模块化平台甲板片预制技术
2017-11-01
(海洋石油工程(青岛)有限公司,山东 青岛 266520)
模块化平台甲板片预制技术
宋立新
(海洋石油工程(青岛)有限公司,山东 青岛 266520)
针对甲板片预制中主节点间的公差和变形控制问题,以典型模块化平台甲板片预制为例,提出甲板片建造的场地布置和施工焊接顺序,解决模块化平台甲板片尺寸精度控制问题,制定甲板片的预制公差要求,既能保证模块化平台整体的建造公差,又合理控制了甲板片的建造周期及成本。
模块化平台;甲板片;预制;控制;顺序
目前,海洋石油工程装备技术发展日益加快[1],大量固定式海洋平台、浮式平台上部模块及LNG工厂多采用模块化设计建造[2-4]。其中,甲板片预制是模块化平台建造的核心环节之一[5]。模块化平台甲板片主要由主节点、组合梁、次梁、立柱、拉筋、甲板板及附件等构件组成,此结构具有立体空间大,划分分片规则等特点,便于分片建造时的运输及吊装作业,且有利于提高甲板片的预舾装程度。但由于其主节点焊接接口数量较多,节点间的公差控制和变形控制成为模块化平台甲板片预制的难点[6-7]。为此,以典型模块化平台甲板片预制为例,明确了甲板片预制中的场地布置要求、施工顺序及尺寸公差要求,并详细说明了甲板片建造时各构件的焊接顺序,从而有效的提高了甲板片节点水平公差和相对距离公差的预制精度,降低建造成本和施工周期。典型模块化平台甲板片分片信息见表1。
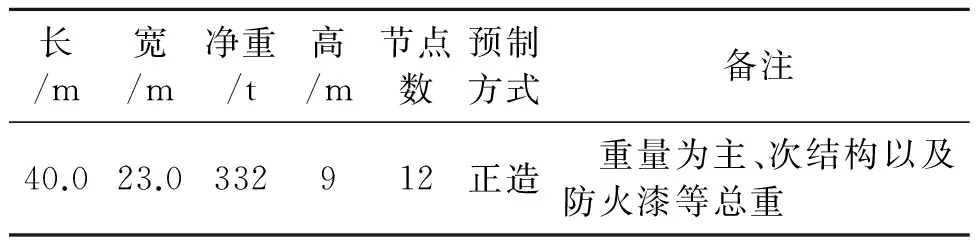
表1 甲板分片(L1)尺寸和重量信息
1 甲板片预制的施工焊接顺序
甲板片预制可以在车间内或场地外进行,均采用正造[8],避免大型甲板片的翻身吊装作业产生结构变形。车间内预制场地可根据车间计划细微调整,但要确保甲板片的布置方向与运输小车的布置方向一致。所有水平甲板片都放在预制场地的垫墩上,通过水平仪测出的数值来调整垫墩的标高,预制垫墩水平标高误差为±2 mm,并需要在水平片建造过程中持续测量,避免发生沉降。如产生垫墩沉降,可在垫墩及甲板片之间增加1~3 mm厚的钢制垫片来调节标高。此处优先选用能够进行局部调节的垫墩,并引入实时测量技术。
甲板片预制前首先准备甲板片内的节点、组合梁、立柱、拉筋、甲板板等构件[9-10],并进行除锈、上底漆处理。各构件尺寸需检验合格后才能进入下一个施工环节。其次,按相关程序进行地样划线,地样线误差为±1 mm。垫墩放置后,甲板片组合梁的最低点应距地面600 mm以上,便于甲板片正常顶升运输。
主梁及节点组对焊接就位(图1)。部分节点和相邻的组合梁可提前焊接成整体,主节点间的允许误差要严格控制。然后根据加设平面图纸位置划出次梁位置,并将预制结构置于临时垫墩上准备后续施工。

图1 施工顺序(第1~3步)
组合梁及节点间焊接顺序典型示例于图2、图3 。图中为推荐焊接顺序,只要能确保节点相对的公差要求,其他焊接顺序也能被接受。

图2 组合梁间焊接典型顺序

图3 组合梁与节点焊接典型顺序
其他次梁就位。根据加工设计图纸及主梁上的划线位置将其他次梁焊接就位。参见图4。
次梁焊接顺序典型图参见图5。型材全部组对完后,依次进行焊接。焊接原则上自中间向4周对称施焊。先焊接腹板与翼板的焊缝,再焊接腹板与腹板,最后焊接翼缘与翼缘。
甲板板放样划线下料、铺板焊接。按甲板划线下料时应留出足够的焊接收缩量,推荐在垂直于纵向焊缝的方向上每米增加约0.15~0.25 mm的焊接收缩量,平行于纵向焊缝的方向上增加0.2~0.3 mm/m的焊接收缩量,整体铺板后进行焊接。焊接收缩量的依据是甲板板厚度8 mm,焊接高度5 mm的完全填角焊。焊接原则上自中间向4周焊接,先焊小梁与甲板的角焊缝,再焊接大梁与甲板的角焊缝,参见图6中第7步。铺板焊接前,要对甲板片各节点间距公差和水平度公差进行测量。如有超差,要及时进行调节。
组对焊接甲板片以上立柱拉筋,包括附件等次级结构的组对焊接。参考图6中第8步。

图6 施工顺序(第7、8步)
使用千斤顶将已预制完成甲板片顶升离地面1.7 m左右,最后组对焊接甲板层底部立柱,参见图7。其他专业工作在不影响运输的情况下在甲板片上进行多专业一体化建造[11-12],预制完成后再整体运输到喷涂车间打砂喷漆。涂装处有其他专业信息时需做防火漆预留,具体见各专业防火漆预留位置图。运输喷漆前,要对甲板片剩余所要求的公差进行测量并整改。

图7 施工顺序(第9步)
2 预制公差要求
预制公差要求根据模块整体公差要求来确定,苛刻的预制公差有利于控制模块的总装公差,但会增加甲板片的预制难度,提高建造周期及成本。合理的预制公差既要能保证模块整体的总装公差,又要有利于控制建造周期及成本。综合以上考虑确立甲板片预制公差要求如下。
立柱基础板底部相对标高允许偏差±3 mm,上下立柱两端中心线偏差是±5 mm;
任意一对立柱节点间的跨距允许偏差为:L<10 m,±5 mm;10 m≤L<20 m,±10 mm;20 m≤L<50 m,±15 mm。
梁在立柱连接处的实际和理论水平标高允许偏差,测量位置为主节点:第一层甲板为±3 mm;梁离地面高度在6 m以内为±5 mm;梁离地面高度在6 m以上为±8 mm。
其他梁的实际和理论水平标高允许偏差,测量点位于节点2端:±8 mm。
桁架和梁支撑点的偏离≤0.001 3L且应保证≤15 mm。
腹板及筋板偏差±3 mm,拉筋与对应加强筋板的相对公差为±3 mm。
文中典型模块化甲板片焊接后(铺板前)的尺寸测量报告见图8。图中普通标注为节点间跨距实际测量值,括号内标注为节点间跨距理论值。在节点旁,圆圈中标注为节点中心水平标高偏差。可见,甲板片主要公差均满足预制公差要求。在模块总装阶段,要根据甲板片的预制公差适度调节测量基准点来抵消各甲板片的相对公差,从而使模块的整体公尺满足要求。
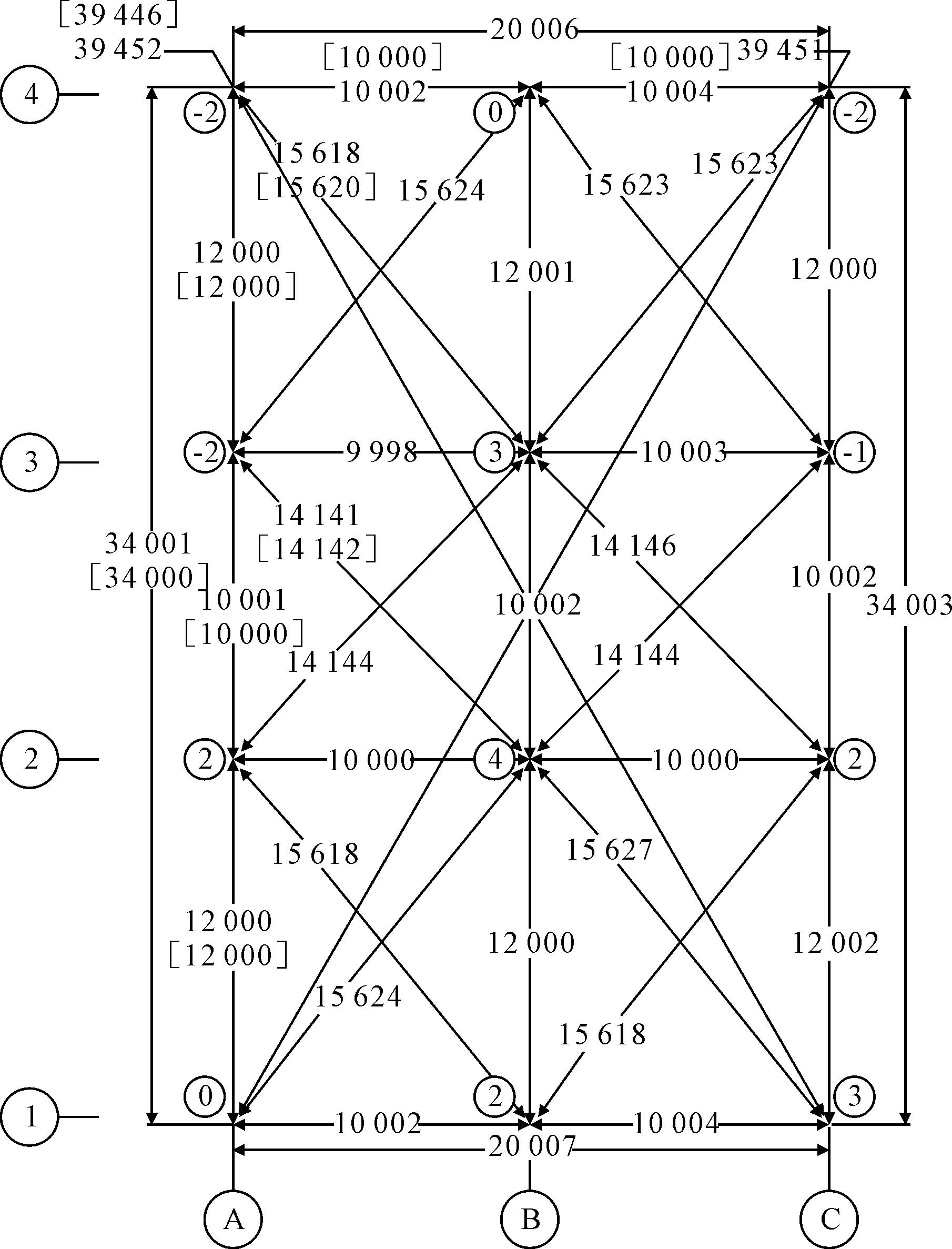
图8 甲板片L1尺寸检测报告
3 其他注意事项
各道工序的开始,必须在上道工序测量检查合格并验收后进行。所有杆件首先通过点焊来完成组对,外观及尺寸公差检验合格后即可以满焊。焊接时要有一定的措施来控制焊接变形[13]。吊点使用后应及时切除,切除时需在母材上留3~5 mm的量,然后机械磨平防腐,避免破坏母材。
4 结论
大量模块化建造工程实践证明,正确的杆件组对焊接顺序和预制场地布置是模块化平台甲板片尺寸精度控制的关键。合理的预制公差要求既要能确保模块整体的总装公差,又要有利于控制甲板片的建造周期及成本。本文旨在提供一种合理的施工顺序及焊接方法,促进生产技术的提高。另外,进行局部调节的垫墩,采用先进的甲板片精度测量方法将有助于甲板片尺寸的精度控制,应作为模块化平台建造的重点技术进行研究。
[1] 中国造船工程学会.海洋工程装备产业发展形势与对策[J].船海工程,2014,43(1):1-9.
[2] 张国中,高指林,孙瑜,等.模块化建造技术在海洋平台建造中的应用[J].天津科技,2014,41(3):39-41.
[3] 刘雪梅.船舶舾装单元模块建造研究[J].船海工程,2012,41(6):9-12.
[4] 陈少耿,黄昭伟.两种上部建筑模块建造方法的比较[J].中国海洋平台,2002,17(5):26-27.
[5] 臧全斋.大型固定式平台整体化建造技术[J].石油工程建设,2003,29(2):13-34.
[6] 杨补年.海上油气田平台结构焊接变形的控制分析[J].焊接技术,2015(8):48-50.
[7] 孙国青.大型平台陆地预制组片的防变形控制[J].石油工程建设,2008,34(6):35-37.
[8] 张则青,孙涛,汪磊,等.海洋平台组块甲板片正造技术研究[J].中国造船,2014,55:58-62.
[9] 迟艳芬.浅海固定式平台陆地建造技术[J].工程建设与设计,2004(6):37-39.
[10] 彭志远,杭建伟,韦宣余,等.LNG工程中H型钢的焊接[J].电焊机,2014,44(7):98-103.
[11] 魏成革,张秋华,马青军,等.海洋平台上部组块一体化建造技术[J].石油和化工设备,2015,18:19-22.
[12] 陈波,顾洪,崔爱娥,等.海洋石油平台上部模块建造工艺探讨与实践[J].中国海洋平台,2012,27:107-112.
[13] 何江华.焊接变形原因、控制及矫正方法[J].船海工程,2009,38(1):22-24.
Prefabrication Technology of Deck of Modular Platform
SONGLi-xin
(Offshore Oil Engineering (Qingdao) Co. Ltd., Qingdao Shandong 266520, China)
Prefabrication technology of deck is one of the key technologies of building modular platform, the tolerance and deformation control for main node is important factors to ensure construction quality and efficiency of the module. Taking the deck prefabrication of typical modular platform for example, the construction site layout and construction welding sequence were proposed in detail to resolve the dimensional accuracy control problem of modular platform deck. Prefabricated tolerance requirements was determined to ensure the construction of the platform overall tolerance, and to control the deck construction period and cost.
modular platform; deck; prefabricated; control; sequence
U674.38;U671.3
A
1671-7953(2017)05-0145-04
10.3963/j.issn.1671-7953.2017.05.039
DOI:10.3963/j.issn.1671-7953.2017.05.038
2016-12-21
修回日期:2017-01-10
宋立新(1984—),男,硕士,工程师
研究方向:海洋石油工程建造设计及工艺