DMU技术在整车装配中的应用
2017-10-24孙杨李露马化海
孙杨,李露,马化海
(中国第一汽车股份有限公司技术中心,吉林 长春 130011)
DMU技术在整车装配中的应用
孙杨,李露,马化海
(中国第一汽车股份有限公司技术中心,吉林 长春 130011)
DMU技术是指利用CATIA软件所具有的装配、干涉检查、功能部件校核和人机工程学检查等功能,对实车进行虚拟的仿真和再现,使其具有物理模型的特性,从而取代物理模型验证产品的运动、工艺和制造等方面的内容。文章概括介绍了DMU技术的定义、功能,以及通过几个实例的说明,详细描述了DMU技术在目前整车装配工作中的实际应用。
DMU整车装配;可视化;干涉检查
1 DMU具体功能
1.1 可视化
DMU提供各种档次的可视化功能,以不同方式对电子样车的所有部位进行审视、评估,漫游和模拟真实的视觉效果。尽可能地在数字化环境中看到产品在真实世界中的效果,实现低成本、高效率的产品可视化模拟[1]。
CATIA V5实现了可视化和产品结构的统一进行,让复杂区域的可视化变得非常容易,使可视化的应用范围得到扩展。
1.2 各类分析手段
DMU提供各种对整车或部件间进行功能性分析的方法,主要包括:机构运动,空间干涉分析,拆装分析,截面扫描,信息交流,产品可维护性分析,产品易用性分析等[2],如图1所示。

图1 DMU模块功能
1.3 应用“上下关联的设计”方式进行
运用CATIA独有的PUBLICATION技术,按照自顶向下的方式,实现装配之间、零部件之间、一个模型文件中的多个几何实体之间、曲面模型和实体模型之间、特征之间等多种层次的端到端的各类关联。
2 整车装配中的实际应用
CATIA是迄今唯一能在基础结构和集成功能上直接支持DMU技术的CAD系统[3]。在B30轿车开始试制装配前,我们利用CATIA V5的DMU技术模块,对零件进行早期装配模拟及检测,尽早地发现并解决问题,最终达到缩短试制周期、降低整车成本的目的。
接下来通过几个方面的实例,具体说明我们应用 DMU技术解决的问题。
2.1 装配空间检查
装配空间指的是在零部件装配过程中,在合理的顺序下,装配人员的手部及所用到的工具所需要的空间。以B30轿车三箱进气口盖板为例,详细说明装配空间检查过程。
三箱进气口盖板是直接安装在白车身上的,位于前围水槽下方,用螺母紧固在焊接螺柱上,如图2所示,由于位置比较特殊,装配时会被水槽遮挡一部分,有必要对其装配空间进行检查。

图2 三箱进气口盖板安装位置示意图
首先以三箱进气口盖板定位孔的上平面为基准面,以定位孔外圆为轮廓生成一个包络体,延伸到水槽以外,检查该包络体是否与周围零件发生干涉。如干涉,即断定装配空间不足;如不发生干涉,还需考虑装配工具。
三箱进气口盖板的紧固件为M6螺母,装配所需的工具为电枪或扳手,配外径10mm的套筒,由于该零件的装配空间有限,还需配备合适的加长杆才能进行装配。首先测量出从三箱进气口盖板定位孔上平面到可能与其发生干涉的水槽外圆延伸出的长度,再对工具进行测量,确定工具的哪个部分与水槽可能发生干涉,接着对工具该部分的外径进行测量,得出测量结果为 12mm。最后以三箱进气口盖板定位孔的原点为圆心,以其上平面为基准面,以工具外径的测量结果为轮廓生成包络体,检查是否干涉。
经过测量,发生干涉,如图3所示,故得出结论:三箱进气口盖板装配空间不足。
在试装过程中,该结论得到了验证,最终进行了设计更改,将螺栓改为卡扣。

图3 装配空间检查
2.2 装配过程中的干涉检查
装配过程中的干涉检查不同于整车匹配性的静态干涉检查,它能通过零部件之间在装配时的运动关系,检测出装配过程中的干涉情况,为我们提供了有利的技术依托,能够提早发现装配问题,从而缩短了实车试制的周期。
例:仪表板分装完毕后,需要将仪表板总成装配到车身上,在此过程中,我们可以对距离比较近的空调三箱支架与TCU支架进行装配跟踪监测。
如图4所示,空调三箱支架需沿X负方向经过TCU支架装配到前围挡板上,我们在DMU模块中模拟其装配过程并进行分析。
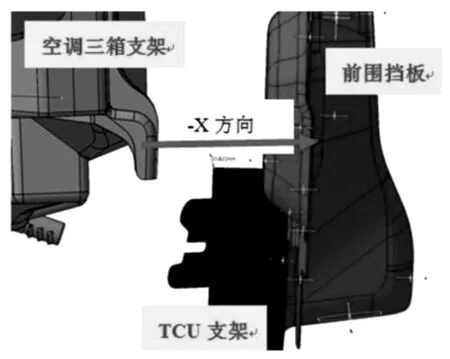
图4 空调三箱支架装配示意图
首先对空调三箱支架的装配路径生成跟踪,激活最小距离分析,并模拟播放,即自动生成空调三箱支架与TCU支架的距离关系,如图5所示,我们得出被跟踪的两个零件,在装配的某一时刻的最小相对距离为1.75915mm。
根据以往经验,空调三箱是先分装,再以总成的形式往车身上装配,在装配过程中,很难保证仪表板总成在装配方向无窜动,因此得出结论:空调三箱支架与TCU支架存在很大的装配干涉风险。在试装时证实了以上结论,最终对TCU支架进行设计变更,消除了干涉。

图5 装配过程中的距离分析
2.3 卡扣类标准件与车身孔的匹配性检查
卡扣类标准件与车身孔的匹配合理性,同样可以用DMU的断面分析功能进行内部结构的细致观察,图6所示为后保险杠嵌装螺母与车身孔的匹配性检查。
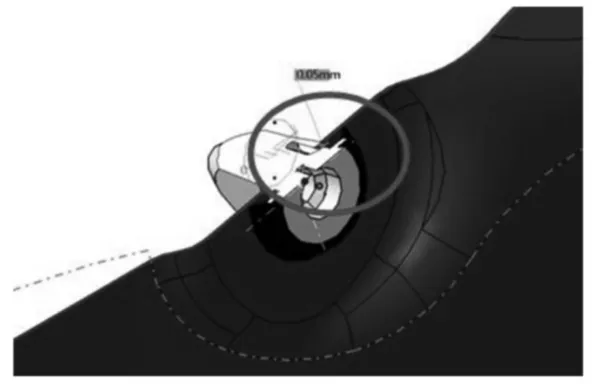
图6 后保险杠嵌装螺母装配

图7 测量结果
先将后围板固定,将嵌装螺母用同轴及角度约束,调整到预装配的准确位置。嵌装螺母在装配过程中与车身孔发生干涉、挤压,最后卡接在车身孔中,通过坐标轴的操作,将嵌装螺母与车身孔发生最大干涉处截图观察,如图7所示。
通过测量不难看出,嵌装螺母与车身孔而出现了0.05mm的间隙,故得出结论:嵌装螺母无法在车身孔中卡接,不符合要求。
2.4 装配路径检查
对于一些匹配要求较高的重要零件,需要进行装配路径合理性的检测,图8是B30轿车后滑柱与车身的连接孔同轴度检测,测量结果分别为0.012mm及0.023mm,符合装配要求。
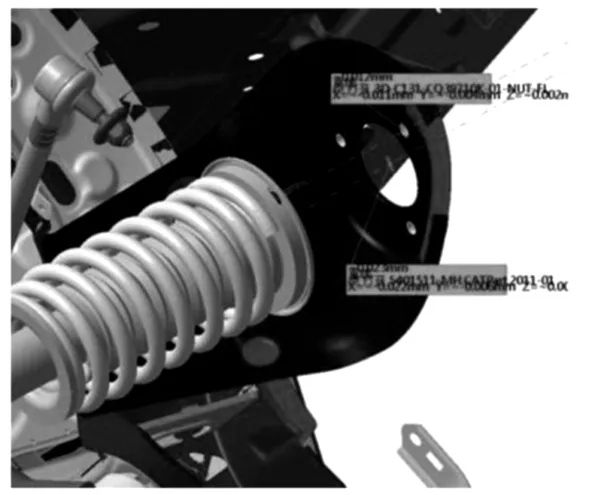
图8 后滑柱与车身装配
3 结论
目前DMU技术已经在整车研发过程中得到了很好的应用,相信通过本篇文章,可以让大家切实感受在装配领域DMU技术同样适用。DMU技术可以帮助我们快速解决整车装配中最为关键的静态干涉、空间尺寸、运动干涉和可拆卸性分析等问题,大大提高了整车装配效率,降低了研发成本。
[1] 王新宇. DMU在整车开发中的解决方案.汽车制造业,2009.48-49,2009.9.
[2] 王登峰等.书名[CATIA V5机械(汽车)产品CAD/CAE/CAM全精通教程].北京.人民交通出版社,2007.4.
[3] 战权理等.汽车装试技术.北京,北京理工大学出版社,2007.7.
Application of DMU technology in vehicle assembly
Sun Yang, Li Lu, Ma Huahai
( FAW corporation limited R&D center, Jilin Changchun 130011 )
With the use of CATIA software assembly, interference check, functional components check and ergonomic inspection, DMU technology can simulate and reproduce the real vehicle, so that it has the characteristics of physical model, to replace the physical model to verify the movement, process and manufacturing of the product. This paper introduces the definition of DMU technology, function, and through a few examples of instructions, described the DMU technology in our current assembly of the actual application in detail.
DMU vehicle assembly; visualization; interference check
U466 文献标识码:A 文章编号:1671-7988 (2017)20-65-03
前言
孙杨,(1989-)工程师,就职于中国第一汽车股份有限公司技术中心,主要从事乘用车整车试制工作。
10.16638/j.cnki.1671-7988.2017.20.022
CLC NO.: U466 Document Code: A Article ID: 1671-7988 (2017)20-65-03
DMU是电子样机(Digital Mock-Up)的英文缩写。电子样机技术是欧共体“先进信息技术项目-AIT”的科研成果,该项目由欧洲主要的汽车企业、零部件厂家、学术界和软件公司参与,并决定在CATIA平台上进行研究。AIT对DMU技术有以下定义:DMU是一实用的对整个产品或产品的部分进行计算机电子模拟的技术。它需要具备完整的功能,包括:集成的造型,可视化,功能性检测,产品结构和配置管理等功能。DMU技术使不同岗位的人员能在早期捕捉产品的知识,把那些以往只能在后期才能发现的错误减小到最少。
