:00时汽轮机第四次启动,运行稳定。

表8 汽轮机运行参数
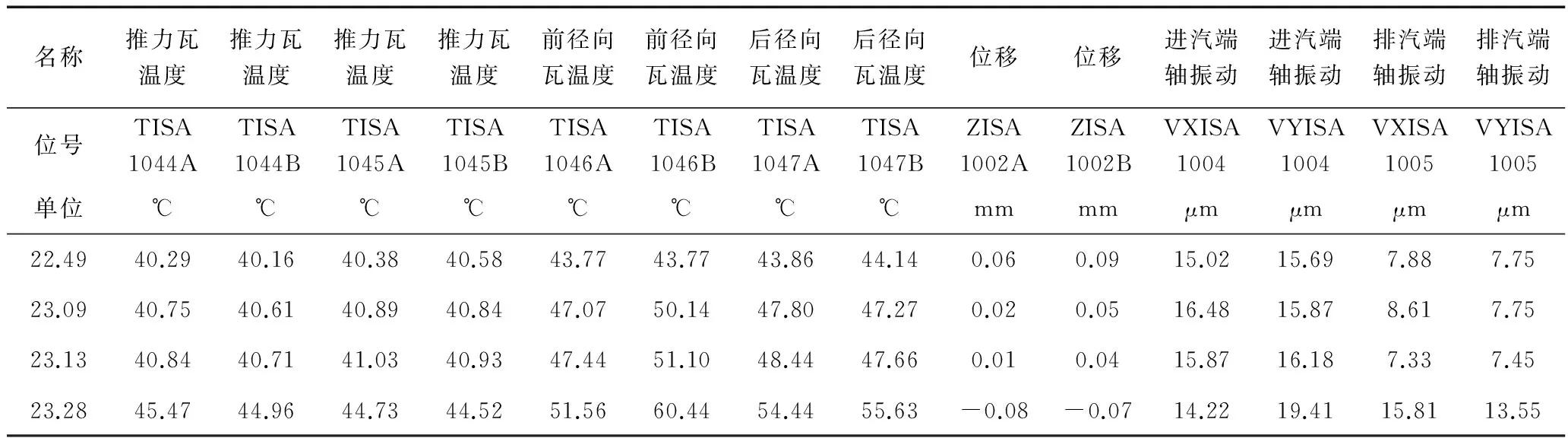
表8(续)
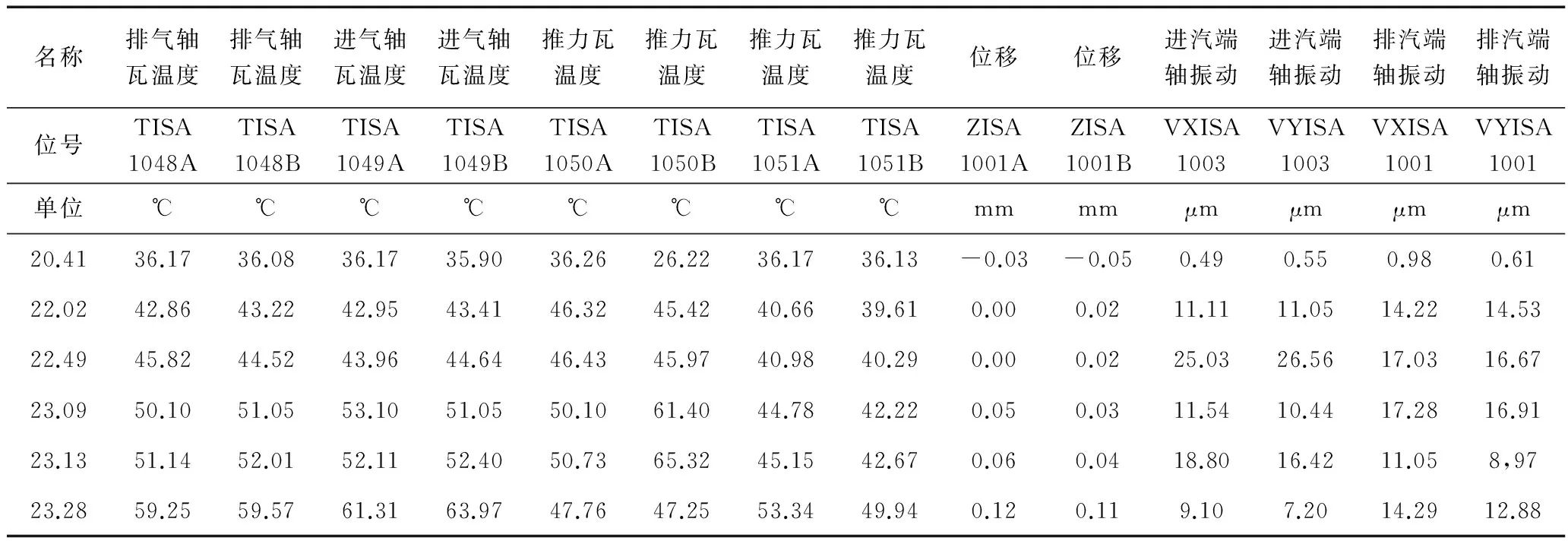
表9 空压机运行参数
4.3.2 原料空气压缩机组防喘振试验
7月24日在原料空气压缩机空负荷试车完成后,按计划进行防喘振试验。
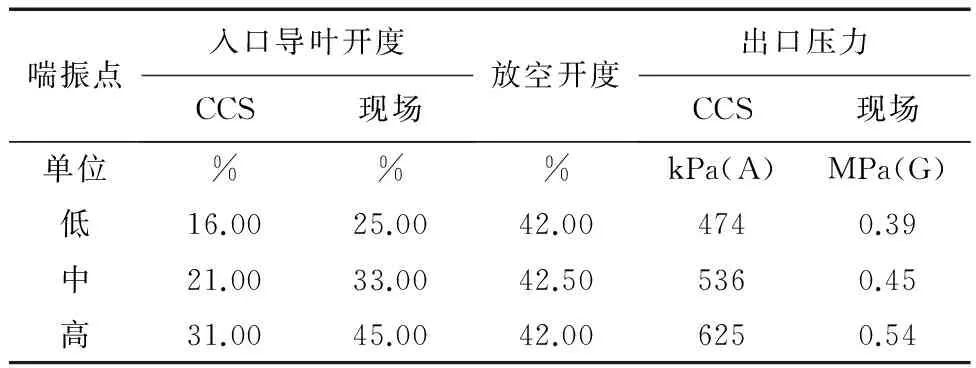
表10 喘振试验参数
5 压缩机组负荷试车
原料空气压缩机组在进行喘振试验后,按操作说明书进行升压试验,压缩机进行72小时负荷试验,压缩机组满负荷稳定运行。
6 小结
原料空气压缩机组试车经过科学组织、合理安排,准备工作充分,消除试车准备后的一系列可预见及不可预见问题,确保了原料空气压缩机组一次试车成功,试车完成后,停机盘车降温、处理试车尾项及进行空分装置预冷系统、分子筛系统填料装填工作。
2017-07-03
李艳兵(1981—),陕西榆林人,工程师,神华榆林能源化工有限公司基建管理部设备工程师。
TH452
A
1008-021X(2017)18-0118-05
(本文文献格式李艳兵.汽轮机驱动离心压缩机组安装试车[J].山东化工,2017,46(18):118-122.)
